

印度東氣西輸工程CRC自動焊設備及焊接工藝
格式:pdf
大小:438KB
頁數:4P
人氣 :51
 4.5
4.5
印度\"東氣西輸管道工程\"全長1380km,全線采用API5LX70級高強度鋼管,管徑φ1219mm(48英寸),三種壁厚17.2mm、20.7mm和25.4mm,中國石油天然氣管道局承攬了其中的6個標段,共計1071.5km。工程中首次引進了CRC的全套自動焊設備,該設備性能穩定且填充蓋面采用雙焊炬,提高了焊接效率,保證了焊接施工進度。管道局研究院焊接中心依據API1104標準及業主規范針對該設備進行了焊接工藝評定工作,為印度工程提供了高效且切實可行的工藝方案。介紹了CRC自動焊設備,并結合工程特點,闡述其焊接工藝及其應用情況。



印度“東氣西輸”工程管線施工自動焊焊接工藝
格式:pdf
大小:855KB
頁數:5P
介紹了印度"東氣西輸"天然氣管道工程焊接技術規范,針對管徑1219mm、壁厚17.2mm的x70級管線,推行了noreast內焊機根焊+paw2000型外焊機填充蓋面和crc內焊機根焊+crcp260焊機熱焊+crcp600雙焊炬填充蓋面兩種自動焊組合方案。實際施工應用表明,兩種焊接組合焊接接頭檢驗結果均滿足相關規范要求,但各有其不同特點及適用性。
編輯推薦下載

印度東氣西輸工程直徑1219mm管道焊接工藝
格式:pdf
大小:243KB
頁數:4P
4.3
印度東氣西輸天然氣管道工程,管徑1219mm(48in),管材鋼級為api5lx70,工作壓力10mpa。管道焊接技術規范是業主與美國環球咨詢公司以api1104-2005標準為基礎,參考astm、asme等標準共同編制的。文章介紹了該管道工程焊接工藝評定的主要規定,以及自保護藥芯焊絲半自動焊工藝、英國noreast內焊機根焊+國產paw2000型外自動焊機填充蓋面焊工藝、美國crc內焊機根焊+crcp260外自動焊機熱焊+crcp600雙炬外焊機填充蓋面焊工藝在管道施工中的應用。
 鋁合金MIG自動焊焊接工藝
鋁合金MIG自動焊焊接工藝 鋁合金MIG自動焊焊接工藝
格式:pdf
大小:715KB
頁數:4P
4.7
研究了鋁合金車體單絲和雙絲mig自動焊的焊接方法,通過焊接對比試驗,分析焊接接頭的組織和力學性能,總結出兩種焊接方法的最佳工藝參數。試驗結果表明,雙絲mig自動焊接具有焊接速度快、熱輸入小、焊縫組織晶粒細小均勻、接頭力學性能良好、生產效率高等優點,適用于鋁合金車體批量焊接生產。
印度東氣西輸工程CRC自動焊設備及焊接工藝熱門文檔
大型儲罐倒裝自動焊焊接工藝 大型儲罐倒裝自動焊焊接工藝
格式:pdf
大小:61KB
頁數:2P
4.5
在現代石油化工建設中,大型立式鋼制儲罐是石油化工行業非常重要的儲運設備,在蘭州—鄭州—長沙成品油管道工程(鄭州分輸泵站)建設中,采用了大型儲罐倒裝自動焊施工工藝,該新工藝施工工期短、輔助用料少、安裝質量好,并保證安全。
鋁合金厚板對接自動焊焊接工藝優化 鋁合金厚板對接自動焊焊接工藝優化
格式:pdf
大小:184KB
頁數:3P
4.6
在車鉤座組成自動焊焊接過程中,射線探傷多次發現線性顯示,通過宏觀金相分析確認缺陷為焊縫側壁未熔合,多次返修嚴重影響了工件的焊接質量及生產進度。本文結合常見的未熔合產生原因,同時將車鉤座組成與車鉤面板自動焊工藝進行對比,并進行了一系列的試驗及分析,對車鉤座自動焊工藝進行優化,最終通過優化車鉤座自動焊焊縫填充分布和焊接參數等措施,基本上解決了車鉤座自動焊的未熔合問題,射線探傷一次合格率提高到90%以上,提高了生產效率。
自動焊焊接工藝評定Q235B
格式:pdf
大小:370KB
頁數:22P
4.4
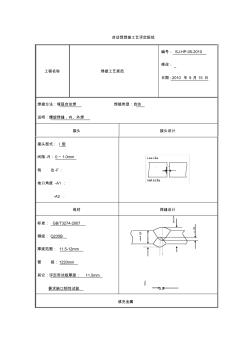
自動焊焊接工藝評定規范 工程名稱焊接工藝規范 編號:sj-hp-05-2010 修改: 日期:2010年9月15日 焊接方法:埋弧自動焊焊接類型:自動 說明:螺旋焊縫,內、外焊 接頭接頭設計 接頭型式:i型 間隙-r:0~1.0mm 鈍邊-f: 坡口角度-a1: -a2: 母材焊縫設計 標準:gb/t3274-2007 鋼級:q235b 厚度范圍:11.5-12mm 管徑:1220mm 其它:評定用試板厚度:11.5mm 要求缺口韌性試驗3.5 填充金屬 11 .5 > 0 0- 2. 4 0- 3 焊接方法:saw(內焊)saw(外焊) 焊絲牌號:er50-6er50-6 規格:4.0mm4.0mm 焊劑型號:sj301sj301 焊接電流:750a800a 電弧電壓:3

鋁合金焊接工藝規范(半自動焊)
格式:pdf
大小:8.2MB
頁數:80P
4.4
內部資料,嚴格保密 南車青島四方機車車輛股份有限公司 二00九年六月 南車青島四方機車車輛股份有限公司技術工程部 2009年6月第1版 鋁合金焊接工藝規范 編制:汪認 校對:韓德成 審核:方喜風孟立春 批準:劉勝龍 wps編號形式如下: sfw-×-××× 說明: sfw:四方股份公司焊接工藝規范 分類代號: a--鋁合金/電弧焊用; c--碳鋼、低合金鋼/電弧焊用 s--不銹鋼/電弧焊用 r—電阻焊用 順序號:001~999 前言 為規范wps的編制,根據iso15609-1規定的內容,相應制定了wps模板
印度東氣西輸工程CRC自動焊設備及焊接工藝精華文檔
鍋筒環縫石棉襯墊法埋弧自動焊焊接工藝 鍋筒環縫石棉襯墊法埋弧自動焊焊接工藝
格式:pdf
大小:223KB
頁數:3P
4.3
在鍋爐的焊接生產過程中,埋弧自動焊以較高的焊接生產效率和穩定的焊接質量,得到了廣泛的應用。在鍋爐鍋筒的焊接生產中,對手工電弧焊工藝和埋弧自動焊工藝進行了對比分析;在傳統的埋弧焊襯墊工藝基礎上,提出了鍋筒環縫的石棉襯墊法埋弧自動焊焊接工藝,并進行了焊接坡口的優化設計,設計了簡易而實用的襯墊工裝;在進行焊接工藝評定后,成功地應用于焊接生產,提高了生產效率,保證了焊接質量。
萬箱船厚板埋弧自動焊焊接工藝 萬箱船厚板埋弧自動焊焊接工藝
格式:pdf
大小:75KB
頁數:未知
4.4
文章總結了萬箱船厚板埋弧自動焊焊接工藝,通過控制焊接參數及焊接工序減小厚板埋弧自動焊易變性、易產生裂紋的缺陷,提高焊縫一次成功率。

油氣長輸管道自動焊接工藝技術研究
格式:pdf
大小:132KB
頁數:1P
4.7
為實現復雜施工環境下的管道自動焊接,利用自保護藥芯焊絲具有較好的全位置焊接性、良好的脫渣性與電弧穩定性、未熔合缺陷低、無需保護氣體、在風速小于8m/s時不需采用任何防風措施的優勢。管道自動焊接系統整體性能穩定,焊接過程平穩,可有效提高焊接過程的連續性與穩定性,焊接接頭的內在質量、外觀成形、力學性能都滿足管線的焊接標準要求,且焊接時不需防風棚,可有效降低管道焊接綜合成本。

常見的焊接工藝及鋼結構焊接工藝
格式:pdf
大小:37KB
頁數:14P
4.5
目前常用的焊接工藝有: →電弧焊(氬弧焊、手弧焊、埋弧焊、鎢極氣體保護電弧焊、等離子弧焊、氣體 保護焊) →電阻焊 →高能束焊(電子束焊、激光焊) →釬焊 →以電阻熱為能源:電渣焊、高頻焊; →以化學能為焊接能源:氣焊、氣壓焊、爆炸焊; →以機械能為焊接能源:摩擦焊、冷壓焊、超聲波焊、擴散焊 焊接工藝精度變形熱影響焊縫質量焊料使用條件 激光焊精密小很小好無 釬焊精糙一般一般一般需要整體加熱 電阻焊精糙大大一般無需要電極 氬弧焊一般大大一般需要需要電極 等離子焊較好一般一般一般需要需要電極 電子束焊精密小小好無需要真空 1.電弧焊 電弧焊是目前應用最廣泛的焊接方法。它包括有:手弧焊、埋弧焊、鎢極氣體保 護電弧焊、等離子弧焊、熔化極氣體保護焊等。絕大部分電弧焊是以電極與工 件之間燃燒的電弧作熱源。在形成接頭時,可以采用
PWT自動根焊+藥芯半自動焊管道焊接工藝 PWT自動根焊+藥芯半自動焊管道焊接工藝
格式:pdf
大小:857KB
頁數:6P
4.3
結合長輸管道工程實踐,分析并研究了國內外不同的管道焊接工藝。提出了pwt自動根焊+藥芯半自動焊的管道新型焊接工藝。試驗研究和應用實踐的結果表明,該新型焊接工藝性能優異,焊接質量上乘,焊接速度快,經濟效益顯著,具有推廣使用價值。
印度東氣西輸工程CRC自動焊設備及焊接工藝最新文檔

鍍鋅鋼管的焊接特點及焊接工藝-焊接工藝的特點
格式:pdf
大小:8KB
頁數:4P
4.7
鍍鋅鋼管的焊接特點及焊接工藝 鍍鋅鋼廣泛運用于各行各業,采用鍍鋅鋼的好處是利用在空氣中能夠形成致密氧 化物保護層的金屬鋅來保護內部的鋼結構。在被焊接、劃傷的情況下,由于zn-fe 原電池的存在,相對活潑的鍍鋅部分可以作為犧牲陽極,延緩鋼鐵的銹蝕,耐腐 蝕性良好。然而由于鍍鋅層的存在,在焊接中容易產生裂紋、氣孔、夾渣,較難 得到良好的焊接質量。 鍍鋅鋼一般是在低碳鋼外鍍一層鋅,鍍鋅層一般在20um厚。鋅的熔點在419°c, 沸點908°c左右。在焊接中,鋅熔化成液體浮在熔池表面或在焊縫根部位臵。 鋅在鐵中具有較大固溶度,鋅液體會沿晶界深入浸蝕焊縫金屬,低熔點鋅形成 “液體金屬脆化”。同時,鋅與鐵可形成金屬間脆性化合物,如fe3zn10、fezn10 等。這些脆性相使焊縫金屬塑性降低,在拉應力作用下而產生裂紋。如果焊接角 焊縫,尤其是t形接頭的角焊縫最容易產生
核島主設備穩壓器加熱器全自動焊接工藝 核島主設備穩壓器加熱器全自動焊接工藝
格式:pdf
大小:1.0MB
頁數:6P
4.8
針對核島主設備穩壓器加熱器焊接接頭特殊的接頭形式和焊接要求,采用全自動氬+氦弧焊進行超低碳奧氏體不銹鋼薄壁小管對接焊接工藝。為確保焊縫質量和熔透性,針對特殊的焊縫結構形式,進行了反復的工藝試驗。結果表明:接頭結構、焊接材料、焊接設備、保護氣體、焊接程序、裝配質量和鎢極質量都直接影響最后的焊接質量和焊縫反面熔透性。摸索出了一套完整的焊接工藝,順利完成了加熱器焊縫的焊接。
不銹鋼風管自動焊接工藝與設備應用 不銹鋼風管自動焊接工藝與設備應用
格式:pdf
大小:102KB
頁數:1P
4.3
介紹了不銹鋼風管自動焊接工藝與設備在某工程中的應用,并針對焊接風管加工相關設備配置及操作提出了的幾點注意事項。
雙絲氣保自動焊接設備改造及工藝
格式:pdf
大小:3.7MB
頁數:6P
4.6
隨著鋼結構市場競爭的日趨激烈,如何增效降成本、提高市場競爭力成為行業各參與方重視的問題.焊接作為鋼結構加工和安裝過程中最主要的工藝,通過引入高效雙絲氣保焊接方法可有效提高焊接效率、降低焊接變形、降低加工成本.根據加工廠實際生產,自主改進研發了一套雙絲氣保自動焊接焊,并運用于實際工程,取得了良好的經濟效益.
平地機前機梁自動焊接工藝研究與應用 平地機前機梁自動焊接工藝研究與應用
格式:pdf
大小:213KB
頁數:未知
4.4
平地機前機梁的結構特別,焊縫尺寸長,成型要求高:傳統的手工焊接較難保證焊縫的均一連續性和外觀質量,同時對整體焊接變形問題無法有效控制并解決.本文介紹了一種自動焊接的先進工藝方法,提出采用數控焊接專機進行焊接,合理設置焊接工藝參數,嚴格控制整個焊接工藝過程,很好的解決了以上出現的問題,保證了前機粱的制作質量,同時將生產效率提高了近40%.

焊接工藝規范
格式:pdf
大小:79KB
頁數:7P
4.5
編號: 焊接工藝規范 編制: 校對: 審核: 批準: 目錄 1.目的................................................1 2.適用范圍............................................1 3.引用標準............................................1 4.工藝要求............................................1 4.1焊接方法選用原則...................................1 4.2焊接用輔料援用原則................................1 4.3點焊接頭的最小搭邊寬度和焊點的最小點距.......
焊接工藝措施
格式:pdf
大小:9KB
頁數:6P
4.6
焊接工藝措施 焊接工藝措施: 1)對工程中使用較多的或有代表性的接頭形式進行焊接工藝性試驗, 以確定最佳的操作方法和焊接規范,焊接工藝性試驗由焊接試驗室全 權負責。 2)結構裝配定位焊 a.裝配定位焊前,焊接坡口及其內外兩側各20mm范圍內的油污必 須用溶劑揩抹干凈,并用手提砂輪機打磨去除鐵銹、氧化皮等雜質, 使焊件母材表面露出金屬光澤。 b.擔任定位焊施焊工作的焊工必須是持有合格證的焊工。 c.裝配質量達到圖樣技術要求后方可進行定位焊(如該焊縫焊前需 要預熱,則必須預熱至所要求的溫度后才可進行定位焊。),定位焊所 用焊條(須經烘干處理)、焊絲必須與該焊縫正式焊接時所用焊材相 一致,定位焊縫應填滿弧坑。 d.定位焊縫長度一般為20—50mm,間距長為400—600mm,焊腳尺 寸不得大于設計焊腳尺寸的一半,且不應大于8mm,定位焊應距設 計焊縫端部30mm以上。(
焊接工藝規范
格式:pdf
大小:134KB
頁數:14P
4.4
e起弧時要特別防止未焊合及燒穿; f收弧時要填滿弧坑,不要立即移走焊槍; 焊工操作前需根據以上規范確定焊接電流,電弧電壓,氣體流量等參數,工作中需經常 檢查,每兩小時檢查一次,并作好記錄,對板厚大于8mm的對接焊縫,需采用開坡口焊接。 3操作技術 a焊機接成反極性,即工件接負極,焊機接正極; b二氧化碳保護焊可以進行全位置焊接(平焊、立焊、橫焊、仰焊); c焊絲伸出長度:直徑為1.2mm以下的細焊絲伸出長度為10mm; d焊接厚度為2mm以下的工件時,焊槍不作擺動; 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
箱形柱的焊接工藝及焊接變形控制 箱形柱的焊接工藝及焊接變形控制
格式:pdf
大小:168KB
頁數:3P
4.4
結合萊鋼信息能源管控中心工程實例,對箱形柱的制作工藝過程進行了分析和探討。從配料、組裝、焊接等工序制訂了合理有效的防止焊接變形的控制措施,取得了很好的效果。

焊接工藝報告
格式:pdf
大小:60KB
頁數:6P
4.4
12東南-pd-2005-949 序號報告名稱報告編號頁數 1 建筑鋼結構焊接工藝評定報告 (鋼板橫對接/氣保焊 q235bδ=20mm) 東南-pd-2009-3710 2建筑鋼結構焊接工藝評定報告 (角接接頭對接/q235bδ=20mm) 東南-pd-2009-389 3建筑鋼結構焊接工藝評定報告 (鋼板對接/氣保焊q235bδ=20mm) 東南-pd-2009-3910 4 建筑鋼結構焊接工藝評定報告 (鋼板對接/氣保焊q235b+q345b δ=25mm) 東南-pd-2009-4010 5 建筑鋼結構焊接工藝評定報告 (t形對接與角接組合焊q235b δ=20mm) 東南-pd-2009-4110 6 建筑鋼結構焊接工藝評定報告 (t形對接與角接組合焊/氣保焊 q235b δ=20mm+q345bδ=50mm) 東南-pd-
印度東氣西輸工程CRC自動焊設備及焊接工藝相關
文輯推薦
知識推薦
百科推薦


職位:市政公用工程
擅長專業:土建 安裝 裝飾 市政 園林


