

下支臂零件機械加工工藝過程卡片及工序卡
格式:pdf
大小:891KB
頁數:14P
人氣 :96
 4.8
4.8
12機自 FH1 機械加工工藝過程卡片 產品型號 零件圖號 XZB-01 產品名稱 零件名稱 下支臂零件 共 2 頁 第 1 頁 材 料 牌 號 HT200 毛 坯 種 類 鑄件 毛坯外形尺寸 170×171×312 每毛坯件數 1 每 臺 件 數 1 備 注 工序號 工序 名稱 工 序 內 容 車 間 工 段 設 備 工 藝 裝 備 工 時 準終 單件 1 φ 24×4 下端面 加工 粗銑φ24×4 下端面 機加工 Chiron FZ 12KW 專用夾具,端銑刀,游標卡尺 1.37mi n 1.01mi n 2 φ 10×4 孔加工 鉆,擴,鉸φ10×4 孔 機加工 Chiron FZ 12KW 專用夾具,麻花鉆,鉸刀,游標卡尺 3 φ 24×4 上端面 加工 精銑 φ24×4 上端面 機加工 Chiron FZ 12KW 專用夾具,端銑刀,游標卡尺 1.37mi n 1.01



機械加工工藝過程卡片及工序卡片
格式:pdf
大小:883KB
頁數:10P
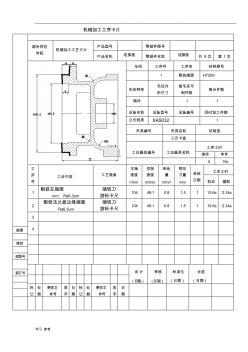
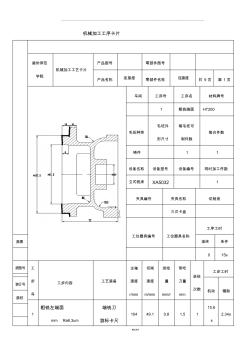
職業技術師范學院機械加工工藝過程卡片 產品型號hk-kih201455零件圖號4059資料編號227 產品名稱分度齒盤零件名稱分度齒盤座共1頁第1頁 材料牌號405514毛坯種類45鋼毛坯外形尺寸φ250*60mm每毛坯件數1每臺件數 工 序 號 工名 序稱 工序內容 車 間 工 段 設備工藝裝備 工時 準終單件 1粗銑兩端面1立式銑床立式銑床、專用夾具 2粗精銑頂面、底面、內階梯面、外階梯端面2數控銑床數控銑床、專用夾具 3粗鏜內環6-φ35通孔、10-m6均布孔、6-m6-7h均布孔1坐標鏜床臥式鏜床、專用夾具 4鉆頂面2-φ8錐銷孔1搖臂鉆床搖臂鉆床、專用夾具 5攻內外階梯面10-m6均布孔、6-m6-7h均布孔、4-m6-7h孔螺
機械加工工序卡片工藝過程卡片
格式:pdf
大小:574KB
頁數:14P
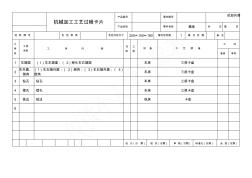
.... 學習.參考 機械加工工序卡片 底圖號 裝訂號 描校 描圖 湖州師范 學院 機械加工工藝卡片 產品型號零部件圖號 產品名稱連接座零部件名稱連接座共9頁第1頁 車間工序號工序名材料牌號 1粗銑端面ht200 毛坯種類 毛坯外 形尺寸 每毛坯可 制件數 每臺件數 鑄件11 設備名稱設備型號設備編號同時加工件數 立式銑床xa50321 夾具編號夾具名稱切削液 三爪卡盤 工位器具編號工位器具名稱 工序工時 準終單件 015s 工 步 號 工步內容工藝裝備 主軸 速度 r/min 切削 速度 m/min 進給 量 mm/r 背吃 刀量 mm 進給 次數 工步工時 機動輔助 1 粗銑左端面 mmra6.3um 端銑刀 游標卡尺 10449.10.81.5115.6s2.34s 2 粗銑法蘭
編輯推薦下載
機械加工工序卡片工藝過程卡片
格式:pdf
大小:347KB
頁數:10P
4.5
______________________________________________________________________________________________________________ 精品資料 機械加工工序卡片 底圖號 裝訂號 描校 描圖 湖州師范 學院 機械加工工藝卡片 產品型號零部件圖號 產品名稱連接座零部件名稱連接座共9頁第1頁 車間工序號工序名材料牌號 1粗銑端面ht200 毛坯種類 毛坯外 形尺寸 每毛坯可 制件數 每臺件數 鑄件11 設備名稱設備型號設備編號同時加工件數 立式銑床xa50321 夾具編號夾具名稱切削液 三爪卡盤 工位器具編號工位器具名稱 工序工時 準終單件 015s 工 步 號 工步內容工藝裝備 主軸 速度 r/min 切削 速度 m/min 進給 量 m

機械加工工藝過程卡片..
格式:pdf
大小:771KB
頁數:19P
4.5
機械加工工藝過程卡片 產品名稱填料箱蓋零(部)件名稱填料箱蓋共(1)頁第(1)頁 材料牌號ht200毛坯種類鑄件毛坯外型尺寸每毛坯可制件數1每臺件數1備注 工序號工序名稱工序內容車間工段設備工藝裝備 工步工時 備料鍛造毛坯鍛造 1車車削端面外圓金工c620-1車床車刀,游標卡尺,三爪卡盤 2車 粗車φ65,φ80,φ75,φ100外 圓以及槽和倒角 金工c620-1車床車刀,游標卡尺,三爪卡盤 3擴 鉆擴φ32mm,以及φ47mm孔,z3025 搖臂鉆床 金工 z3025搖臂 鉆床 麻花鉆,內徑千分尺,專用卡具 4鉆鉆6-φ13.5,2-m10-6h,孔深24金工 z3025搖臂 鉆床 麻花鉆,內徑千分尺,專用卡具 5車精車φ65的外圓及φ80相接的端面金工c620-1車床
下支臂零件機械加工工藝過程卡片及工序卡熱門文檔
機械加工工藝過程卡片(2)
格式:pdf
大小:758KB
頁數:13P
4.5
歡迎共閱 機械加工工藝過程卡片 產品型號零件圖號 產品名稱零件名稱箱體共頁第頁 材料牌號毛坯種類毛坯外形尺寸250×150×160每毛坯件數1每臺件數備注 工 序 號 工序 名稱 工序內容 車 間 工 段 設備工藝裝備 工時 準終單件 1車端面(1)車左端面;(2)掉頭車右端面車床三抓卡盤 2 車外圓、 倒角 (1)車左端外圓;(2)倒角;(3)車右端外圓;(4) 倒角 車床三抓卡盤 3鉆孔鉆孔車床三抓卡盤 4鏜孔鏜孔車床三抓卡盤 5銑邊銑邊銑床卡盤 6 設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期) 歡迎共閱 機械加工工藝過程卡片 產品型號零件圖號 產品名稱零件名稱大齒輪共頁第頁 材料牌號毛坯種類毛坯外形尺寸φ
機械加工工藝過程卡片(連桿) (2)
格式:pdf
大小:58KB
頁數:3P
4.3
重慶理工大學機械加工工藝過程卡片 產品型號4125a產品型號共3頁 產品名稱柴油發動機零件名稱連桿第頁 材料牌號45鋼毛坯種類鍛件毛坯外型尺寸每毛坯件數1每臺件數4備注 工序 號 工序 名稱工序內容車間工段設備工藝裝備 工時 準終單件 05銑粗銑、精銑連桿大小頭兩端面機加四軸龍門銑床專用夾具 10銑銑連桿大頭定位凸臺和連桿小頭凸臺機加龍門銑床專用夾具 15切自連桿上切下連桿蓋機加專用臥式銑床 20锪锪連桿蓋上裝螺母的凸臺機加立式轉床 25磨磨連桿大頭部分剖分平面機加平面磨床 30擴粗擴、半精擴連桿大頭孔φ89機加四軸式立式組合鉆床 35 鉆、擴、 鉸 鉆、擴、鉸連桿兩個螺栓孔機加十軸立式組合鉆床 40锪、擴锪連桿裝螺栓頭部的凸臺,擴連桿螺栓孔機加立式
機械加工工藝過程卡片..
格式:pdf
大小:767KB
頁數:18P
4.4
機械加工工藝過程卡片 產品名稱填料箱蓋零(部)件名稱填料箱蓋共(1)頁第(1)頁 材料牌號ht200毛坯種類鑄件毛坯外型尺寸每毛坯可制件數1每臺件數1備注 工序號工序名稱工序內容車間工段設備工藝裝備 工步工時 備料鍛造毛坯鍛造 1車車削端面外圓金工c620-1車床車刀,游標卡尺,三爪卡盤 2車 粗車φ65,φ80,φ75,φ100外 圓以及槽和倒角 金工c620-1車床車刀,游標卡尺,三爪卡盤 3擴 鉆擴φ32mm,以及φ47mm孔,z3025 搖臂鉆床 金工 z3025搖臂 鉆床 麻花鉆,內徑千分尺,專用卡具 4鉆鉆6-φ13.5,2-m10-6h,孔深24金工 z3025搖臂 鉆床 麻花鉆,內徑千分尺,專用卡具 5車精車φ65的外圓及φ80相接的端面金工c620-1車床
機械加工工藝過程卡片
格式:pdf
大小:408KB
頁數:13P
4.7
機械加工工藝過程卡片 產品型號零件圖號 產品名稱零件名稱箱體共頁第頁 材料牌號毛坯種類毛坯外形尺寸250×150×160每毛坯件數1每臺件數備注 工 序 號 工序 名稱 工序內容 車 間 工 段 設備工藝裝備 工時 準終單件 1車端面(1)車左端面;(2)掉頭車右端面車床三抓卡盤 2 車外圓、 倒角 (1)車左端外圓;(2)倒角;(3)車右端外圓;(4)倒 角 車床三抓卡盤 3鉆孔鉆孔車床三抓卡盤 4鏜孔鏜孔車床三抓卡盤 5銑邊銑邊銑床卡盤 6 設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期) 機械加工工藝過程卡片 產品型號零件圖號 產品名稱零件名稱大齒輪共頁第頁 材料牌號毛坯種類毛坯外形尺寸φ115×40每毛坯件數每

機械加工工藝過程卡片(連桿) (3)
格式:pdf
大小:58KB
頁數:3P
4.4
重慶理工大學機械加工工藝過程卡片 產品型號4125a產品型號共3頁 產品名稱柴油發動機零件名稱連桿第頁 材料牌號45鋼毛坯種類鍛件毛坯外型尺寸每毛坯件數1每臺件數4備注 工序 號 工序 名稱工序內容車間工段設備工藝裝備 工時 準終單件 05銑粗銑、精銑連桿大小頭兩端面機加四軸龍門銑床專用夾具 10銑銑連桿大頭定位凸臺和連桿小頭凸臺機加龍門銑床專用夾具 15切自連桿上切下連桿蓋機加專用臥式銑床 20锪锪連桿蓋上裝螺母的凸臺機加立式轉床 25磨磨連桿大頭部分剖分平面機加平面磨床 30擴粗擴、半精擴連桿大頭孔φ89機加四軸式立式組合鉆床 35 鉆、擴、 鉸 鉆、擴、鉸連桿兩個螺栓孔機加十軸立式組合鉆床 40锪、擴锪連桿裝螺栓頭部的凸臺,擴連桿螺栓孔機加立式
下支臂零件機械加工工藝過程卡片及工序卡精華文檔
機械加工工藝過程卡片(3)
格式:pdf
大小:758KB
頁數:13P
4.5
歡迎共閱 機械加工工藝過程卡片 產品型號零件圖號 產品名稱零件名稱箱體共頁第頁 材料牌號毛坯種類毛坯外形尺寸250×150×160每毛坯件數1每臺件數備注 工 序 號 工序 名稱 工序內容 車 間 工 段 設備工藝裝備 工時 準終單件 1車端面(1)車左端面;(2)掉頭車右端面車床三抓卡盤 2 車外圓、 倒角 (1)車左端外圓;(2)倒角;(3)車右端外圓;(4) 倒角 車床三抓卡盤 3鉆孔鉆孔車床三抓卡盤 4鏜孔鏜孔車床三抓卡盤 5銑邊銑邊銑床卡盤 6 設計(日期)校對(日期)審核(日期)標準化(日期)會簽(日期) 歡迎共閱 機械加工工藝過程卡片 產品型號零件圖號 產品名稱零件名稱大齒輪共頁第頁 材料牌號毛坯種類毛坯外形尺寸φ
機械加工工藝過程卡片(連桿)
格式:pdf
大小:58KB
頁數:3P
4.7
重慶理工大學機械加工工藝過程卡片 產品型號4125a產品型號共3頁 產品名稱柴油發動機零件名稱連桿第頁 材料牌號45鋼毛坯種類鍛件毛坯外型尺寸每毛坯件數1每臺件數4備注 工序 號 工序 名稱工序內容車間工段設備工藝裝備 工時 準終單件 05銑粗銑、精銑連桿大小頭兩端面機加四軸龍門銑床專用夾具 10銑銑連桿大頭定位凸臺和連桿小頭凸臺機加龍門銑床專用夾具 15切自連桿上切下連桿蓋機加專用臥式銑床 20锪锪連桿蓋上裝螺母的凸臺機加立式轉床 25磨磨連桿大頭部分剖分平面機加平面磨床 30擴粗擴、半精擴連桿大頭孔φ89機加四軸式立式組合鉆床 35 鉆、擴、 鉸 鉆、擴、鉸連桿兩個螺栓孔機加十軸立式組合鉆床 40锪、擴锪連桿裝螺栓頭部的凸臺,擴連桿螺栓孔機加立式
機械加工工藝過程卡片
格式:pdf
大小:68KB
頁數:4P
4.4
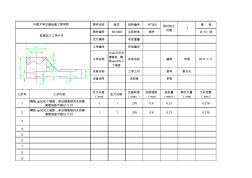
機械加工工藝過程卡片 產品型號零件圖號 產品名稱旋耕機零件名稱犁刀變速齒輪箱體共2頁第1頁 材料牌號ht200毛坯種類鑄件毛坯外形尺寸177×168×150每毛坯件數1每臺件數1備注 工 序 號 工名 序稱 工序內容 車 間 工 段 設備工藝裝備 工時 準終單件 鑄造鑄 時效熱 涂底漆表 10銑粗銑n面金工x52k專用銑夾具 20鉆鉆擴較孔2—?10f9至2-?9f9,孔口倒角1×45 °, 鉆孔4—?13金工z3025專用鉆夾具51.30.9 30銑粗銑r面及q面金工組合機床專用銑夾具 40銑銑凸臺面金工x52k專用銑夾具 50鏜粗鏜孔2—?80,孔口倒角1×45 ° 金工組合機床專用鏜夾具 60銑精銑
機械加工工藝卡片
格式:pdf
大小:60KB
頁數:3P
4.6
機械加工工藝過程卡片 產品型號零件圖號 產品名稱蝸輪滾刀零件名稱共1頁第1頁 材料牌號毛坯種類鍛件毛坯外形尺寸165×35毛坯件數1每臺件數1備注 工 序 號 工名 序稱 工序內容 車 間 工 段 設備工藝裝備 工時 準終單件 0鍛鍛造 鍛 造 鍛床 10車車端面,打中心孔,粗車外圓直徑φ18 機 加 ca6140通用車床夾具,端面外圓車刀,0.05/150 游標卡尺 20車 車端面到尺寸160,打中心孔,粗車外圓直徑φ31,粗車外 圓直徑φ14.5 機 加 ca6140通用車床夾具,端面外圓車刀,0.05/150 游標卡尺 30車 精車直徑φ14、精車錐度7:24、精車外圓錐度40°、切槽, 精車刀軸直徑至φ30.5 機 加 ca6140 車床專用夾具,外圓車刀,切槽
機械加工工藝規程卡片
格式:pdf
大小:616KB
頁數:9P
4.5
機械加工工藝過程卡片 機械加工工藝過程卡片 產品型號零件圖號 產品名稱犁刀變速齒輪箱體零件名稱共1頁第1頁 材料牌號ht200毛坯種類鑄件毛坯外型尺寸177mm×168mm×150mm每毛坯可制作件數1每臺件數1備注 工序號工序名稱工序內容車間工段設備工藝裝備 工時 準終單件 1鑄造鑄 2人工時效熱 3涂底漆表 4粗銑n面金工th5650專用銑夾具 5鉆4-φ13mm底孔鉆擴鉸2-φ10f9孔至2-φ9f9,孔口倒角1×45°金工th5650專用鉆模板 6粗銑r面及q面金工th5650專用銑夾具 7粗鏜2-φ80mm孔,孔口倒角1×45°金工t4680專用鏜模 8銑凸臺面金工th5650專用銑夾具 9打φ20底孔,擴鉸s-φ30h9孔,鉆m-6螺紋孔
下支臂零件機械加工工藝過程卡片及工序卡最新文檔
機械加工工序卡片
格式:pdf
大小:657KB
頁數:14P
4.8
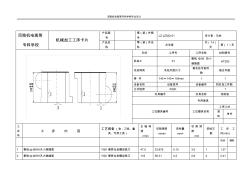
河南機電高等專科學校畢業設計 河南機電高等 專科學校 機械加工工序卡片 產品型 號 零(部)件圖 號 lz-jz032-01設計者:馬帥 產品名 稱 零(部)件名 稱 左支座 共(14) 頁 第(1)頁 車間工序號工序名稱材料牌號 機加工01 粗銑φ80的小 端端面 ht200 毛坯種類毛坯外型尺寸 每毛坯可制件 數 每臺件數 鑄件140×140×104mm11 設備名稱設備型號設備編號同時加工件數 立式銑床x52k1 夾具編號夾具名稱切削液 專用家具 工位器具編號工位器具名稱 工序工時 準 終 單件 工 步 號 工步內容 工藝裝備(含:刀具、量 具、專用工具) 主軸轉 速 r/min 切削速度 m/min 進給量 mm/r 切削深 度 mm 進給次 數 工步工 時(min) 機動輔助 1粗銑ф80h9
機械加工工序卡片 (2)
格式:pdf
大小:243KB
頁數:7P
4.4
機械加工工序卡片 產品型號零件圖號 產品名稱聯軸器零件名稱聯軸器共7頁第1頁 車間工序號工序名材料牌號 金工3車ht200 毛坯種類毛坯外形尺寸每坯可制件數每臺件數 鑄造11 設備名稱設備型號設備編號同時加工件數 臥式車床ca61401 夾具編號夾具名稱切削液 專用夾具 工位器具編號工位器具名稱 工序工時 準終單件 工 步 號 工步內容工藝裝備 主軸 轉速 r/min 切削 速度 m/min 進給量 mm/r 背吃 刀量 mm 進給 次數 工步工時 描圖機動輔助 1以?55mm處外圓及其端面定位,粗車 半精車外圓?110mm及端面 專用夾具,高速鋼刀具,游 標卡尺 220243151 描校 底圖號 裝訂號 設計 (日期) 審核 (日期) 標準化 (日期) 會
機械加工工序卡片-6
格式:pdf
大小:41KB
頁數:2P
4.4
零件名稱撥叉材料編號ht200第張 零件編號831008毛坯種類鑄件共10張 生產編號毛坯重量 工序編號夾具編號 工序名稱 以φ20孔為 精基準,精 銑φ50孔上 下端面 夾具名稱編制劉煜2011-1-11 設備名稱工序工時指導黃長禮 設備型號冷卻液審核 工步號工步內容 走刀長度 (mm) 走刀次數 主軸轉速 (r/min) 切削速度 (m/s) 進給量 (mm/r) 背吃刀量 (mm) 工時定額 (min) 1精銑φ50孔下端面,保證端面相對孔的垂 直度誤差不超過0.07 112350.60.210.216 2 精銑φ50孔上端面,保證端面相對孔的垂 直度誤差不超過0.07112350.60.210.216 3 4 5 6 7 8 9 中南大學交通運輸工程學院同時加工 件數 1 機械加工工序卡片 零件名稱

油閥座機械加工工藝過程卡片
格式:pdf
大小:502KB
頁數:10P
4.7
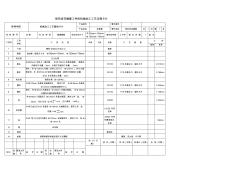
中北大學機械加工工藝過程卡片 產品型號零件圖號 產品名稱油閥座零件名稱油閥座共10頁第1頁 材料牌號zg45毛坯種類鑄鐵毛坯外形尺寸每毛坯件數1每臺件數備注 工 序 號 工名 序稱 工序內容 車 間 工 段 設備工藝裝備 工時 準終單件 01鑄造 10車粗車右端面,半精車右端面。粗車及半精車外圓φ63ca6140三爪自定心卡盤 20車粗車,半精車左端面,倒角ca6140三爪自定心卡盤 30鉆鉆φ22孔,倒角、攻螺紋ca6140三爪自定心卡盤 40鏜擴孔φ24.5,粗鏜退刀槽,精鏜孔φ24.5ca6140三爪自定心卡盤 50鉆鉆φ3,φ5,φ2孔z5125夾具1鉆模 60銑粗銑,半精銑上表面yb-211夾具2 70鉆鉆φ10.5孔,擴φ16孔,
矩形齒花鍵套機械加工工藝過程卡片
格式:pdf
大小:1.2MB
頁數:10P
4.3
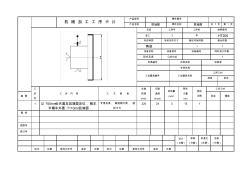
矩形齒花鍵套工件的機械加工工藝過程卡片 蚌埠學院機械加工工藝路線卡片 產品型號零件圖號1 產品名稱變速箱零件名稱矩形齒花鍵套共1頁第1頁 材料牌號45鋼毛坯種類普通模鍛毛坯外形尺寸 φ5059mmmm φ12518mmmm 每毛坯件數2萬件每臺件數1備注 工序號 工名 序稱 工序內容車間工段設備工藝裝備 工時 準終單件 1下料棒料φ80mm×90mm鋸床 2鍛造自由鍛,鍛造尺寸為φ5061mmmm、φ12518mmmm鍛床 3熱處理正火處理 4粗車 夾φ45mm毛坯上一端外圓,車φ120mm外圓及端面,直徑方 向留加工余量3mm,長度方向留加工余量3mm。 c6132p10外圓車刀、游標卡尺2.013min 5粗車 倒頭,夾φ120m
![左支座機械加工工序卡片[14張]](https://files.zjtcn.com/group1/M00/44/F2/CgoBZ2AfMj-ABhhLAAAhDyMs-MU621.jpg)
左支座機械加工工序卡片[14張]
格式:pdf
大小:656KB
頁數:14P
4.5
遼寧工程技術大學課程設計 遼寧工程技術 大學 機械加工工序卡片 產品型 號 零(部)件圖 號 lz-jz032-01設計者:賈文博 產品名 稱 零(部)件名 稱 左支座 共(14) 頁 第(1)頁 車間工序號工序名稱材料牌號 機加工01 粗銑φ80的小 端端面 ht200 毛坯種類毛坯外型尺寸 每毛坯可制件 數 每臺件數 鑄件140×140×104mm11 設備名稱設備型號設備編號同時加工件數 立式銑床x52k1 夾具編號夾具名稱切削液 專用家具 工位器具編號工位器具名稱 工序工時 準 終 單件 工 步 號 工步內容 工藝裝備(含:刀具、量 具、專用工具) 主軸轉 速 r/min 切削速度 m/min 進給量 mm/r 切削深 度 mm 進給次 數 工步工 時(min) 機動輔助 1粗銑ф80h9孔小端
截止閥產品零件加工工藝過程卡片
格式:pdf
大小:217KB
頁數:8P
4.8
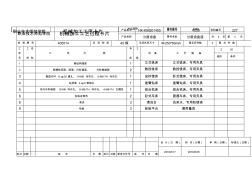
毛坯種類 件數 金工車工 金工車工 金工焊工 金工車工 裝配鉗工 裝配鉗工 金工輔助工 金工輔助工 金工輔助工 年月日年月日 毛坯種類 產品零件加工工藝過程卡片 審 核 批 準 更改 記錄 工序 編號 工序名稱及內容 設備名稱 及型號 材 料 材 料 產品零件加工工藝過程卡片 校 對 編 制 零 件 車間 江蘇理想閥門有限公司 產 品 產 品 編號第1頁 200j41h-16c共1頁 名稱:截止閥名稱:閥蓋鑄鋼名稱牌號:wcb下料規格: 年月日年月日年月日 會 簽 90清除各處毛刺、涂油清洗入庫 80打磨通道打磨頭 70研磨密封面手輪鉆研磨頭砂布 60打一二頭法蘭孔12-φ23均布至圖視要 求 鉆床鉆模鉆頭卡尺 50打中頭法蘭孔φ17.7

 機械加工工藝對零件加工精度的影響分析
機械加工工藝對零件加工精度的影響分析 機械加工工藝對零件加工精度的影響分析
格式:pdf
大小:2.2MB
頁數:1P
4.7
隨著現代工業技術的發展,我國的機械制造行業面臨著新的挑戰和機遇.零件加工的精度對機械整體性能有著重要的影響,機械加工工藝中的零件加工是一項精細工作,在加工過程中對整體工藝造成重要的影響,本文就零件加工工藝對零件加工精度造成的影響進行探討.
機械加工工藝對零件加工精度的影響分析 機械加工工藝對零件加工精度的影響分析
格式:pdf
大小:1.1MB
頁數:1P
4.6
文章主要基于社會逐漸趨向現代化發展的當前背景下,就機械加工工藝對零件加工精度的影響進行相關論述,旨在切實提升機械加工精度,以期為相關工作人員提供幫助。
下支臂零件機械加工工藝過程卡片及工序卡相關
文輯推薦
知識推薦
百科推薦


職位:總工程師
擅長專業:土建 安裝 裝飾 市政 園林


