

應力對直縫高頻電阻焊管溝槽腐蝕的影響
格式:pdf
大小:661KB
頁數:3P
人氣 :85
 4.6
4.6
對處于0 MPa、100 MPa、200 MPa和300 MPa恒定拉應力下的直縫高頻電阻焊管(ERW)進行陽極極化,并測定了其焊縫溝槽腐蝕敏感性。測定結果表明,隨拉應力增大溝槽腐蝕敏感系數增大,腐蝕電流增大。但焊管經整管熱處理后,焊縫處溝槽腐蝕敏感系數明顯減小。




01直縫高頻電阻焊接鋼管(2013.8.9)介紹
格式:pdf
大小:508KB
頁數:18P
審定審核校對設計 技術規格書 文件號:spc-0002集01-01 設計階段初設 項目號:jdd-bd13001 cadd號:spc-0002集01-000.dwg 唐山冀東油田 設計工程有限公司 設計證書號:a213005284 第1頁共18頁 南堡油田3號構造產能建設地面工 程——轉油站及油氣集輸管道部分 油氣集輸管道部分日期:2013.07.23 a版 項目負責人批準 直縫高頻電阻焊接鋼管技術規格書 文件號:spc-0000集01-01 直縫高頻電阻焊接鋼管 技術規格書第2頁共18頁 唐山冀東油田 設計工程有限公司 目錄 1范圍....................................................................3 2引用標準........

直縫高頻電阻焊鋼管技術
格式:pdf
大小:10KB
頁數:5P
1.在高頻焊管生產過程中,如何確保產品質量符合技術標準的要求和 顧客的需要,則要對鋼管生產過程中影響產品質量的因素進行分析。 通過對本公司φ76mm高頻焊接鋼管機組某月份不合格品的統計, 認為在生產過程中影響鋼管產品質量的要素有原材料、焊接工藝、軋 輥調節、軋輥材質、設備故障、生產環境及其它原因等七個方面。其 中原材料占32.44%,焊接工藝占24.85%,軋輥調節占22.72%,三 者相加占80.01%,是主要環節。而軋輥材質、設備故障、生產環境 及其它原因等四個方面的要素,對鋼管產品質量的影響占19.99%,屬 相對次要環節。因此,在鋼管生產過程中,應對原材料、焊接工藝和 軋輥調節三個環節進行重點控制。 2原材料對鋼管焊接質量的影響影響原材料質量的因素主要有鋼 帶力學性能不穩定、鋼帶的表面缺陷及幾何尺寸偏差大等三個方面, 因此
編輯推薦下載

01直縫高頻電阻焊接鋼管(2013.8.9)
格式:pdf
大小:508KB
頁數:18P
4.3
審定審核校對設計 技術規格書 文件號:spc-0002集01-01 設計階段初設 項目號:jdd-bd13001 cadd號:spc-0002集01-000.dwg 唐山冀東油田 設計工程有限公司 設計證書號:a213005284 第1頁共18頁 南堡油田3號構造產能建設地面工 程——轉油站及油氣集輸管道部分 油氣集輸管道部分日期:2013.07.23 a版 項目負責人批準 直縫高頻電阻焊接鋼管技術規格書 文件號:spc-0000集01-01 直縫高頻電阻焊接鋼管 技術規格書第2頁共18頁 唐山冀東油田 設計工程有限公司 目錄 1范圍....................................................................3 2引用標準........
 高頻電阻焊鋼管焊縫縱向缺陷表面波檢測
高頻電阻焊鋼管焊縫縱向缺陷表面波檢測 高頻電阻焊鋼管焊縫縱向缺陷表面波檢測
格式:pdf
大小:878KB
頁數:5P
4.6
由于檢測標準、檢測設備、檢測方法及超聲波探頭、對比試塊的限制,高頻電阻焊鋼管制造、安裝過程中仍然存在大量縱向缺陷漏檢的問題。本文對超聲波檢測方法、檢測儀器、超聲波探頭、對比試塊等進行了相應改進,取得了非常好的效果。
應力對直縫高頻電阻焊管溝槽腐蝕的熱門文檔
螺旋縫埋弧焊管與直縫電阻焊管比較
格式:pdf
大小:6KB
頁數:2P
4.7
螺旋縫埋弧焊管與直縫電阻焊管的對比 1關于鋼管選用問題 國內關于油氣輸送干線鋼管選用問題,進行了多次學術討論,其中有兩次重大學術討論 會,一次是1998年“大中直徑長輸管線用埋弧型直縫焊接鋼管研討會”,一次是200 0年“天然氣管道輸送技術及制管技術高級研討會”。前一次大中直徑長輸管線討論會主張 發展直縫雙面埋弧焊管取代螺旋管,后一次會議提出“繼續堅持油氣輸送干線鋼管以國產螺 旋焊管為主的技術路線”。這兩次研討會的結論顯然相反,因此,對制管業影響也不同。前 一次討論會引導珠江鋼管公司上了hme及uoe大口徑直縫雙面埋弧焊管生產線,以及其 它的直縫焊管生產線。后一次的討論會催生了石油天然氣系統新上了6條大口徑螺旋埋弧焊 管生產線,以及非石油天然氣系統新上了十多條大口徑螺旋焊管生產線。 目前國內螺旋焊管用途方面的范圍已達成共識,在輸送天然氣的長輸管線上只能用于1 類地區
 高頻直縫電阻焊鋼管成型過程仿真
高頻直縫電阻焊鋼管成型過程仿真 高頻直縫電阻焊鋼管成型過程仿真
格式:pdf
大小:518KB
頁數:3P
4.7
介紹了高頻直縫焊鋼管的優點及應用,描述了直縫焊管的成型過程。在給定帶材的機械性能、成型管坯尺寸、輥型配置前提下,對成型階段焊管金屬變形狀況進行了計算機模擬和仿真,得出了直縫焊管在成型各階段的應力分布。
直縫電阻焊焊管焊縫探傷中心偏差控制分析 直縫電阻焊焊管焊縫探傷中心偏差控制分析
格式:pdf
大小:173KB
頁數:3P
4.6
結合焊管焊縫自動超聲波探傷及設備特點,在現場調查與試驗的基礎上,分析了焊縫中心偏差對探傷靈敏度的影響,提出了相應的控制措施,并取得了良好效果。

應力對直縫高頻電阻焊管溝槽腐蝕的精華文檔
正火溫度對X65鋼直縫電阻焊管焊接區組織和性能的影響 正火溫度對X65鋼直縫電阻焊管焊接區組織和性能的影響
格式:pdf
大小:997KB
頁數:4P
4.3
通過顯微組織觀察、x射線衍射分析和力學性能測定,研究了正火溫度對x65鋼高頻直縫電阻焊管焊接區顯微組織和力學性能的影響。結果表明,正火溫度對焊接區的顯微組織和性能有顯著影響。850℃、1000℃和1050℃正火后,焊接區組織為粗大的多邊形鐵素體,硬度高、沖擊功低;900℃和950℃正火后,焊接區組織為細小的針狀鐵素體,硬度低、沖擊功高。采用900~950℃正火可保證焊接區有最佳的組織和性能。
ERW直縫電阻焊鋼管與直縫埋弧焊管的比較
格式:pdf
大小:17KB
頁數:2P
4.4
erw直縫電阻焊鋼管與直縫埋弧焊(uoe)鋼管的區別: 直縫焊接鋼管,按焊接工藝分有高頻電阻焊和埋弧焊,直縫埋弧 焊簡稱uoe,直縫高頻電阻焊簡稱erw。 高頻電阻焊鋼管(erw鋼管)因它焊接過程與埋弧焊相比,erw工藝 在焊接過程中不添加任何焊接材料,焊縫成型沒有經過熱熔化狀態, 只是焊縫金屬經過再結晶過程,故形成的焊縫與母材的化學成份完全 一致,鋼管焊接后經過退火處理,制造成型冷加工內應力,焊接內應 力均得到改善,因此erw鋼管綜合機械性能較好。 直縫埋弧焊(uoe鋼管)因它采用焊后冷擴徑工藝漲管,故uoe鋼管 幾何尺寸比較精確,采用uoe鋼管對接時的對口質量好從而確保了焊接 質量,通過擴管工藝一定程度消除了部分內應力。另外uoe鋼管焊接 時采用多絲焊接(三絲、四絲),這樣的焊接工藝焊接時產生的線能量 小,對母材熱影響區影響程度也小。多絲焊接后道焊
電阻焊直縫焊接套管殘余應力分布的測定 電阻焊直縫焊接套管殘余應力分布的測定
格式:pdf
大小:696KB
頁數:4P
4.6
采用x射線法結合環劈法對電阻焊直縫焊接套管的管體和焊縫的應力分布,以及焊接套管切割后應力的變化進行研究。結果表明:焊接套管殘余應力在周向上分布不均,并且焊縫處殘余應力很高,接近其屈服強度;焊接套管切割后管體外表面殘余應力隨著時效時間的增長由拉應力轉為壓應力,而內表面由壓應力轉為拉應力。
電阻焊接標準
格式:pdf
大小:1.2MB
頁數:9P
4.4
第1頁共9頁 1.應用范圍: 本標準是吸收國外及國內的焊接工藝標準,結合公司實際情況,為規范本公司在電阻焊 接工藝方面的技術要求及質量而制訂。 1.1該標準是本公司負責確立或認可的產品設計提供電阻點焊的焊接技術標準。除非 在焊接圖紙上有特定的注釋,確立不同的焊接要求,任何與本標準以外的特例,必須征得工 藝人員的同意。注:標準中任何條款不能替代適用的法律法規,除非有特殊說明。如具體客 戶對標準條款提出異議,由雙方協商確認。 1.2本標準適用于低碳鋼、不銹鋼、鍍鋅板及部分中碳鋼的電阻焊接。 1.3本標準未包括的材料厚度的點焊技術條件由現場工藝人員參照本標準自行在工 藝技術文件中規定。 1.4本標準頒布前已有的產品圖,如有不符合本標準之處可不作修改,新圖紙設計時 需符合本標準。 2.電阻點焊設計應用: 2.1焊接母材的選擇 2.1.1點焊零件的板材的層數一般
提高電阻焊產品質量的措施——工藝認證
格式:pdf
大小:109KB
頁數:1P
4.4
工藝認證是用試樣模擬產品,認證焊接過程的有效性,為達到此目的,需要試樣的焊接過程和產品的焊接過程一致,并著重介紹了影響焊接過程的幾個重要參數:焊接設備、焊接材料和狀態、裝配、焊接參數等幾個主要方面。對特殊過程的質量保證有一定的借鑒意義。
應力對直縫高頻電阻焊管溝槽腐蝕的最新文檔


直縫電阻焊鋼管與無縫管對比
格式:pdf
大小:1.4MB
頁數:7P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
直縫電阻焊鋼管與無縫管對比 直縫電阻焊鋼管與無縫管對比
格式:pdf
大小:182KB
頁數:7P
4.3
敘述了直縫電阻焊鋼管的生產和應用情況,著重說明直縫電阻焊鋼管與無縫鋼管化學成分、力學性能包括沖擊韌性、工藝質量和尺寸精度等方面作實物試驗研究對比后的情況,并提出了綜合評價。
高頻焊管與V型坡口焊管管壁熱應力數值模擬 高頻焊管與V型坡口焊管管壁熱應力數值模擬
格式:pdf
大小:243KB
頁數:4P
4.6
化工原料的輸送是進行化工生產的關鍵環節,這些原料通常采用焊管運輸。而評價焊管質量好壞的一個重要指標是焊管內外壁所能承受的溫度差。利用ansys有限元分析軟件,編寫apdl程序,對母材為q235a,焊絲為hs316的v型坡口焊縫焊管與母材同樣為q235a的高頻焊管所能承受的內外壁溫度差及管道壁均勻溫度值進行比較,發現高頻焊管內外壁面所能承受的最大溫度差以及所能承受的管道壁均勻溫度值皆大于v型坡口焊縫焊管。這對實際選擇焊管方面提供了參考。
電阻焊機工作時對電網的影響 電阻焊機工作時對電網的影響
格式:pdf
大小:394KB
頁數:3P
4.7
本文通過對電阻焊機、晶閘管、焊接變壓墨的分析,求得減小對電網的影響及解決方法,特別是在三相四線制的系統中晶閘管、焊接變壓器,可引起低壓配電網各項指標的下降。
電阻焊焊點檢測方法
格式:pdf
大小:1.7MB
頁數:6P
4.8
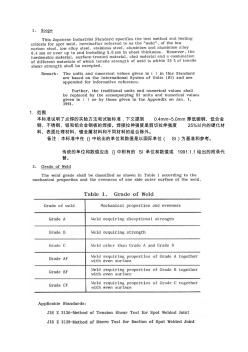
1.范圍 本標準說明了點焊的實驗方法和試驗標準,下文提到0.4mm~5.0mm厚低碳鋼、低合金 鋼、不銹鋼、鋁和鋁合金鋼板的焊接。焊接拉伸強度是剪切拉伸強度25%以內的硬化材 料、表面處理材料、鍍金屬材料和不同材料的組合除外。 備注:本標準中在{}中給出的單位和數值是以國際單位(si)為基準和參考。 傳統的單位和數值應由{}中附有的si單位和數值或1991.1.1給出的附錄代 替。 2.焊縫類別 焊縫應按機械性能和焊縫一側外部表面的平滑度分類,如表1所示。 表1焊縫等級 焊縫類別機械性能和平滑度 a無強度要求 b有強度要求 c不同于a和b af需要a級和表面平滑 bf需要b級和表面平滑 cf需要c級和表面平滑 可用標準 jisz3136——點焊接頭拉伸剪切試驗方法 jisz3139——點焊接頭宏觀試驗方法 3.試驗
X52高頻焊管焊縫沖擊失效原因分析 X52高頻焊管焊縫沖擊失效原因分析
格式:pdf
大小:1.5MB
頁數:6P
4.5
在-20℃的低溫條件下對系列x52高頻焊(hfw)管焊縫試樣進行了夏比沖擊試驗,發現個別樣品的沖擊功明顯低于正常平均值。采用掃描電子顯微鏡(sem)、能譜分析儀(eds)以及電子背散射衍射(ebsd)等顯微分析技術研究其異常的原因。結果表明,沖擊韌性異常試樣的斷口為解理或沿晶斷裂形貌,在斷口裂紋起源處存在夾雜物的偏聚區,焊管基體組織中存在嚴重的珠光體偏聚區,從而導致焊接過程中在焊縫區域形成珠光體條帶組織。而沖擊功正常的試樣斷口為韌窩形貌,基體組織分布均勻。x52焊管焊縫沖擊韌性的異常降低主要與母材基體組織分布不均勻和焊接工藝有關。
焊管高頻焊接原理
格式:pdf
大小:88KB
頁數:8P
4.5
焊管高頻焊接原理 高頻焊接起源于上世紀五十年代,它是利用高頻電流所產生的集膚效應和相鄰效應,將鋼 板和其它金屬材料對接起來的新型焊接工藝。高頻焊接技術的出現和成熟,直接推動了直縫 焊管產業的巨大發展,它是直縫焊管(erw)生產的關鍵工序。高頻焊接質量的好壞,直 接影響到焊管產品的整體強度,質量等級和生產速度。 作為焊管生產制造者,必須深刻了解高頻焊接的基本原理;了解高頻焊接設備的結構和工作 原理;了解高頻焊接質量控制的要點。 1高頻焊接的基本原理 所謂高頻,是相對于50hz的交流電流頻率而言的,一般是指50khz~400khz的高頻電流。 高頻電流通過金屬導體時,會產生兩種奇特的效應:集膚效應和鄰近效應,高頻焊接就是利 用這兩種效應來進行鋼管的焊接的。那么,這兩個效應是怎么回事呢? 集膚效應是指以一定頻率的交流電流通過同一個導體時,電流的密度不是均勻
高頻焊管成型技術的發展 高頻焊管成型技術的發展
格式:pdf
大小:900KB
頁數:6P
4.8
介紹了高頻焊管成型技術按時間段和成型方式發展的三個階段,即早期的輥式成型技術、20世紀60年代后期的排輥成型技術和90年代后期的ffx成型技術。詳細論述了各成型技術的發展過程以及優缺點。通過對比分析指出,隨著各行業對焊管品種、質量、成本的要求越來越高,在今后相當一段時間內新建和改造焊管機組時,應首選ffx成型技術。
應力對直縫高頻電阻焊管溝槽腐蝕的相關
文輯推薦
知識推薦
百科推薦


職位:通信施工員
擅長專業:土建 安裝 裝飾 市政 園林


