

新型澳大利亞煤漏斗車底架鋼結(jié)構(gòu)制造工藝
格式:pdf
大小:649KB
頁數(shù):3P
人氣 :91
 4.4
4.4
介紹了新型澳大利亞煤漏斗車底架、牽中梁組成、側(cè)梁與漏斗側(cè)板的結(jié)構(gòu)特點(diǎn),制訂了鋼結(jié)構(gòu)的組焊工藝,通過合理的工藝措施及必要的工藝裝備保證了底架鋼結(jié)構(gòu)的制造質(zhì)量。



 200t專用平車底架鋼結(jié)構(gòu)制造工藝
200t專用平車底架鋼結(jié)構(gòu)制造工藝 200t專用平車底架鋼結(jié)構(gòu)制造工藝
格式:pdf
大小:142KB
頁數(shù):3P
分析了200t專用平車的底架鋼結(jié)構(gòu)及其中、側(cè)梁的結(jié)構(gòu)與組焊工藝,介紹了通過采用合理的工藝措施及使用必要的工藝裝備來保證底架鋼結(jié)構(gòu)質(zhì)量的制造工藝方法。
C80型鋁合金運(yùn)煤敞車底架鋼結(jié)構(gòu)制造工藝 C80型鋁合金運(yùn)煤敞車底架鋼結(jié)構(gòu)制造工藝
格式:pdf
大小:424KB
頁數(shù):3P
分析了c80型鋁合金運(yùn)煤敞車底架及其中梁的結(jié)構(gòu)與組焊工藝,介紹了通過采用合理的工藝措施及使用必要的工藝裝備來保證底架鋼結(jié)構(gòu)質(zhì)量的制造方法。
編輯推薦下載
80t不銹鋼運(yùn)煤敞車底架鋼結(jié)構(gòu)制造工藝 80t不銹鋼運(yùn)煤敞車底架鋼結(jié)構(gòu)制造工藝
格式:pdf
大小:775KB
頁數(shù):3P
4.7
分析了80t不銹鋼運(yùn)煤敞車底架鋼結(jié)構(gòu)的組裝工藝,介紹了通過采用合理的工藝措施和使用必要的工藝裝備來保證底架鋼結(jié)構(gòu)的質(zhì)量。
快速客運(yùn)電力機(jī)車底架制造工藝 快速客運(yùn)電力機(jī)車底架制造工藝
格式:pdf
大小:714KB
頁數(shù):2P
4.4
通過對快速客運(yùn)電力機(jī)車底架制造工藝的深入研究,系統(tǒng)地總結(jié)了快速客運(yùn)電力機(jī)車底架制造的工藝特點(diǎn)、工藝難點(diǎn)等,同時給出了相對應(yīng)的工藝方法,工藝措施,并且經(jīng)過驗(yàn)證,這些具體的工藝方法具有很強(qiáng)適用性,為類似結(jié)構(gòu)的底架制造提供有效的借鑒和應(yīng)用。
新型澳大利亞煤漏斗車底架鋼結(jié)構(gòu)制造工藝熱門文檔
新型鋁合金煤炭漏斗車車體制造工藝 新型鋁合金煤炭漏斗車車體制造工藝
格式:pdf
大小:206KB
頁數(shù):3P
4.6
分析了鋁合金煤炭漏斗車中梁組成、底架組成、側(cè)墻組成、底門及開閉機(jī)構(gòu)組成的結(jié)構(gòu)及制造難點(diǎn),介紹了通過合理的工藝措施及使用必要的工藝裝備來保證車體鋼結(jié)構(gòu)制造質(zhì)量的工藝方法。
新型鋁合金煤炭漏斗車車體制造工藝 新型鋁合金煤炭漏斗車車體制造工藝
格式:pdf
大小:1.5MB
頁數(shù):3P
4.5
分析了鋁合金煤炭漏斗車中梁組成、底架組成、側(cè)墻組成、底門及開閉機(jī)構(gòu)組成的結(jié)構(gòu)及制造難點(diǎn),介紹了通過合理的工藝措施及使用必要的工藝裝備來保證車體鋼結(jié)構(gòu)制造質(zhì)量的工藝方法.
澳大利亞不銹鋼礦石車制造工藝 澳大利亞不銹鋼礦石車制造工藝
格式:pdf
大小:589KB
頁數(shù):3P
4.6
簡要描述了出口澳大利亞不銹鋼礦石車的產(chǎn)品結(jié)構(gòu),詳細(xì)介紹了該車的制造工藝,包括沖壓工藝、車體組裝工藝以及轉(zhuǎn)向架工藝,并針對實(shí)際情況提出了重點(diǎn)控制部位。通過試制生產(chǎn)進(jìn)一步驗(yàn)證了該車制造工藝的可靠性。
重載貨運(yùn)電力機(jī)車底架制造工藝 重載貨運(yùn)電力機(jī)車底架制造工藝
格式:pdf
大小:689KB
頁數(shù):2P
4.3
通過對一種重載貨運(yùn)電力機(jī)車車體底架鋼結(jié)構(gòu)進(jìn)行分析,制定出車體底架的整體制造工藝流程,工藝特點(diǎn)、要點(diǎn)等,詳細(xì)闡述了底架鋼結(jié)構(gòu)整體以及其部件的制造工藝方法和措施.經(jīng)過批量生產(chǎn)驗(yàn)證,工藝方法和工藝措施合理、有效.
快速客運(yùn)電力機(jī)車底架制造工藝 快速客運(yùn)電力機(jī)車底架制造工藝
格式:pdf
大小:714KB
頁數(shù):2P
4.6
通過對快速客運(yùn)電力機(jī)車底架制造工藝的深入研究,系統(tǒng)地總結(jié)了快速客運(yùn)電力機(jī)車底架制造的工藝特點(diǎn)、工藝難點(diǎn)等,同時給出了相對應(yīng)的工藝方法,工藝措施,并且經(jīng)過驗(yàn)證,這些具體的工藝方法具有很強(qiáng)適用性,為類似結(jié)構(gòu)的底架制造提供有效的借鑒和應(yīng)用。
新型澳大利亞煤漏斗車底架鋼結(jié)構(gòu)制造工藝精華文檔
K72-AUS型礦石漏斗車制造工藝 K72-AUS型礦石漏斗車制造工藝
格式:pdf
大小:291KB
頁數(shù):2P
4.6
針對k72-aus型漏斗車車體鋼結(jié)構(gòu)復(fù)雜、制造工藝難度大、組裝精度要求高等特點(diǎn),通過對底架、端側(cè)墻、上部組裝等難點(diǎn)工序的工藝分析,制定了相應(yīng)的對策和具體工藝方法,并結(jié)合精益制造理念,從控制大部件組裝尺寸來保證車體組裝精度,用先進(jìn)的制造工藝技術(shù)保證了上部鋼結(jié)構(gòu)制造質(zhì)量,使該車順利通過驗(yàn)收。
出口新加坡石砟漏斗車制造工藝 出口新加坡石砟漏斗車制造工藝
格式:pdf
大小:753KB
頁數(shù):3P
4.3
介紹了出口新加坡用石砟漏斗車的車輛結(jié)構(gòu)、技術(shù)參數(shù)、制造工藝關(guān)鍵控制項(xiàng)點(diǎn),通過采取合理的工藝措施和必要的工藝裝備保證了車輛制造質(zhì)量。

C型不銹鋼地鐵車底架端部的焊接制造工藝
格式:pdf
大小:1.4MB
頁數(shù):4P
4.5
主要介紹了c型不銹鋼地鐵車底架端部組焊的工藝制造方案及工藝驗(yàn)證,分析設(shè)計結(jié)構(gòu)通過控制單件公差、提高工裝精度,預(yù)置焊接反變形、調(diào)修等工藝方法保證端底架平度及各尺寸要求,并摸索規(guī)律以推廣到其他項(xiàng)目,為c型車平臺提供寶貴的經(jīng)驗(yàn)。
出口新加坡石砟漏斗車制造工藝 出口新加坡石砟漏斗車制造工藝
格式:pdf
大小:1.5MB
頁數(shù):3P
4.4
介紹了出口新加坡用石砟漏斗車的車輛結(jié)構(gòu)、技術(shù)參數(shù)、制造工藝關(guān)鍵控制項(xiàng)點(diǎn),通過采取合理的工藝措施和必要的工藝裝備保證了車輛制造質(zhì)量。
硫磺漏斗車車體制造工藝
格式:pdf
大小:1.3MB
頁數(shù):2P
4.8
阿聯(lián)商硫續(xù)漏斗車是出口阿聯(lián)酋的鐵路貨車,用于運(yùn)輸破續(xù)顆粒.該車結(jié)構(gòu)復(fù)雜,工藝難度大.本文分析該車的制造難點(diǎn),并提出解決方案.通過試制和批量生產(chǎn)驗(yàn)證,本文闡述的制造工藝有效保證了車輛制造質(zhì)量和批量生產(chǎn)能力.
新型澳大利亞煤漏斗車底架鋼結(jié)構(gòu)制造工藝最新文檔
香港E&M工程平車底架鋼結(jié)構(gòu)組裝工藝
格式:pdf
大小:125KB
頁數(shù):2P
4.4
介紹了香港e&m工程平車底架鋼結(jié)構(gòu)的組裝工藝,分析了組裝工藝難點(diǎn),論證了采用必要的工藝裝備、合理的工藝措施來保證底架鋼結(jié)構(gòu)質(zhì)量的可行性和合理性。
KZ_(70)型石碴漏斗車車體制造工藝 KZ_(70)型石碴漏斗車車體制造工藝
格式:pdf
大小:428KB
頁數(shù):3P
4.5
針對kz_(70)型石碴漏斗車車體結(jié)構(gòu)復(fù)雜,制造困難的特點(diǎn),介紹了該車車體結(jié)構(gòu)和制造工藝。通過對難點(diǎn)和關(guān)鍵部位的工藝分析,制定了相應(yīng)的對策和具體工藝方法,并對新工藝進(jìn)行了試驗(yàn),確定了合理的工藝方案。
KM70型煤炭漏斗車側(cè)墻組成制造工藝 KM70型煤炭漏斗車側(cè)墻組成制造工藝
格式:pdf
大小:475KB
頁數(shù):5P
4.6
分析了km70側(cè)墻組成結(jié)構(gòu),比較了5種組焊的試驗(yàn)方法,從中找出最有利于保證側(cè)板平面度的組焊工藝。
KM70型煤炭漏斗車側(cè)墻組成制造工藝
格式:pdf
大小:131KB
頁數(shù):5P
4.7
分析了km70側(cè)墻組成結(jié)構(gòu),比較了5種組焊的試驗(yàn)方法,從中找出最有利于保證側(cè)板平面度的組焊工藝。
鋼結(jié)構(gòu)制造工藝
格式:pdf
大小:10KB
頁數(shù):5P
4.3
1、鋼結(jié)構(gòu)制造工藝 (1)材料 本工程鋼構(gòu)件所采用的鋼材必須具備出廠質(zhì)量保證書,并經(jīng)復(fù)試 合格。 鋼材未進(jìn)入車間之前,必須由專人負(fù)責(zé)逐張檢驗(yàn)后方可待用。 進(jìn)入車間施工的材料均應(yīng)平整、無彎曲、波浪、變形,如存在以 上缺陷的材料必須矯正后方可號料。 (2)放樣、號料 在進(jìn)行放樣和制作樣板時應(yīng)認(rèn)真核對圖紙上的每一尺寸,有疑問 時應(yīng)及時向技術(shù)部門提出。 樣板上的定位標(biāo)記應(yīng)根據(jù)需要加放焊接收縮量。 凡主要構(gòu)件需拼接時應(yīng)使其主應(yīng)力方向與鋼板軋制方向保持一 致。 號料前的鋼材變形矯正,應(yīng)采用“機(jī)械矯正法”,如采用“火焰 矯正法”,必須嚴(yán)格控制加熱溫度在700攝氏度左右。 號料時必須予先留有割切縫隙的余量。 (3)鋼桁梁制作 按圖紙實(shí)際尺寸放樣出零件加工切割的各種樣板。鋼桁梁所有高 強(qiáng)螺栓連接板,在未裝配之前必須逐件驗(yàn)收后方可裝配,對裝配后的 連接板必須經(jīng)專職檢查人員確認(rèn)無誤后方可焊接。
K13型礦石底漏斗車制造工藝研究 K13型礦石底漏斗車制造工藝研究
格式:pdf
大小:98KB
頁數(shù):2P
4.4
通過對k13型礦石底漏斗車結(jié)構(gòu)進(jìn)行分析,找出制造工藝難點(diǎn),并制定相應(yīng)的應(yīng)對措施.

淺析新型M11敝車車體鋼結(jié)構(gòu)制造工藝
格式:pdf
大小:73KB
頁數(shù):2P
4.5
本文介紹了新型m11敝車車體主要結(jié)構(gòu),闡述了車體鋼結(jié)構(gòu)制造工藝過程及車體制造工藝問題采取相應(yīng)的工藝措施。
空調(diào)客車底架結(jié)構(gòu)探討
格式:pdf
大小:245KB
頁數(shù):2P
4.8
通過對空調(diào)客車制冷機(jī)組的布置及后部疊合梁的受力分析及強(qiáng)度核算,選擇并確定在原普通型客車底架基礎(chǔ)上的改進(jìn)結(jié)構(gòu)。
工廠鋼結(jié)構(gòu)制造工藝設(shè)計
格式:pdf
大小:68KB
頁數(shù):17P
4.4
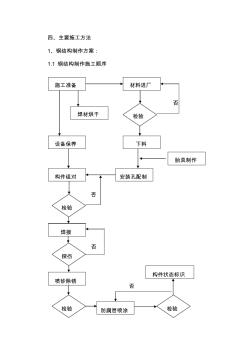
四、主要施工方法 1、鋼結(jié)構(gòu)制作方案: 1.1鋼結(jié)構(gòu)制作施工順序 否 否 否 否 施工準(zhǔn)備材料進(jìn)廠 焊材烘干 設(shè)備保養(yǎng) 檢驗(yàn) 下料 構(gòu)件狀態(tài)標(biāo)識 胎具制作 安裝孔配制構(gòu)件組對 檢驗(yàn) 焊接 探傷 噴砂除銹 檢驗(yàn)防腐層噴涂檢驗(yàn) 1.2材料 1.2.1制作輕鋼結(jié)構(gòu)廠房的鋼材應(yīng)符合下列規(guī)定: q235b應(yīng)符合gb700規(guī)定 1.2.2所用的材料必須符合圖紙?jiān)O(shè)計要求,并需有質(zhì)量證明書。 1.2.3鋼材表面:邊緣和斷面不應(yīng)有氣孔、結(jié)疤、重皮、夾渣、 表面銹蝕;麻點(diǎn)和刻痕的深度不得超過鋼板厚度負(fù)偏差的一半。 1.2.4材料代用時必須在設(shè)計部門審批同意后,方可代用。 1.3制造程序: 1.3.1由于工程量大,工期(制安工期)短。因此,在制造開始 前須做好以下工作: ①中標(biāo)后按網(wǎng)絡(luò)圖要求,備好原材料。 ②剛柱、斜梁等構(gòu)件及c型鋼檁條、柱間支撐制作好后集總進(jìn)行 噴砂除銹處理。經(jīng)驗(yàn)
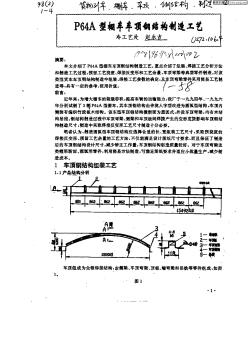
P64A型棚車車頂鋼結(jié)構(gòu)制造工藝
格式:pdf
大小:106KB
頁數(shù):4P
4.5
本文介紹了p64a型棚車車頂鋼結(jié)構(gòu)制造工藝。重點(diǎn)介紹了組裝、焊接工藝分析方法和制造工藝過程,預(yù)留工藝撓度、焊接反變形和工藝余量,車頂彎梁等典型零件制造。對該類型貨車車頂鋼結(jié)構(gòu)制造中組裝、焊接工藝參數(shù)的確定,及車頂彎梁零件采用簡易工藝制造等,具有一定的參考、使用價值。
新型澳大利亞煤漏斗車底架鋼結(jié)構(gòu)制造工藝相關(guān)
文輯推薦
知識推薦
百科推薦


職位:鋼結(jié)構(gòu)設(shè)計計算師
擅長專業(yè):土建 安裝 裝飾 市政 園林


