

新型節能電火花加工脈沖電源的脈沖發生器
格式:pdf
大小:341KB
頁數:4P
人氣 :78
 4.7
4.7
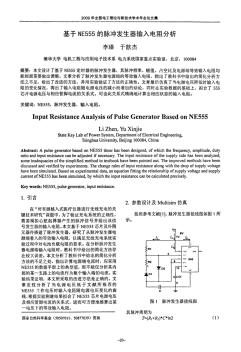
循環疊加斬波式節能電火花加工脈沖電源的主要特點是不含有傳統脈沖電源的限流電阻和多數節能脈沖電源使用的儲能電感,采用功率開關管不完全導通的方法,通過對每只功率開關管的斬波電流進行循環疊加來產生電火花加工脈沖。對功率開關管進行循環疊加斬波控制時,根據各檔延遲時間是最小延遲時間整數倍的特點,對脈沖發生器的邏輯進行巧妙的優化設計,可以大大節省PLD內部的資源。在該電源所選電路規格的情況下大約只占用了優化前常規方法所占資源的1/8,避免了硬件資源的浪費,降低了成本。



脈沖電源設計
格式:pdf
大小:775KB
頁數:10P
編號 基本技能實習(作品) 脈沖電源設計 學院名稱 專業名稱 學生姓名 學號 指導教師 2017年1月3日 目錄遼寧工業大學工程碩士專業學位論文 摘要 關鍵詞:網絡技術;在線考試;瀏覽器/服務器模式;jsp;sqlserver2000 電源設備用以實現電能變換和功率傳遞,是各種電子設備正常工作的基礎。而脈沖 電源由于具有斷續供電的特性,在電火花加工、脈沖電鍍、電弧焊接、高功率激光泵、 高頻脈沖感應加熱、工業廢氣處理、脈沖電解污水處理、靜電除塵、臭氧制取和表面熱 處理等領域獲得了廣泛的應用。應用領域不同,對脈沖電源的性能和特征參數的要求就 存在差別,因而實現方法也各異。論文在考察了多種脈沖電源的特點和實現方法后,自 行研制了一種幅值、頻率、占空比可調的新型智能化高頻脈沖電源,具有廣泛的工程應 用前景和理論學術意義 論文采用直流斬波原理,利用體積小
編輯推薦下載
電火花加工的常用術語
格式:pdf
大小:39KB
頁數:3P
4.7
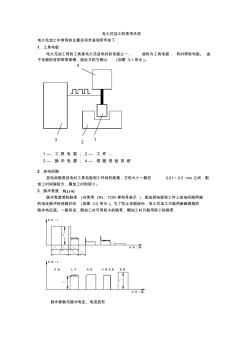
電火花加工的常用術語 電火花加工中常用的主要名詞術語和符號如下: 1.工具電極 電火花加工用的工具是電火花放電時的電極之一,故稱為工具電極,有時簡稱電極。由 于電極的材料常常是銅,因此又稱為銅公(如圖3-1所示)。 2.放電間隙 放電間隙是放電時工具電極和工件間的距離,它的大小一般在0.01~0.5mm之間,粗 加工時間隙較大,精加工時則較小。 3.脈沖寬度ti(μs) 脈沖寬度簡稱脈寬(也常用on、ton等符號表示),是加到電極和工件上放電間隙兩端 的電壓脈沖的持續時間(如圖3-2所示)。為了防止電弧燒傷,電火花加工只能用斷斷續續的 脈沖電壓波。一般來說,粗加工時可用較大的脈寬,精加工時只能用較小的脈寬 脈沖參數與脈沖電壓、電流波形 4 123 1—工具電極;2—工件; 3—脈沖電源;4—伺服進給系
 混粉、常規電火花加工通用儲液箱的研制
混粉、常規電火花加工通用儲液箱的研制 混粉、常規電火花加工通用儲液箱的研制
格式:pdf
大小:477KB
頁數:3P
4.7
利用水力旋流器對固體顆粒的分級、分離功能,設計了一種既能用于常規電火花加工又能用于混粉電火花鏡面加工的通用型儲液箱。
新型節能電火花加工脈沖電源的脈沖發生器熱門文檔
微細電火花加工技術的研究進展 (2)
格式:pdf
大小:2.0MB
頁數:5P
4.3
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

微細電火花加工技術的研究進展
格式:pdf
大小:2.0MB
頁數:5P
4.3
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
新型節能電火花加工脈沖電源的脈沖發生器精華文檔
電極材料在電火花加工中對加工速度的影響 電極材料在電火花加工中對加工速度的影響
格式:pdf
大小:125KB
頁數:2P
4.8
在電火花加工中,工具電極材料的選擇非常重要,它不僅影響到電火花加工的穩定性,還影響到電火花的加工速度和工具電極的損耗。不同工具電極加工速度之所以不同,其原因在于能量在工具電極和工件間的分配比例不同,這點有關資料及教材都有定論。為什么會分配不同,卻少有文章詳細闡述,現就電火花加工中就常用的紫銅電極和石墨電極在加工銅時加工速度的差別及原因提出個人觀點。
電火花加工常用名詞、術語及符號
格式:pdf
大小:53KB
頁數:5P
4.7
1、放電間隙:放電間隙指加工時工具和工件之間產生火花 放電的一層距離間隙。在加工過程中,則稱為加工間隙s, 它的大小一般在0.01-0.5mm之間,粗加工時間隙較大,精加 工時則較小。加工間隙又可分為端面間隙sf和側面間隙sl (見圖三) 2、脈沖寬度ti(μs):脈沖寬度簡稱脈寬,它是加到工具 和工件上放電間隙兩端的電壓脈沖的持續時間(見圖)為了 防止電弧燒傷,電火花加工只能用斷斷續續的脈沖電壓波。 粗加工可用較大的脈寬ti>100μs,精加工時只能用較少的 脈寬ti<50μs。 3、脈沖間隔to(μs):脈沖間隔簡稱脈間或間隔,也稱脈沖 停歇時間。它是兩個電壓脈沖之間的間隔時間(見圖四)。間 隔時間過短,放電間隙來不及消電離和恢復絕緣,容易產生 電弧放電,燒傷工具和工件;脈間選得過長,將降低加工生 產率。加工面積、加工深度較大
(完整)高功率脈沖電源
格式:pdf
大小:21KB
頁數:13P
4.6
hk系列高功率脈沖電源 一.概述 所謂高功率并不是指電源的輸出功率大,而是指將低功率存 貯壓縮后,在瞬間釋放出大能量脈沖。該項技術主要是用在具有 激發性質的負載上,用以在瞬間獲得更高的激發效果。由于功率 在存儲期間不消耗能量,因此電源效率得到大大增強,電能利用 率比傳統電源高1個甚至幾個量級,負載上幾乎不會產生熱量損 耗。由于實現原理復雜,對原器件要求苛刻等原因,目前國內幾 乎沒有商業化產品,只限在大功率微波源、激光器、電磁軌道炮、 電子對撞機等軍事科技領域。但小型化產品已經開始出現在相關 院校和各種實驗室中。我們就是在這種情況下開發出類似功能的 實用化脈沖電源。所謂類似是因為我們采用的是前級壓縮技術, 用壓縮后的脈沖驅動功率元件,比直接末級壓縮仍有一定的差距, 因為末級壓縮技術需要更高地研發成本。還有就是我們針對的應 用對象不具備那樣高的價值。當然與傳統電源

(整理)高功率脈沖電源
格式:pdf
大小:773KB
頁數:9P
4.7
精品文檔 精品文檔 高功率脈沖電源 學院(系):電氣工程學院 班級:1113班 學生姓名:高玲 學號:21113043 大連理工大學 dalianuniversityoftechnology 精品文檔 精品文檔 1分類及結構原理 高功率脈沖最早始于30年代,隨著用電容器放電產生x射線的出現,經過 了幾十年的發展,目前高功率脈沖電源應用范圍非常廣泛,例如用于閃光x射線 照相、高功率激光、大功率微波、電磁脈沖、電磁發射(或推進)、粒子束武器和 電磁成形等離子體物理與受控核聚變研究、核爆炸模擬等方面。‘ 如圖1所示。高功率脈沖電源包括初級能源、中間儲能脈沖成形系統及轉換系統 等幾個部分。 圖1.高功率脈沖電源組成框圖 脈沖功率的形成過程是:首先經過慢儲能,使初級能源具有足夠的能量;其 次,向中間儲能和脈沖形成系統注入能量;再次,能量
先進制造—微細電火花加工技術
格式:pdf
大小:131KB
頁數:5P
4.5
微機械和微制造的基礎——微細電火花加 工技術 摘要:作為一種實用的微細加工技術,微細電火花加工在加工微細軸、微 小孔等小尺度的零件時具有獨特的優越性。本文簡略地介紹了微細電火花加工技 術的原理,分析了微細電火花加工的特點和優點,研究了微細電火花加工的關鍵 技術,并詳細介紹了一種微細電火花加工裝置及其應用。 關鍵詞:微細電火花加工原理特點關鍵技術裝置應用 0.引言 微細加工技術是先進制造技術的重要組成部分,是實現微機械產品的最基本 技術,不僅直接影響著尖端技術和國防工業的發展,而且還影響到機械產品的加 工精度和加工表面質量,影響產品的國際競爭力。目前,世界各國都非常重視微 細加工技術,將其作為發展先進制造技術中的優先發展內容。作為微細加工技術 的一個重要分支,微細電火花加工技術因其具有設備簡單、可控性好、無切削力、 適用性強等一系列優點,在微小尺度零件的加工
新型節能電火花加工脈沖電源的脈沖發生器最新文檔
微細電火花加工技術
格式:pdf
大小:1.3MB
頁數:8P
4.5
http://www.***.*** -1- 微細電火花加工技術 余祖元,郭東明,賈振元 大連理工大學機械工程學院,遼寧大連(116024) e-mail:zyu@dlut.edu.cn 摘要:微細電火花加工(microelectricaldischargemachining,microedm)作為微細加工 技術的一種,可以在任何導電材料上加工高精度、大深寬比微細三維型腔,以滿足日益增長 的產品微小型化需求。針對微細電火花加工中的一些關鍵問題,如微細電極損耗與補償、大 深徑比微孔加工,本文著重介紹部分研究結果,以期在微細電火花加工技術的應用中,提供 解決對策。 關鍵詞:微細電火花加工;工具損耗補;cad/cam;大深徑比微孔;電極搖動 中圖分類號:th16文獻標識碼:a 0.引言 產品的小型化和微型化已經成為發展
電火花加工淬火鋼螺紋孔的實驗探討 電火花加工淬火鋼螺紋孔的實驗探討
格式:pdf
大小:296KB
頁數:3P
4.7
以電火花加工淬火鋼螺紋孔為實例,探討了電火花加工螺紋的原理和特點,并對工具電極的制作和裝夾調校以及為確保加工質量所應采取的措施作了說明。
微型模具的微細電火花加工技術
格式:pdf
大小:11KB
頁數:2P
4.7
微型模具的微細電火花加工技術 隨著納米技術的進步,產品不斷向微型化方向發展,特征尺寸為微米級的微機電系統越來 越受到人們的高度重視。 微機電系統(mems,micro-electro-machanicalsystems)包括微型機構、微型傳感器、 微型執行器和相應的處理電路等幾部分,mems已相繼應用于精密機械、光電通訊、影像 傳輸、生化醫療和信息儲存等領域,如微齒輪、插頭式光纖連接器、醫學用微量泵、導光 板、微透鏡、內窺鏡零件、微流控芯片、細胞培養用微型容器,以及旋轉傳感器中的衍射 光柵等都需要微型模具。國際mems市場近年來獲得迅速發展,中國的mems市場增速 也將加快,據有關資料預測,至2011年我國mems的增速有望達到29.2%。 所謂微型模具,如果從尺寸和制造精度上加以限定,則微型模具具有以下特征:成形制件 尺寸微小,一般來說體積為1mm
電火花加工技術的發展趨勢與工藝進展
格式:pdf
大小:188KB
頁數:4P
4.6
電火花加工技術的發展趨勢與工藝進展 王振龍 趙萬生 李文卓 (哈爾濱工業大學) 摘要 結合國內外電火花加工技術的最新進展,系統地綜述了電火花加工技術的發展趨勢與工藝進展。作 為一種實用的加工技術,電火花加工技術仍大有可為,在我國應繼續加大力度進行研究。 關鍵詞 電火花加工 發展趨勢 工藝進展 1 前言 伴隨著難加工材料及復雜型面加工而逐步發展成 熟起來的電火花加工技術(edm),已經成為制造技術 中不可缺少的加工手段之一。據統計,目前電火花加 工機床已占世界機床市場的6%[1]。 相對于傳統的切削加工技術而言,電火花加工技 術的研究與開發歷史并不長,對其加工機理與適用范 圍的研究還并不充分。一般認為,這是限制其發展與 應用的主要因素。但同時也應看到,正因為如此,它才 可能具有較大的想象空間。 現代制造技術及其相關技術的發展,在為
一種高深寬比微細槽的電火花加工工藝 一種高深寬比微細槽的電火花加工工藝
格式:pdf
大小:923KB
頁數:5P
4.7
為實現高深寬比微槽的加工,提出了一種自成形和掃描加工相結合的微細扁平電極制作及微細槽加工的工藝方法.采用棒狀毛坯電極在一平板試件上掃描加工出一定長度的通槽,將毛坯電極沿垂直通槽方向向左和右偏移,兩側分別進行電火花反拷加工,得到扁平微細電極.再采用該扁平電極在線進行掃描加工即可得到期望的微細槽.實驗獲得了深徑比大于18及尺寸一致性較高的陣列微細槽.與反拷或線電極磨削得到微細電極相比,自成形電極方法降低安裝精度要求.而采用扁平電極進行微深槽的微細電火花加工,相對提高電極截面面積,降低電極損耗率,有利于提高加工效率.
電火花加工脈沖電源新型驅動電路的研究 電火花加工脈沖電源新型驅動電路的研究
格式:pdf
大小:181KB
頁數:2P
4.4
文章通過對現今電火花加工脈沖電源驅動部分的研究情況進行分析,發現了脈沖電源驅動電路部分存在問題,硬件電路過多,導致電磁干擾嚴重。在此基礎上,文章研制出一種新的脈沖電源驅動電路,該電路采用專用驅動集成芯片ir2101以及pwm(脈沖寬度調制模式)波產生芯片tl494cn串聯共同構成,在效率上對電火花加工有明顯提升。通過其和傳統直流斬波驅動電路進行對比,得出新型驅動電路在電火花加工的精度、速度、表面粗糙度上有更好的表現。
晶閘管弧焊整流電源集成觸發脈沖發生器的研制 晶閘管弧焊整流電源集成觸發脈沖發生器的研制
格式:pdf
大小:515KB
頁數:未知
4.3
在本文中采用集成運算放大器、集成雙穩態觸發器556等集成器件,開發了帶平衡電抗器雙反星形晶閘管孤焊電源的觸發脈沖發生器;介紹了這種高集成度的觸發脈沖發生裝置的工作原理;采用該觸發脈沖發生器對晶閘管弧焊整流器的晶閘管進行了觸發并測試了該整流器的靜特性。試驗結果表明:該脈沖發生器集成度高,工作可靠
三星—1號電火花加工油的開發 三星—1號電火花加工油的開發
格式:pdf
大小:135KB
頁數:5P
4.4
電加工是一種新型機械加工工藝,長期以來一直用煤油作為工作液。煤油是一種專用燃料,用作火花加工極不合適,氣味大,揮發性大,常規一換油期短不經濟。
深微孔電火花加工非電參數工藝規律研究 深微孔電火花加工非電參數工藝規律研究
格式:pdf
大小:530KB
頁數:未知
4.6
在深微孔電火花加工中,工作液及電極材料等非電參數的選擇對加工效率及加工質量有極大的影響,揭示這些非電參數的工藝規律對提高深微孔電火花加工性能有重要的研究意義。利用煤油和去離子水兩種工作液,以加工效率為目標,在不同條件下開展工藝試驗,得出最適宜的工作液在加工45鋼和紫銅材料工件時為去離子水,加工鋁合金材料工件時為煤油;利用黃銅絲、鎢絲及鉬絲3種電極材料,同樣以加工效率為目標開展工藝試驗,得出最佳電極材料在加工45鋼工件時為鎢,加工紫銅材料工件時為鎢和鉬,加工鋁合金材料工件時為黃銅。上述研究在深微孔電火花加工中合理選擇工作液及電極材料方面做出了有益的探索,其研究成果為深微孔電火花加工高效率、高質量的開展提供了重要的借鑒。
測試電源瞬時響應的負載脈沖發生器 測試電源瞬時響應的負載脈沖發生器
格式:pdf
大小:295KB
頁數:未知
4.6
現代微處理器(μp)對電源的瞬時響應有嚴格要求。例如,intel公司的p6規范規定當輸出電壓的調整保持在專門范圍內時,輸出電流的能力至少為30a/μs,要做出能符合這種需求的電源就是一種挑戰,而且測試電源是否符合
新型節能電火花加工脈沖電源的脈沖發生器相關
文輯推薦
知識推薦
百科推薦


職位:暖通空調工程師
擅長專業:土建 安裝 裝飾 市政 園林


