

HTMES2-用戶培訓資料(焊裝車間)V1.0
格式:pdf
大小:1.3MB
頁數:12P
人氣 :71
 4.6
4.6
用戶培訓資料 華泰汽車榮成工廠 MES二期項目 焊裝車間功能 文檔準備:王平 項目經理: 項目文檔編號: 文檔日期 : 2010 年 08 月 02日 用戶培訓資料 文檔信息 項目名稱 : 華泰汽車榮成工廠 MES二期項目 項目經理 : 文檔版本: V1.0 項目階段 : 系統測試 版本發布日期 : 撰寫人 : 朱霖 撰寫日期 : 2010-08-03 審批人 : 審批日期 : 修改記錄 日期 撰寫人員 版本 備注 2010-08-02 朱霖 V1.0 分發列表 由 日期 職務 電話 到 行動 * 截至日期 職務 簽字 月日 月日 * 行動類型:請注明批準、審閱、通知、存檔、要求行動、參加會議等類型 至被分發者 : 出于文檔管理的目的,在您收到本文檔時,若審閱無誤請在相關的欄目中簽署您的姓名;如果您收到的 是電子版本,請以書面或電子郵件的方式通知文檔分發人 用戶培訓資料 1 基



焊裝車間往復傳送機構培訓材料
格式:pdf
大小:18KB
頁數:3P
焊裝車間往復傳送機構培訓材 1.往復傳送機構: 組成:油泵油馬達離合器傳動軸傳動齒輪齒條形成 往復傳遞機構工作. 油泵油馬達:都是柱塞泵,離合器為氣動牙嵌式離合器,傳動軸為一體式,在相應的 位置裝有兩個傳動齒輪,以實現往復傳動的同步運行. 工作過程:首先油泵是將電機形成的機械能轉化為液壓能,然后再由油馬達將液壓 能轉變為機械能,來帶動齒輪齒條形成往復直線運動,運動時靠導向 輪、托輪壓緊輪作為導向件,以實現具體的動作。 檢查工作:a。往復桿有無彎曲變形,分段連接處螺釘銷釘有無缺少、斷裂、松動。 b.導向輪、托輪、壓緊輪轉動是否靈活,與往復桿上的間隙是否合適。 c.驅動軸與油馬達聯軸節是否牢固,軸承座有無松動。 d.齒輪齒條磨損狀況,有無裂紋,固定螺栓有無松動。 e.緩沖器有無松動現象,彈簧是否正常,有無裂紋。 f.往復桿終點機械

焊裝技術培訓資料
格式:pdf
大小:1.4MB
頁數:24P
焊裝技術培訓資料 蘇州愛普爾電子有限公司 二oo九年七月 1 目錄 §1.基礎知識 §1.1電阻器與電位器,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.1電阻器的概念、分類和符號,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.2電阻器的命名方法,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.3電阻器的標稱與識別,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.4電阻器的安裝、使用注意事項,,,,,,,,,,,,,,,,,,,,,,,, 1.1.5電位器的命名方法,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.6電位器的的安裝、使用注意事項,,,,,,,,,,,,,,,,,,,,,,, §1.2電容器,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,
編輯推薦下載
焊裝工藝培訓資料
格式:pdf
大小:73KB
頁數:12P
4.4
車體部焊裝工藝培訓資料 1 一、焊接基本知識 1、何謂點焊焊接 點焊是通過電極對要連接的材料加壓,對此在短時間內供應大電流,通過此時的電 阻發熱使焊接局部融化結合。在焊接部產生被稱為焊點的融化部。 2、點焊的要素 左右點焊強度的原因有很多,其中主要的有4個,這被稱為點焊的四大條件。 a、焊接電流i:焊接時流經焊接回路的電流。點焊時i一般在數萬安培以上,焊接 電流是影響焊接區吸熱的主要因數:q=i2rt,在其它參數一定時i也應有一個合理 數值。 i過小→吸熱小→不能形成熔核或尺寸小; i過大→加熱速度快會產生飛濺,使焊點質量降低。 b、焊接時間t:一般在數十周波以內,一周波=0.02秒,每一焊接循環中,自焊接電 流接通到停止的持續時間。 焊接時間同時影響吸熱和散熱。通常,在規定焊接時間內焊接區析出的熱量除部分 散失外,將逐漸積累用以加熱焊接區,使熔
 焊裝車間機器人焊接優化分析報告
焊裝車間機器人焊接優化分析報告 焊裝車間機器人焊接優化分析報告
格式:pdf
大小:170KB
頁數:未知
4.4
中華工廠車身車間,焊接質量的好壞將直接影響到中華轎車的質量與性能,而生產線設備的正常運行則為整車質量提供著保障。車間030-040工位點焊機器人由于處在過大電流、壓力的焊接參數下工作,這些過高的參數給設備的正常運行帶來了諸多不利影響。若一個工位發生故障,維修人員需等待另一工位機器人工作完畢方可開安全門進入作業,由于等待延長了維修用時,同時也延長了不必要的停線時間,影響生產運行。
用戶培訓資料焊裝車間熱門文檔
某汽車廠焊裝車間的結構改造 某汽車廠焊裝車間的結構改造
格式:pdf
大小:788KB
頁數:4P
4.8
對某汽車廠焊裝車間技術改造中使用輕質板解決高跨封閉、采用加大柱截面加固鋼筋混凝土柱、利用托換技術解決磚墻拆除等問題給予介紹,以供老廠房改造時參考。
汽車工廠焊裝車間輸送系統自動化改造分析 汽車工廠焊裝車間輸送系統自動化改造分析
格式:pdf
大小:1.8MB
頁數:1P
4.8
作為汽車生產中的一項重要工藝,汽車焊裝能夠提高汽車生產制造效率,而焊裝車間輸送系統自動化改造,不僅能夠提升汽車工廠生產效率,還可有效提高汽車沖壓車間生產效率和能力。對此,本文針對汽車焊裝車間輸送系統展開自動化改造分析。
![海灣公司用戶培訓資料[2]](https://files.zjtcn.com/group1/M00/5B/81/CgoBZ2A4km6AST2NAAA3wRuZpvU703.jpg)
海灣公司用戶培訓資料[2]
格式:pdf
大小:145KB
頁數:23P
4.5
第一部分火災自動報警及消防聯動控制系統簡介...........................................................................................2 一、火災自動報警系統.................................................................................................................................2 (一)、觸發器件(探測器).............................................................................................................2 (二)、火災報警

海灣公司用戶培訓資料全
格式:pdf
大小:155KB
頁數:28P
4.3
... word格式資料 第一部分火災自動報警及消防聯動控制系統簡介.............................................2 一、火災自動報警系統................................................................2 (一)、觸發器件(探測器)......................................................2 (二)、火災報警裝置(控制器)..................................................3 (三)、火災警報裝置(聲光、區域顯示器).........................................5 (四)、輔助裝置--crt圖形顯示

焊裝車間榮譽展示墻(2.9×1.5m)
格式:pdf
大小:7.7MB
頁數:210P
4.5
集 集 體 榮 每 個 人 榮 榮 集 集 體 榮 每一次的 次的進步, 步,都會成 會成為我們 我們奮戰的 戰的每一份 共 一份自信。 共享共擔 --創新 信。 共擔,共 創新精益專 ,共同進 益專注-- 同進步 - 優秀班 優秀管理 年 秀班組 秀管理員 年度 優秀6s班 優秀員 度優 6s班組 秀員工 優 優秀班組 優秀貢獻 班組長 貢獻者
用戶培訓資料焊裝車間精華文檔

XX車間安全培訓資料
格式:pdf
大小:67KB
頁數:12P
4.7
12 車間安全管理培訓資料 一、作業現場基本安全知識 1.作業現場危險因素的識別 一起事故的發生是由于人的不安全行為、物(設備、物料)的不安全狀態的環 境的缺陷共同作業導致的。在作業過程中,可能會伴隨各種危險狀態發生,如果不 能識別現場環境中的不安全因素,就不能及時發現和處理隱患,也就是容易造成事 故的發生。所以,必須培養作業現場危險因素的識別能力,這樣就能遠離“三違” (違章指揮、違章操作、違反勞動紀律),真正做到“三不傷害”(不傷害自己,不 傷害別人,不被別人傷害)。 1)常見的不安全行為: 操作錯誤、忽視安全和警告; 作業者不采取安全措施; 對運行中的設備進行加油、修理、焊接、清掃; 破壞、移動防護裝置導致失效; 作業中造成危險狀態,形成設備、物料的能量積累; 使用保護用具缺陷; 設備物料不安全放置; 冒險進危險場所; 其他不安全行為(用手代替工具、聊天,打瞌睡、不必要的
生產車間早會指導+員工培訓資料
格式:pdf
大小:24KB
頁數:3P
4.3
生產車間早會指導 早會是生產車間在每天上午上班前開的班前會,主要的目的是安排當日的工作,提醒當日工作的 注意事項;對昨天的工作做總結;目視檢查員工的出勤情況和員工的精神面貌;傳達上級的指示 精神;等等,,。 召開早會方法如下: 一:車間主管每天下班前30分鐘,坐在辦公桌前靜下心來,對車間當日的工作進行檢查、反省: a):對未按計劃達成的事項記錄在案,制訂補救措施; b):對當天本車間(或其他車間)出現的違規行為或發生的各類事故進行記錄在案,同時制訂糾 正預防措施; c):對明天的工作進行統籌安排,對明日工作可能出現的情況進行預測,有必要還要制訂預防措 施并向全體員工予以提醒。 將以上的事項在早會提綱上進行記錄,以便明天開早會時用于提示。(特別提示:如果沒有以上 幾個方面的準備工作,你極可能無法開一個成功的早會)。 二:車間主管在上班前15提前進入車間,再次檢查生產現場,

中級工焊裝技術培訓資料
格式:pdf
大小:1.4MB
頁數:24P
4.5
焊裝技術培訓資料 蘇州市職業大學 電子協會 二0一0年十月 1 目錄 §1.基礎知識 §1.1電阻器與電位器,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.1電阻器的概念、分類和符號,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.2電阻器的命名方法,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.3電阻器的標稱與識別,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.4電阻器的安裝、使用注意事項,,,,,,,,,,,,,,,,,,,,,,,, 1.1.5電位器的命名方法,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.6電位器的的安裝、使用注意事項,,,,,,,,,,,,,,,,,,,,,,, §1.2電容器,,,,,,,,,,,,,,,,,,,,,,,,,,,,,

焊裝技術培訓資料1
格式:pdf
大小:1.4MB
頁數:24P
4.8
焊裝技術培訓資料 1 目錄 §1.基礎知識 §1.1電阻器與電位器,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.1電阻器的概念、分類和符號,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.2電阻器的命名方法,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.3電阻器的標稱與識別,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.4電阻器的安裝、使用注意事項,,,,,,,,,,,,,,,,,,,,,,,, 1.1.5電位器的命名方法,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.1.6電位器的的安裝、使用注意事項,,,,,,,,,,,,,,,,,,,,,,, §1.2電容器,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 1.2.1電容器的概念、分類和符
用戶培訓資料焊裝車間最新文檔

焦油加氫車間安全教育培訓資料資料
格式:pdf
大小:168KB
頁數:26P
4.3
職工安全培訓教材 (二級安全教育篇) 赤峰國能化工科技有限責任公司 2012年1月 焦油加氫車間安全培訓教材 1、安全基礎知識 1.1安全生產基本方針: 安全生產管理的方針是:安全第一,預防為主。 安全生產的內容:1、必須堅持以人為本;2、安全是生產的基本條件;3、把預防 生產安全事故的發生放在安全生產工作的首位;4要依法追究安全生產事故責任人的責 任。 安全生產月是每年的六月;安全周是六月中的第三周;火警電話是119。 生產的特點是生產過程中具有易燃、易爆、易中毒、高溫、高壓、強烈腐蝕、生產 連續性強的特點。 1.2安全生產常識 生產廠區十四個不準 一、加強明火管理,廠區內不準吸煙。 二、生產區內,不準未成年人進入。 三、班時間,不準睡覺、干私活、離崗和干與生產無關的事。 四、在班前、班上不準喝酒。 五、不準使用汽油等易燃液體擦洗設備、用具和衣物。 六、不按規定穿戴勞動保
焊裝車間低壓配電柜焊塵爬電事故分析 焊裝車間低壓配電柜焊塵爬電事故分析
格式:pdf
大小:195KB
頁數:3P
4.7
介紹了配電系統焊塵積累,導致爬電,造成相間閃弧形成短路,引起故障。提出了故障的緊急恢復措施和長期措施。
一汽—大眾汽車有限公司焊裝車間結構技術改造設計
格式:pdf
大小:216KB
頁數:9P
4.7
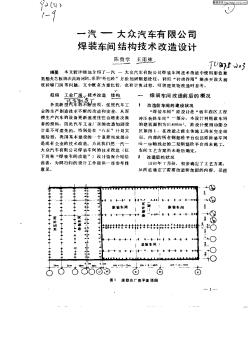
一汽一大眾汽車有限公司 焊裝車間結構技術改造設計 陳貴學王雨林. ~一 7,a{ 摘要本文較詳鈿地介紹了一汽一大眾汽車有限公司焊裝車間技術改造中使用彩色聚 氪酯史芯板解決高跨封閉、采用“外包砼”方法加固鋼筋砼柱,利用“磚拱作用”解決開設大跨 度磚墻門洞等問題。文中既有方案比較,也有計算過程,可供建筑物改造時參考。 v 敘詞三改造墮塑一焊裝車間改造前后的概況 各類新瓶現,促使汽車工l改造前車間的建設狀況‘ 業的生產制造技術不斷的改進和完善,從而“焊裝車閹”原設計是“轎車西區工程 使生產汽車的設備更新速度往往會超出決策沖壓裝焊車間~部分,本設計利用該車間 者的預料,因此汽車工業廠房的改造加固設的建筑面積為51800mz。原設計使用功能分 計是不可避免的,特別是在“八五”計劃實區如圖1.在改造
汽車工廠焊裝車間配電設計的優化 汽車工廠焊裝車間配電設計的優化
格式:pdf
大小:282KB
頁數:5P
4.8
分析汽車工廠焊裝車間的焊接工藝特點,結合供配電設計的基本原則,確定汽車工廠焊裝車間的負載持續率及需要系數,對變壓器、配電線路的合理選擇提供依據,實現汽車工廠焊裝車間配電設計的優化。

焦油加氫車間安全教育培訓資料
格式:pdf
大小:351KB
頁數:27P
4.6
職工安全培訓教材 (二級安全教育篇) 赤峰國能化工科技有限責任公司 2012年1月 精品文檔你我共享 aaaaaa 焦油加氫車間安全培訓教材 1、安全基礎知識 1.1安全生產基本方針: 安全生產管理的方針是:安全第一,預防為主。 安全生產的內容:1、必須堅持以人為本;2、安全是生產的基本條件;3、把預防 生產安全事故的發生放在安全生產工作的首位;4要依法追究安全生產事故責任人的責 任。 安全生產月是每年的六月;安全周是六月中的第三周;火警電話是119。 生產的特點是生產過程中具有易燃、易爆、易中毒、高溫、高壓、強烈腐蝕、生產 連續性強的特點。 1.2安全生產常識 生產廠區十四個不準 一、加強明火管理,廠區內不準吸煙。 二、生產區內,不準未成年人進入。 三、班時間,不準睡覺、干私活、離崗和干與生產無關的事。 四、在班前、班上不準喝酒。 五、不準使用汽油等易燃液體擦洗設備、
安裝車間規章制度
格式:pdf
大小:7KB
頁數:2P
4.6
裝配車間規章制度 為確保生產秩序有序運作,提高勞動生產率,保證生產工作的順利進行,結 合車間的實際情況特制訂本制度。 本規定適用于本車間生產相關全體員工。 第一條:全體員工須按要求佩戴工作牌,穿工作服。 第二條:每天正常上班時間為公司規定時間,晚上如加班按照生產需要生產 部另行提前通知. 第三條:按時上下班,不遲到,不早退,不曠工(如遇緊急任務,上、下班 時間按照車間安排執行),有事要請假。違者依考勤管理制度處理。 第四條:員工在車間內遇上廠方客人或廠部高層領導參觀巡視時,操作人員 照常工作,不得東張西望。特別是遇上客戶進入車間時,要相互禮讓,不能爭道 搶行。 第五條:上班時,不得被動等待、觀望,做完安排的工作后,應馬上與組長、 車間主任匯報以及接受下個任務。 第六條:員工領取物料必須通過庫管員,不得私自拿取。各班組長或班組長 指定人員負責詳細清點物料并簽收領料單,遺漏

涂裝車間強夯方案
格式:pdf
大小:75KB
頁數:12P
4.4
1 廣汽菲亞特涂裝車間基礎地坪強夯工程 施 工 方 案 施工單位:湖南建工集團 編制日期:2010年11月 2 一、工程概況 1.1地形地貌 擬建廣汽菲亞特涂裝車間基礎地坪強夯工程,目前大部分已 填土整平。本次強夯范圍主要為車間地基,強夯面積16020平方 米。 二、施工方案 1、編制依據 本次地基強夯工程施工方案參照的施工規范標準名稱如下: 1.1《巖土工程勘察規范》(gb50021-2001) 1.2《建筑地基基礎設計規范》(gb50007-2002) 1.3《建筑地基處理技術規范》(jbj79-2002) 1.4《強夯地基技術規程》(jbj25-92) 1.5《建筑地基基礎工程施工及驗收規范》(gb50202-2002) 1.6《長沙市地基基礎設計與施工規定》(db43/t010-1999) 2、對本次強夯的主控要求為: 2.1強夯
包裝車間軌道調整方案
格式:pdf
大小:377KB
頁數:8P
4.7
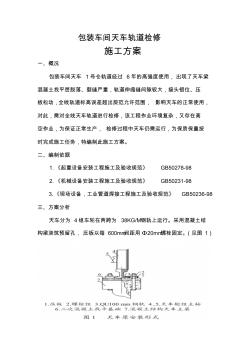
包裝車間天車軌道檢修 施工方案 一、概況 包裝車間天車1號倉軌道經過6年的高強度使用,出現了天車梁 混凝土找平層脫落、裂縫嚴重,軌道伸縮縫間隙較大,接頭錯位、壓 板松動,全線軌道標高誤差超出規范允許范圍,影響天車的正常使用, 對此,需對全線天車軌道進行檢修,該工程作業環境復雜,又存在高 空作業,為保證正常生產,檢修過程中天車仍需運行,為保質保量按 時完成施工任務,特編制此施工方案。 二、編制依據 1.《起重設備安裝工程施工及驗收規范》gb50278-98 2.《機械設備安裝工程施工及驗收規范》gb50231-98 3.《現場設備,工業管道焊接工程施工及驗收規范》gb50236-98 三、方案分析 天車分為4組車輪在兩跨為38kg/m鋼軌上運行。采用混凝土結 構梁澆筑預留孔,壓板以每600mm間距用φ20mm螺栓固定。(見圖1) 通過對軌道的受力分
用戶培訓資料焊裝車間相關
文輯推薦
知識推薦
百科推薦


職位:一級消防工程師
擅長專業:土建 安裝 裝飾 市政 園林


