

新型閥門與接管不拆出閥芯的成功施焊
格式:pdf
大小:81KB
頁數:1P
人氣 :99
 4.3
4.3
J686Ⅹ-16閥門是山東榮成高壓泵閥廠與勝利油田設計規劃研究院共同開發研制,獲中華人民共和國實用新型專利和外觀設計專利的新產品,在我廠屬首次使用。閥體材質為35~#鍛鋼,密封采用“O”型耐油橡膠密封圈(簡稱密封膠圈)與閥體連接的鋼管材質為20g,規格為φ60×6。為防止焊接溫度過高燒壞密封膠圈,閥門使用說明書中要求裝焊閥時應拆出閥芯。考慮



 防喘振閥閥芯異種鋼的焊接
防喘振閥閥芯異種鋼的焊接 防喘振閥閥芯異種鋼的焊接
格式:pdf
大小:458KB
頁數:3P
原料氣壓縮機中的防喘振閥閥芯由s17400不銹鋼與20#碳鋼焊接而成,因長期振動,焊縫出現裂紋。通過技術分析,對異種鋼采用合理的焊接工藝進行焊補,恢復了原狀,滿足了生產要求。
基于Fluent的閥門開啟過程閥芯氣動力仿真研究 基于Fluent的閥門開啟過程閥芯氣動力仿真研究
格式:pdf
大小:403KB
頁數:3P
利用fluent動網格和udf技術對適當簡化的閥門2d模型進行數值模擬,得到開啟過程中作用在閥芯上的軸向氣動力變化規律。
編輯推薦下載
新型閥門開啟工具
格式:pdf
大小:257KB
頁數:7P
4.4
單位(蓋章)臨盤社區供熱供水大隊供水一隊 成果名稱 研制新型閥門開啟工具桿 完成日期2012 成果負責人陳新周聯系人陳新周 主要完成人陳新周、李海濤、魏紅燕、王書慶聯系電話8869676 成果獲獎情況qc成果獲獎日期2012 背 景 與 主 要 研 究 內 容 臨盤地區供水管線上設有眾多供水閥門,其中,有一部分為地下閥井。因設計原因, 地下閥井規格不同,有的消防栓控制閥井直徑只有50公分,人難以下到井內開關閥門。 有時因閥井內積水嚴重,操作人員不方便下到井底開關閥門,既使下到閥井底部,使 用普通工具開關閥門也較困難。同時隨著維修人員逐漸減少,人員年齡偏大,人員下 到地下閥井中工作,由于空間狹小,開關過程容易碰傷。有時因閥井內積水嚴重,在 積水中工作,對身體造成傷害。日常管網跑水搶修時,常常需要進入閥井關閉控制閥 門。但是,在實際操作中,不是由于閥井較小,就
新型閥門與接管不拆出閥芯的成功施焊熱門文檔
閥門接管焊縫缺陷定位技術研究 閥門接管焊縫缺陷定位技術研究
格式:pdf
大小:279KB
頁數:4P
4.6
以某工程用的不銹鋼閥為例,論述了特殊材料的復雜形狀工件缺陷定位的意義、定位的理論依據、實施的過程,以及具體的作法,得出了相應的結論。可供在工程實踐中,遇到同類問題時借鑒
位移電反饋型比例節流閥的閥芯設計改進 位移電反饋型比例節流閥的閥芯設計改進
格式:pdf
大小:145KB
頁數:3P
4.4
通過分析普通電磁換向閥在換向時引起的壓力沖擊δpz,及對位移電反饋型比例節流閥(以下簡稱:比例節流閥)引起系統振動及噪音的原因分析后,對比例節流閥的閥芯進行適當改進,并對改進后的閥及系統進行理論分析,證實了改進的合理性。
閥芯型面對燃氣閥性能的影響 閥芯型面對燃氣閥性能的影響
格式:pdf
大小:643KB
頁數:4P
4.8
研究燃氣閥閥芯型面對閥門性能的影響.利用計算流體力學方法和動態網格技術對3種具有不同閥芯的燃氣閥內流場進行模擬.利用子程序計算了閥芯的運動情況,并用冷氣實驗對數值計算進行驗證.計算結果表明,凸面式閥門穩定較快,燃燒室壓力較大且提供給氣動元件的氣流流量較大也較穩定;直線式、凸面式閥門在閥芯拐點處出現峰值且溫度高于凹面式閥門溫度峰值.
閥門焊接的相關標準
格式:pdf
大小:9KB
頁數:1P
4.6
閥門焊接的相關標準 在石油、化工、冶金和能源工業中,閥門是得到廣泛應用的流體控制設備之 一。作為管道系統的重要組成部分,閥門的規格和種類很多,作用也不同。有的 用來接通或截斷介質,調節介質壓力或流量,防止介質壓力超過規定的數值,保 證管道或設備的安全運行。也有的用來分離、混合或分配介質,以保證系統工藝 條件。由于閥門在管道系統中的作用,閥門的制造工藝將直接影響到管道設備的 安全運行。所以,《壓力管道元件制造安全注冊與管理辦法》規定,閥門的制造 單位應接受安全注冊,只有具有安全注冊的制造單位生產的閥門才可用于壓力管 道。 隨著工況需求的不斷發展,對閥門性能的要求也越來越高,產品制造中的有 關工藝也越來越得到重視。由于閥門與管道元件相關的技術規范不齊全,如有關 閥門的焊接、耐蝕堆焊和耐磨堆焊等沒有明確的規定。而閥門的特殊性,是否可 以沿用相關鍋爐壓力容器壓力管道制
閥門焊接相關標準的討論
格式:pdf
大小:59KB
頁數:2P
4.5
文章編號:100225855(2007)0120023202 作者簡介:楊惠谷(1960-),高級工程師,從事閥門檢驗工作。 閥門焊接相關標準的討論 楊惠谷,湯建,顧福明 (上海市特種設備監督檢驗技術研究院,上海200000) 摘要 介紹了閥門制造及監督檢驗中遇到的焊接工藝評定、焊工考試及焊后熱處理等問題。 分析了相關的考試規則,指出了閥門制造中遇到有關的問題時,采用現行壓力容器、壓力管道規 范的局限性,提出了今后在法規修訂時應考慮閥門的特殊性并增加相應的條款等建議。 關鍵詞 焊接工藝評定;焊工考試;標準;閥門焊接 中圖分類號:th134 文獻標識碼:a weldingstandardresearchinmanufacturingofthevalve yanghu
新型閥門與接管不拆出閥芯的成功施焊精華文檔
閥門焊接相關標準的討論 閥門焊接相關標準的討論
格式:pdf
大小:268KB
頁數:2P
4.6
介紹了閥門制造及監督檢驗中遇到的焊接工藝評定、焊工考試及焊后熱處理等問題。分析了相關的考試規則,指出了閥門制造中遇到有關的問題時,采用現行壓力容器、壓力管道規范的局限性,提出了今后在法規修訂時應考慮閥門的特殊性并增加相應的條款等建議。

閥門焊接的相關標準 (2)
格式:pdf
大小:10KB
頁數:5P
4.4
閥門焊接的相關標準 內容來源自網絡 在石油、化工、冶金和能源工業中,閥門是得到廣泛應用的流體控制設備之 一。作為管道系統的重要組成部分,閥門的規格和種類很多,作用也不同。有的用來接通或截 斷介質,調節介質壓力或流量,防止介質壓力超過規定的數值,保 在石油、化工、冶金和能源工業中閥門是得到廣泛應用的流體控制設備之一。 作為管道系統的重要組成部分閥門的規格和種類很多作用也不同。有的用來接通或截斷介質 調節介質壓力或流量防止介質壓力超過規定的數值保證管道或設備的安全運行。也有的用來 分離、混合或分配介質以保證系統工藝條件。由于閥門在管道系統中的作用閥門的制造工藝 將直接影響到管道設備的安全運行。所以《壓力管道元件制造安全注冊與管理辦法》規定閥 門的制造單位應接受安全注冊只有具有安全注冊的制造單位生產的閥門才可用于壓力管道。 隨著工況需求的不斷發展對閥門性能的要求也越來越高產品
新型耐磨自動閥門的探討 新型耐磨自動閥門的探討
格式:pdf
大小:144KB
頁數:3P
4.5
通過對目前閥門使用現狀和磨損形式的分析,提出了新型耐磨自定閥門的技術方案,從材質和結構上解決了目前閥門存在的問題。
高溫閥門與接頭的焊接 高溫閥門與接頭的焊接
格式:pdf
大小:82KB
頁數:1P
4.7
我廠生產的閥門與接頭焊接后組成長期高溫工作的蒸汽閥控制部分,為保證焊接質量,我們通過焊接特點及工藝性試驗分析,制定出了如下焊接工藝。1.焊接特點分析(1)閥門與接頭材質均為cr5mo耐熱鋼,由于焊縫的組織、性能不均勻,所以焊接時有淬硬傾向,易產生冷裂紋。熔合線附近為硬化區,焊接過程溫度應不能低于ms點。另外,峰值溫度處于a_(c1),附近為軟化區,熱影響區的軟化可能產生熱
調節閥閥芯結構形式
格式:pdf
大小:847KB
頁數:4P
4.7
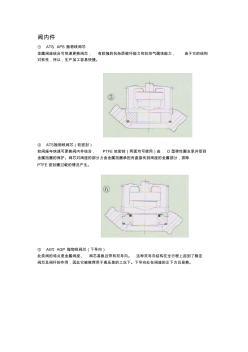
閥內件 ①ats、aps拋物線閥芯 金屬閥座結合可快速更換閥芯,有較強的抗雜質破壞能力和抗空氣腐蝕能力,由于它的結構 對稱性,所以,生產加工容易快捷。 ②ats拋物線閥芯(軟密封) 軟閥座與快速可更換閥內件結合,ptfe軟密封(兩面均可使用)由o型彈性圈支承并受到 金屬擋圈的保護。閥芯對閥座的部分力由金屬擋圈承擔而直接傳到閥座的金屬部分,排除 ptfe密封圈過載的情況產生。 ③agt、agp拋物線閥芯(下導向) 此類閥的特點是金屬閥座、閥芯易換且帶有雙導向。這種雙導向結構在全行程上起到了穩定 閥芯及閥桿的作用,因此它被推薦用于高壓差的工況下。下導向處在閥座的正下方且易換。 ④acb、apc多孔籠式閥內件 金屬閥座與快速可更換閥內件相結合,尤其在高壓差時對液體和可壓縮流體的處理效果更明 顯。液體流動由于氣蝕作用而引起腐蝕,從閥內件孔引出的液流被分成多個氣蝕液噴
新型閥門與接管不拆出閥芯的成功施焊最新文檔

閥門焊接技術
格式:pdf
大小:4.3MB
頁數:37P
4.6
閥門焊接技術 主講人: 原沈陽高中壓閥門廠副總工藝師 高清寶教授級高級工程師 享受國務院特殊津貼 1 講座提綱 1、前言:閥門泄漏與閥門結構的關系; 2、對閥門密封面的技術要求; 3、國內外閥門密封面堆焊材料工藝概況; 4、閥門密封面擦傷機理與堆焊材料試驗方法; 5、85#堆焊合金簡介; 6、137#堆焊合金簡介; 7、高溫耐腐蝕閥門堆焊焊條簡介; 8、代替鈷基合金電站閥門堆焊材料(沈閥6t)簡介; 9、鈷基合金排絲等離子堆焊簡介; 10、焊接工藝文件、焊接工藝評定和api認證驗收應注意的幾個問題; 11、三種高端鎳基合金的閥門堆焊應用; 12、應該推廣三項高效經濟實惠的焊接工藝方法。 2 摘要 今天我以一名老技術工作者的身份與大家共同探討閥門行業密封面所使用材料的技術革新和技術進 步歷程。由于我的經歷,我謹以沈陽高中壓閥門廠這四十年間在閥門密封面材料所經歷的六次技
閥門焊接缺陷及處理
格式:pdf
大小:10KB
頁數:3P
4.8
閥門焊接缺陷及處理 在工業管線的承壓閥門中,鑄鋼閥門由于其成本的經濟性和設計的靈活性,受到廣泛運用。但是 由于鑄造工藝受到鑄件尺寸、壁厚、氣候、原材料和施工操作的種種制約,鑄件會出現砂眼、 氣孔、裂紋、縮松、縮孔和夾雜物等各種鑄造缺陷,尤以砂型鑄造的合金鋼鑄件為更多。因為 鋼中合金元素越多鋼液的流動性越差,鑄造缺陷就更易產生。因此,缺陷判別和制訂合理、經濟、 實用及可靠的補焊工藝來確保補焊后的閥門符合質量要求已成為閥門冷熱加工共同關注的問 題。本文介紹幾種常見鑄鋼件缺陷的補焊方法和經驗(焊條采用舊牌號表示)。 1、缺陷處理 1.1、缺陷判斷 在生產實踐中,有些鑄件缺陷不允許補焊,如貫穿性裂紋、穿透性缺陷(穿底)、蜂窩狀氣孔、無 法清除的夾砂夾渣和面積超過65平方厘米的縮松等,以及雙方合同中約定的其他不能補焊的 重大缺陷。在補焊前應判斷缺陷的類型。 1.2、缺陷
 新型無桿閥門可防止泄漏
新型無桿閥門可防止泄漏 新型無桿閥門可防止泄漏
格式:pdf
大小:153KB
頁數:2P
4.5
在太空發射和太空旅行技術的開發過程中,nasa一直關注對低溫學的研究。nasa利用低溫學這種能產生極低溫度的科學,以及各種材料在這種溫度下的特殊性質,進行多種流體控制和低
 截止閥門銅的閥芯能更換嗎
截止閥門銅的閥芯能更換嗎 截止閥門銅的閥芯能更換嗎
格式:doc
大小:34KB
頁數:4P
4.8
本文將詳細介紹在建設工程領域中,截止閥門銅的閥芯是否能夠更換。我們將從以下幾個方面進行探討:1.截止閥門銅的閥芯結構;2.閥芯更換的必要性;3.如何更換截止閥門銅的閥芯;4.注意事項和常見問題。
調節閥的閥桿與閥芯聯接方法的改進 調節閥的閥桿與閥芯聯接方法的改進
格式:pdf
大小:110KB
頁數:未知
4.4
調節閥是大型合成氨廠不可缺少的控制元件,由于調節閥閥桿與閥芯聯接處產生疲勞斷裂及脫落事故,將會給生產帶來不同程度的影響。為了避免這類事故的出現,介紹幾種閥桿與閥芯的聯接方法。
一種新型電磁換向閥閥芯結構的設計 一種新型電磁換向閥閥芯結構的設計
格式:pdf
大小:119KB
頁數:未知
4.6
從閥芯組件結構方面,介紹一種體積小,結構簡單,耐高壓的電磁換向閥。該電磁換向閥已部分應用到幾種自動化系統。實踐證明其性能穩定,工作可靠。此閥芯組件結構已得到專利授權,專利號為:zl2008201511679.7。
新型閥門與接管不拆出閥芯的成功施焊相關
文輯推薦
知識推薦
百科推薦


職位:內裝施工員
擅長專業:土建 安裝 裝飾 市政 園林


