




怎樣更好的區分熱壓彎頭和鑄造彎頭
格式:pdf
大小:587KB
頁數:2P
怎樣更好的區分熱壓彎頭和鑄造彎頭 熱壓彎頭是采用熱壓工藝制作的一種彎頭,是管件的一種。首先 正火能消除除過共析熱壓彎頭的網狀滲碳體,對于亞共析熱壓彎頭正 火可細化晶格,提高綜合力學性能,對要求不高的彎頭用正火代替淬 火工藝是比較經濟的。 熱壓彎頭是將管子加熱后用專業設備加工成型,然后切割加熱到 臨界溫度以上,保溫一段時間后很快放入淬火劑中,使其溫度驟然降 低,以大于臨界冷卻速度急速冷卻的方法制作而成的彎頭。 鑄造彎頭現在大多數采用的都是負壓鑄造。首先造型時,先在模 板上覆蓋一層塑料薄膜,用真空泵抽氣,使薄膜緊貼在模板上,然后 套上砂箱,再往砂箱中充填造型材料,經震實刮平之后,用塑料薄膜 覆蓋砂箱頂面,接通真空泵吸出砂粒間的空氣,使砂型內形成負壓, 同時撤除模板真空,讓塑料薄膜轉而吸附在鑄型內腔面上,砂型靠壓 力差的作用具有一定的強度和硬度。經起模、合箱、澆注、凝固冷卻
90°熱壓彎頭工藝規程
格式:pdf
大小:759KB
頁數:20P
編號: 90°熱壓彎頭機械加工 工藝規程 編制: 審核: 批準: 吉林昊宇電氣股份有限公司 年月日 吉林昊宇電氣股份有限公司工藝規程文件編號 產品圖樣共19頁第1頁 φ 1 φ 2 φ2 φ 吉林昊宇電氣股份有限公司 工藝規程文件編號 共19頁第2頁 工序 號工序內容車間 工藝裝備名稱及編號 設備胎(夾)具量具 1劃外輪廓線與φ1孔中心線機加車間劃線臺角尺、鋼板尺、劃規 2檢查毛胚缺陷機加車間劃線臺鋼板尺、卷尺 3上鏜床、按輪廓線找正卡緊機加車間鏜床壓板、螺栓組合百分表 4銑工件表面機加車間鏜床 5 卸下工件,將上一道工序加工表面平放在工作臺 按輪廓線找正卡緊 機加車間鏜床壓板、螺栓組合 鋼板尺、劃規 百分表 6鉆φ孔機加車間鏜床 7鏜φ1孔機加車間鏜床卡尺、鋼板尺
編輯推薦下載
熱壓彎頭的制備方法
格式:pdf
大小:6KB
頁數:2P
 4.7
4.7
熱壓彎頭的制備方法 熱壓彎頭是將管子加熱后用專業設備加工成型,然后切割加熱到臨界溫度以上,保溫一 段時間后很快放入淬火劑中,使其溫度驟然降低,以大于臨界冷卻速度急速冷卻的方法制作 而成的彎頭。 熱壓彎頭用于管路需要改變方向的地方,所以用途十分廣泛,主要應用于化工、民用、 建筑、工業生產等領域。 無縫彎頭:彎頭是用于管道轉彎處的一種管件。在管道系統所使用的全部管件中,所占 比例最大,約為80%。通常,對不同材料或壁厚的彎頭選擇不同的成形工藝。制造廠常用的 無縫彎頭成形工藝有熱推、沖壓、擠壓等。 河北凱瑪來管件有限公司,地處渤海經濟開發區,位于“中國管件之鄉”孟村回族自治 縣,占地面積2萬平方米,西靠滄州,東臨黃驊港,交通、通訊十分便利。集鋼管,彎頭、 彎管、異經管、三通、法蘭、熱壓彎頭、平板法蘭、沖壓三通、大口徑埋弧焊鋼管為一體多 元化的“聯合航母式”企業。下面就由河北
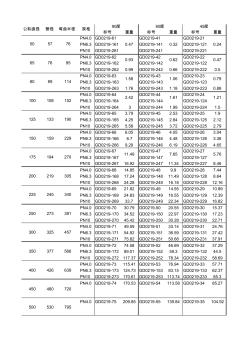
熱壓彎頭規格表
格式:pdf
大小:27KB
頁數:2P
4.4
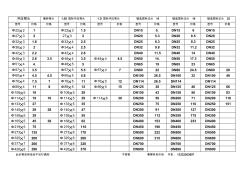
標號重量標號重量標號重量 pn4.0gd0219-61gd0219-41gd0219-21 pn6.3gd0219-161gd0219-141gd0219-121 pn10gd0219-261gd0219-241gd0219-221 pn4.0gd0219-62gd0219-42gd0219-22 pn6.3gd0219-162gd0219-142gd0219-122 pn10gd0219-2620.99gd0219-2420.66gd0219-2220.5 pn4.0gd0219-63gd0219-43gd0219-23 pn6.3gd0219-163gd0219-143gd0219-123 pn10gd0219-2631.76gd0219-2431.18gd0219-2230.88 pn4.0gd0219-6
有縫熱壓彎頭熱門文檔
沖壓彎頭
格式:pdf
大小:46KB
頁數:7P
4.7
1.5d和2.5d是指的彎頭彎曲半徑,1.5和2.5是指的彎頭彎曲半徑的系數; d是指該彎頭的公稱直徑。比如dn100的彎頭,1.5d的彎曲半徑 =1.5x100=150mm;2.5d的彎曲半徑=2.5x100=250mm。 所以鋼管彎頭1.5d和2.5d的區別相似于以150mm和250mm畫一個圓的 區別。(一個圓分成四份,其中之一份就是一個90°彎頭)和對應的無縫鋼管的 型號標注一樣,外徑乘以壁厚的毫米數,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度彎頭,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 異徑管的質量應符合現行國家標準《鋼制對焊無縫管件》gb/t12459-2005的規 定,并應滿足下列要求: 1)異徑管外觀不應有裂紋、重皮,壁厚應大
沖壓彎頭 (2)
格式:pdf
大小:48KB
頁數:7P
4.7
1.5d和2.5d是指的彎頭彎曲半徑,1.5和2.5是指的彎頭彎曲半徑的系數; d是指該彎頭的公稱直徑。比如dn100的彎頭,1.5d的彎曲半徑 =1.5x100=150mm;2.5d的彎曲半徑=2.5x100=250mm。 所以鋼管彎頭1.5d和2.5d的區別相似于以150mm和250mm畫一個圓的 區別。(一個圓分成四份,其中之一份就是一個90°彎頭)和對應的無縫鋼管的 型號標注一樣,外徑乘以壁厚的毫米數,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度彎頭,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 異徑管的質量應符合現行國家標準《鋼制對焊無縫管件》gb/t12459-2005的規 定,并應滿足下列要求: 1)異徑管外觀不應有裂紋、重皮,壁厚應大

沖壓彎頭的標準
格式:pdf
大小:10KB
頁數:1P
4.7
沖壓彎頭的標準 彎頭現在國際通用的標準是美國的國家標準ansib16.9和16.28。該標 準的外徑尺寸范圍是1/2〃~80〃,一般24〃以內的都是用無縫鋼管為原 材料,26〃到80〃的都是用鋼板沖壓以后再焊接。壁厚最大可達60mm,最 小到1.24mm。鋼種用的最多的是碳素鋼(20#)、合金鋼和不銹鋼,共24 個鋼種。鍋爐上用的crmo鋼像15cr,用量比較大。三通,外徑范圍在2.5〃 -60〃,從26〃-60〃為焊接三通。壁厚28-60mm。大小頭規格范圍,常 規上先說大頭規格,再說小頭規格,大頭最小0.75〃,小頭最小0.5〃, 大頭最大60〃,小頭最大48〃,20-60〃為焊接的,壁厚2.8-4.5mm。 彎頭的中國國標:gb/t12459,gb/t13401,sh3408,sh3409,hg/t 2

碳鋼彎頭沖壓彎頭兩個兄弟
格式:pdf
大小:13KB
頁數:1P
4.7
在兩個不同的地方有兩個不同的鐵,可以有是冥冥中自有天意吧 公司派出了兩輛車開往了兩個不同的地方。到了那里現從輛車一會就裝滿了許多的鐵 塊,不一會就回來了。 來了公司的空曠的場地后,把所有的鐵都倒在了一起,暈暈之中兩個鐵兄弟就倒在一起 緊挨著,, 碳鋼彎頭問沖壓:“我們是來這作什么的呀?”沖壓說聽說可能能是制作彎頭的,我 們可是兩個不同的類型呀,你是作碳鋼彎頭的,我是作沖壓彎頭的彎頭的呵。” 到了下午,他們一起被送進了廠房,經過了很多的步驟,他們成形了,又被放在了一起, 現在兩個兄弟,你看著我我看著你,互相的笑了 沖壓問碳鋼,你們碳鋼彎頭有什么好嗎,可以說下嗎?”碳鋼于是就自豪的說了起來 其實碳鋼彎頭也叫彎頭盤,我們碳鋼彎頭就是兩個大口徑管道的連接裝置。碳鋼彎頭就 是碳素鋼制成的彎頭。低碳鋼塑性好強度低,加入適量碳元素后就會變得堅硬,塑性降低強 度增強。 碳鋼彎頭
有縫熱壓彎頭精華文檔
沖壓彎頭尺寸規格表
格式:pdf
大小:25KB
頁數:1P
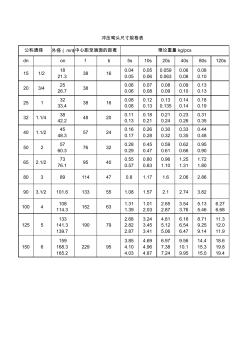
4.5
外徑(mm) dnonfb5s10s20s40s80s120s 151/21821.33816 0.04 0.05 0.05 0.06 0.059 0.063 0.06 0.08 0.08 0.10 203/42526.738 0.06 0.06 0.07 0.08 0.08 0.09 0.09 0.10 0.13 0.13 2513233.43816 0.08 0.08 0.12 0.13 0.13 0.135 0.14 0.14 0.18 0.19 321.1/43842.24820 0.11 0.13 0.18 0.21 0.21 0.24 0.23 0.26 0.31 0.35 401.1/24548.35724 0.16 0.17 0.26 0.28 0.30 0.32 0.33 0.35 0.44 0.48 502

沖壓彎頭價格表
格式:pdf
大小:35KB
頁數:1P
4.8
沖壓彎頭鍍鋅彎頭1.5d國標沖壓彎頭1.d國標沖壓彎頭鍛造國標法蘭10鍛造國標法蘭16鍛造國標法蘭25 型號價格價格型號價格型號價格型號價格型號價格型號價格 ф22χ21ф22χ31.5dn155.dn156dn15 ф27χ3227χ32dn205.3dn206.5dn20 ф32χ31.6ф32χ42.5dn256.3dn258.3dn25 ф38χ32ф34χ42.5dn329.8dn3211.2dn32 ф42χ32.2ф42χ42.8dn4011.5dn4014dn40 ф48χ32.63.5ф48χ43.5ф48χ44.5dn5014.dn5017.3dn50 ф51χ44.ф48χ55dn6519dn65
有縫熱壓彎頭最新文檔
沖壓彎頭的分類及優點
格式:pdf
大小:14KB
頁數:2P
4.5
沖壓彎頭的分類及優點 沖壓彎頭是彎頭管件中的一種,在國內外中具有良好的發展趨勢,在實際的 使用性能中能夠產生良好的作用。成形基本工藝過程是:首先焊接一個橫截面為 多邊形的多棱環殼或兩端封閉的多棱扇形殼,內部沖滿壓力介質后,施以內壓, 在內壓作用下橫截面由多邊形逐漸變成圓,最終成為一個圓形環殼。沖壓彎頭具 有良好的生產和加工工藝,能夠在實際的使用和生產中產生良好的性能和價值, 為不同的行業產生一定的價值和貢獻,滿足不同行業的性能價值。 沖壓彎頭不會產生腐蝕、點蝕、銹蝕或磨損,在管路系統中,沖壓彎頭是改 變管路方向的管件。按角度分,有45°及90°180°三種最常用的,另外根據工 程需要還包括60°等其他非正常角度彎頭。彎頭的材料有鑄鐵、不銹鋼、合金 鋼、可煅鑄鐵、碳鋼、有色金屬及塑料等。與管子連接的方式有:直接焊接、法 蘭連接、螺紋連接及承插式連接等。 沖壓彎頭在不同的

沖壓彎頭的加工工藝
格式:pdf
大小:145KB
頁數:2P
4.6
(1)沖壓加工的生產效率高,且操作方便,易于實現機械化與自動化,這是因為沖壓是依靠沖模和沖壓設 備來完成加工,普通壓力機的行程次數為每分鐘可達幾十次,高速壓力要每分鐘可達數百次甚至千次以上, 而且每次沖壓行程就可能得到一個沖壓件。 (2)沖壓一般沒有切屑碎料生成,材料的消耗較少,且不需其它加熱設備,因而是一種省料,節能的加工方 法,沖壓件的成本較低。 (3)沖壓可加工出尺寸范圍較大,形狀較復雜的零件,如小到鐘表的秒表,大到汽車縱梁,覆蓋件等,加上 沖壓時材料的冷變形硬化效應,沖壓的強度和剛度均較高。 (4)金匠沖壓時由于模具保證了沖壓件的尺寸與形狀精度,且一般不破壞沖壓件的表面質量,而模具的 壽命一般較長,所以沖壓的質量穩定,互換性好,具有“一模一樣”的特征。 沖壓彎頭的成型工藝過程是復雜的,需要根據不同的材質和用途進行焊接,在一定的壓力下進
彎頭檢驗要求(彎頭)
格式:pdf
大小:26KB
頁數:2P
4.8
要求分值測量方法自檢復檢終檢 平整度光滑,無凹凸不平5目測 雜質無與組成無關的外來雜質5目測 氣泡氣泡最大直徑不超過3mm6游標卡尺測量 浸潤不良無干斑、發白及其它浸潤不良3目測 凹坑直徑不超過1mm,深度不超過2mm凹坑5游標卡尺測量 開裂無樹脂開裂5目測 裂紋表面無開裂5目測 白紗無分層、炸裂3目測 色差無明顯色差6目測 刮傷墊傷無任何纖維外漏和劃傷5目測 內徑±5‰5測量 長度±5‰5測量 內襯厚度≥設計厚度5游標卡尺測量 總厚度≥設計厚度5游標卡尺測量 巴氏硬度≥363巴氏硬度計測量 彎頭角度±1°8角度平臺/角度儀 鋪層工藝按工藝要求的鋪層及方法制作8過程控制/樣塊焚燒 重量與設計重量誤差≤10%5稱重 標識標識正確、清晰2目測 合計94 說明
國內常用無縫彎頭和焊接彎頭
格式:pdf
大小:52KB
頁數:1P
4.4
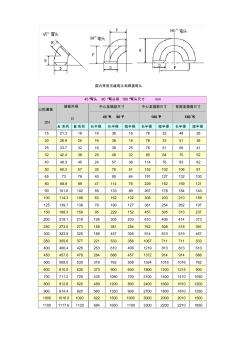
國內常用無縫彎頭和焊接彎頭 45°彎頭90°彎頭和180°彎頭尺寸mm 公稱通徑 dn 端部外徑 d 中心至端部尺寸中心至端部尺寸背面至端面尺寸 45°h90°f180°p180°k a系列b系列長半徑長半徑短半徑長半徑短半徑長半徑短半徑 1521.31816381676324828 2026.92516381876325136 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 657376409564191127132100 8088.9894711476229152

 大口徑彎頭擠壓彎曲成形數值模擬分析
大口徑彎頭擠壓彎曲成形數值模擬分析 大口徑彎頭擠壓彎曲成形數值模擬分析
格式:pdf
大小:946KB
頁數:4P
4.6
對擠壓彎曲成形大口徑彎頭的變形過程進行了有限元模擬分析。對壓扁工序和彎頭成形工序分別進行建模和模擬,并對模擬結果進行了應力、應變分析和成形過程載荷分析。對影響彎頭成形的關鍵區域——內弧和外弧區域進行了速度場分析。將模擬成形后的彎頭與工廠實際生產的彎頭相對比,成形情況良好。
無縫彎頭知識總結
格式:pdf
大小:528KB
頁數:4P
4.5
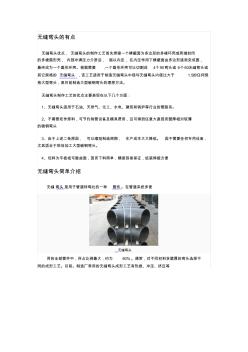
無縫彎頭的有點 無縫彎頭優點,無縫彎頭的制作工藝首先焊接一個橫截面為多邊形的多棱環殼或兩端封閉 的多棱扇形殼,內部沖滿壓力介質后,施以內壓,在內壓作用下橫截面由多邊形逐漸變成圓, 最終成為一個圓形環殼。根據需要,一個圓形環殼可以切割成4個90彎頭或6個60無縫彎頭或 其它規格的無縫彎頭,該工藝適用于制造無縫彎頭中徑與無縫彎頭內徑比大于1.5的任何規 格大型彎頭,是目前制造大型碳鋼彎頭的理想方法。 無縫彎頭制作工藝的優點主要表現在以下幾個方面: 1、無縫彎頭適用于石油、天然氣、化工、水電、建筑和鍋爐等行業的管路系。 2、不需管坯作原料,可節約制管設備及模具費用,且可得到任意大直徑而壁厚相對較薄 的碳鋼彎頭 3、由于上述二條原因,可以縮短制造周期,生產成本大大降低。因不需要任何專用設備, 尤其適合于現場加工大型碳鋼彎頭。 4、坯料為平板或可展曲面,因而下料簡單,精度容易

如何分辨無縫彎頭
格式:pdf
大小:8KB
頁數:1P
4.6
焊接彎頭看外表如何看出純無縫 作為來說,焊接彎頭的外表都是要進行處理的,但是我們如何進行對焊接彎頭的外表能 夠看才戶是否是不是純無縫呢? 許多焊接彎頭的外表都是有波紋的,作為焊接彎頭的外表有波紋來說,焊接彎頭的外表 波紋是有著許多好看的,當我們所進行采取純無縫焊接彎頭的時候,那么焊接彎頭的外表有 魚鱗般的波紋,那么我們就可以確定焊接彎頭是純無縫的。 作為純無縫焊接彎頭來說,純無縫的焊接彎頭的外表是有波紋的,因為他的原材料就有波紋, 所以來說,焊接彎頭的原材料波紋是不能改變的,但是我們要知道,他索采取的管材也就是 舊的管材,對于這種現象來說,我們不得不承認他索采取的是純無縫焊接彎頭。 現象來源:http://www.***.***/http://www.***.***/
熱推制彎頭壁厚不減薄理論 熱推制彎頭壁厚不減薄理論
格式:pdf
大小:510KB
頁數:3P
4.5
根據金屬材料擴張和流動規律,通過理論計算和中頻感應加熱推制工藝實現了彎曲中性層平移到外弧和彎頭外弧無塑性變形,達到彎頭彎制過程中壁厚不減薄的目的。即彎頭彎曲成形后外腹、內腹壁厚均勻,避免了傳統彎管工藝變形時內側增厚、外側減薄的壁厚不均現象。
有縫熱壓彎頭相關
文輯推薦
知識推薦
百科推薦


職位:內裝造價師
擅長專業:土建 安裝 裝飾 市政 園林


