

廈門博坦倉儲10萬t級油碼頭大型靠船構件安裝工藝革新
格式:pdf
大小:316KB
頁數:2P
人氣 :52
 4.5
4.5
介紹在廈門博坦10萬t級油碼頭工程中,采用先澆注靠船墩鋼筋混凝土底板,待靠船構件安裝后再澆注接縫混凝土和墩身主體混凝土,成功安裝170 t特大型靠船構件的施工工藝。


廈門博坦倉儲10萬t級油碼頭大型靠船構件安裝工藝革新熱門文檔

集裝箱碼頭大型靠船構件施工方法的改進
格式:pdf
大小:119KB
頁數:4P
4.4
一復差箱砒,吁 集裝箱碼頭大型靠船構件施工方法的改進 三航五公司李若華 -———_— 一 一 、工程概況 連云港集裝箱碼頭是國家重點工程之一。 碼頭共兩個泊位,全長540m,有71個排架, 樁基采用外徑120cm的后張預應力混凝土大 管樁。碼頭預制靠船構件有兩種規格:kg1 型.外型尺寸為258tinx260cmx130cm(見圖 1),預制件重量140kn,共86只;kg2型重8 t.共86只。該工程被公司列為創優單位工程 項目,甲方要求一個泊位一年內交付簡易投產, 其中,靠船構件的安裝和接高澆筑混凝土靠船 板是影響工程進度和質量的關鍵之—。 圖1靠船構件 =用傳統方法施工存在的問囊 排架若采用傳統的施工方法.其程序如下: 安裝吊筋——夾鋼圍圖——安放通長槽鋼—— 鋪底板——
廈門嵩嶼石化倉儲庫10萬t級油碼頭鋼管樁犧牲陽保護設計及實施
格式:pdf
大小:128KB
頁數:4P
4.6
介紹10萬t級油碼頭鋼管樁犧牲陽極陰極保護設計及實施情況。實測所有鋼樁保護電位的在-901 ̄1096mv之間(相對銀/氯化銀/海水參比電極),表明鋼樁得到了充分的保護。
![200T門座機安裝工藝[1]](https://files.zjtcn.com/group1/M00/25/2D/CgoBZ2ADEKeAWfa0AAAPzSixVrc679.jpg)
200T門座機安裝工藝[1]
格式:pdf
大小:81KB
頁數:20P
4.5
1 目錄 一、工程概況,,,,,,,,,,,,,,,, 二、門座機吊裝、安裝工藝流程,,,,,,,, 三、門座機吊裝、安裝施工工藝,,,,,,,, 四、整機試車,,,,,,,,,,,,,,,, 2 一、工程概況 本工程地點在舟山市秀山島,由九院設計,常石集團thb投 資建造兩臺d20048k12型200t門座式起重機,該起重機主要由行 走機構、門座、下轉柱、八撐桿、大針輪、轉盤、人字架、臂架 機房及機房內主起升、副起升、變幅機構、旋轉機構、電氣設備 等組成,由無錫大力起重機有限公司制造,在舟山秀山島thb工 廠三期現場安裝。 針對本工程實際情況,起重機主要部件在吊裝時擬使用一副 360t級龍門桅桿吊,按自下而上的順序進行安裝。為確保在起 重機吊裝、安裝過程中的安全、質量和工期,特編制本方案以利 項目的順利實施。 門座起重機主要技術參數: 起重能力:主鉤:200
廈門博坦倉儲10萬t級油碼頭大型靠船構件安裝工藝革新精華文檔
 某大型油碼頭靠泊小油船兼容性設計
某大型油碼頭靠泊小油船兼容性設計 某大型油碼頭靠泊小油船兼容性設計
格式:pdf
大小:241KB
頁數:未知
4.4
目前大型油船碼頭大都只能靠泊大型油船用以卸油,在靠泊小型油船裝油時往往不能滿足靠泊要求。文中論述了將蝶形布置的碼頭適當變形以及采用靠船墩加上靠船樁簇形式,不僅在主要結構部分可以滿足小型油船的靠泊,在系纜墩部位也可滿足靠泊小型油船的要求。
角碼安裝工藝
格式:pdf
大小:98KB
頁數:2P
4.6
廣州市廣豐裝飾材料有限公司 鋁單板作業指導書 《角碼安裝工藝》 日期:編號:版本:第一頁共二頁: 一、工序說明 角碼是為了把鋁板固定在支架上,而安裝的連接件。 二、工藝流程 三、操作要點 1、根據生產單規定的角碼規格進行用料。 2、按照圖紙規定的間隔數量及角碼的高度進行安裝。如圖紙沒有明確 請示主管后,按常規錯開安裝;即第一個角碼中距邊100㎜,對邊 第一個角碼中距邊200mm,兩角碼之間距離為@350㎜(參考圖例)。 3、在對應板邊的位置上釘上角碼,防止歪曲。 批準:審核:擬議: 沖制角碼片 根據規格 角碼成形 根據高度、角度 檢查板邊孔 間隔350㎜ 釘角碼 按板邊孔位 自檢合格 放行 廣州市廣豐裝飾材料有限公司 鋁單板作業指導書 《角碼安裝工藝》 日期:編號:版本:第二頁共二頁: 四、質量要點 1、角碼的規格厚度、高度、螺釘孔、間隔要符
船閘人字門的安裝工藝 船閘人字門的安裝工藝
格式:pdf
大小:913KB
頁數:4P
4.4
通過多個水利樞紐船閘人字門安裝的經驗總結,形成了一套成熟的人字門安裝工藝。這些安裝工藝有一定的創新和突破,能夠在保證施工安全和質量的前提下,以最快的安裝速度完成施工任務,盡快使船閘通航。
大型汽油儲罐制造安裝工藝探討
格式:pdf
大小:685KB
頁數:3P
4.7
某煉油廠新建10000m^3汽油儲罐采用倒裝提升法制造安裝工藝.文章對該罐施工前的準備、罐底安裝、罐壁安裝、拱頂板安裝工藝進行了分析探討,提出了具體的科學的實工方案.
廈門博坦倉儲10萬t級油碼頭大型靠船構件安裝工藝革新最新文檔
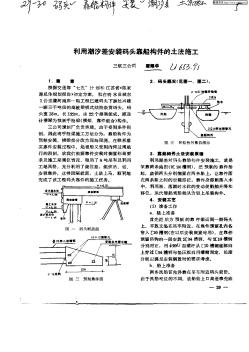
利用潮汐差安裝碼頭靠船構件的土法施工
格式:pdf
大小:73KB
頁數:2P
4.7
弼l『淵矽差工瀚弘 利用潮汐差安裝碼頭靠船構件的土法施工 三航三公司 1.前夸 根據交通部七五計劃和江蘇省《陳家 港總體規劃報告’初定方案,擬在響水縣城東 1公里灌河南岸一期工程已建碼頭下游處興建 一座三千噸級的高樁梁板式結構雜貨碼頭.碼 頭寬15m,長122m,由22個排架組成。原設 計橫梁為預制手槍梁(橫梁、靠件組合)構件. 三公司預制廠負責承建.由于受到條件限 制,因此將手槍梁施工方法分為:靠船構件為 預制安裝,橫梁部分改為現場現澆。在聯系落 實靠件安裝過程中,超重船又受到內河過閘航 行的限制,故我們根據靠件安裝時擱置標高要 求及施工期潮位情況,租用了8噸吊車及種用 工地民船,充分利用了湖位差,組織吊,運、 安裝靠件。這樣因陋就簡,土法上馬,順利地 完成了該工程碼頭靠件的施工任務。 圈一碼頭斷面圉 idxj2璜
船舶管系安裝工藝規范1
格式:pdf
大小:70KB
頁數:8P
4.4
‘船舶管系安裝工藝規范 船舶管系安裝工藝規范插圖 11范圍 本規范規定了船舶管系的安裝前準備、人員、工藝要求、工藝過程和檢驗。 本規范適用于大中型船舶管系的安裝。對于特種船舶或有特殊要求的管系, 應按設計要求,編制相應的工藝文件。 2安裝前準備 2.1熟悉和掌握管系設計圖紙與技術文件,按要求進行安裝準備。 2.2安裝的管子應有合格標記。管端嚴密封口,對封口損壞的管子,安裝前需 用壓縮空氣吹凈管內壁。 2.3安裝的閥門及管件等應有產品檢驗合格證書。并具有良好的清潔封口。法 蘭密封面和螺紋接頭的螺紋不能碰傷或其它損壞,如有損壞應予修正。 2.4安裝的管子、閥門及管件等應對照相應圖樣和技術文件核查其正確性和配 套完整性。 2.5管子和管件安裝前應堆放在環境清潔的場所。 2.6鍍鋅管或鍍鋅零件的鍍層表面應光滑,如在裝焊時局部受到損傷應及時用 富鋅底漆補涂。 2.7

拍門制造及安裝工藝
格式:pdf
大小:54KB
頁數:5P
4.7
太浦河泵站位于江蘇省吳江市廟港鎮境內的太浦河節制閘南側,距東太湖約2公里,距蘇州市約51公里,與已建的太浦河節制閘平列布 置,中心線平行距離200米。 泵站設計流量為300m3/s,安裝有6臺50m3/s的斜軸泵,水泵型式為斜15°斜軸泵,轉輪直徑,配套1600kw異步電動機,水泵最高凈 揚程,設計凈揚程,最低凈揚程。 每一臺斜軸泵有兩個進水孔口和兩個出水孔口,在水泵處匯在一起,泵站在太湖側是進水池,12個孔口,安裝四套檢修閘門;泵站在太 浦河側是出水池,12個孔口,前后兩道閘門,第一道閘門為多葉拍門,第二道閘門為快速工作閘門。在枯水期,太湖水位比太浦河水位 低,為了防止太浦河水倒流回太湖,故安裝多葉拍門,即止回水閘門。中國水利水電第十一工程局機電安裝分局是第一次制造大型拍門。 太浦河泵站多葉拍門的特點: 多葉拍門尺寸為高×寬×厚,每臺工作拍門上有3個
三峽船閘人字門安裝工藝
格式:pdf
大小:14KB
頁數:10P
4.5
三峽船閘人字門安裝工藝 摘要:三峽雙線五級船閘是目前國內乃至世界上最 大的人字門,其設計結構復雜,技術先進,施工難度大。對 人字門的安裝工藝過程作了詳細介紹。 關鍵詞:三峽船閘;人字門;安裝;工藝 1概述 三峽雙線五級船閘是長江三峽水利樞紐工程的主要通 航建筑物,位于樞紐左岸壇子嶺左側,擔負著三峽二期工程 完工后長江通航任務。每線船閘主體段由6個閘首、5個閘 室組成,總長1621m,閘室平面有效尺寸280m×34m(長 ×寬),閘室坎上最小水深5m。每個閘首設有一套(兩扇) 巨型人字閘門。 人字門由門體、背拉桿、防護梁、支墊塊、底止水等組 成,其安裝工程量大,吊裝運輸單元多,外形尺寸及重量大, 且安裝程序復雜,拼裝、焊接技術要求高,主要安裝技術特 性見表1。表1人字門安裝技術特性表序 號項目指標1門葉位置一、二、三、四 閘首五、六閘首
【工程】005廳門安裝工藝
格式:pdf
大小:19KB
頁數:3P
4.7
廳門安裝 1范圍 本工藝標準適用于額定載重量5000kg及以下,額定速度3m/s及以下各類國產曳引驅動 電梯廳門安裝工程。 2施工準備 2.1設備、材料要求: 2.1.1廳門部件應與圖紙相符,數量齊全。 2.1.2地坎、門滑道、廳門扇應無變形、損壞。其它各部件應完好無損,功能可靠。 2.1.3制作鋼牛腿和牛腿支架的型鋼要符合要求。 2.1.4電焊條和膨脹螺栓要有出廠合格證。 2.1.5水泥、砂子要符合第二章的規定。 2.2主要機具: 臺鉆、電錘、水平尺、鋼板尺、直角尺、電焊工具、氣焊工具、線墜、斜塞尺、鐵鍬、 小鏟、榔頭、鑿子。 2.3作業條件: 2.3.1各層腳手架橫桿位置應不妨礙穩裝地坎、廳門安裝的施工要求。 2.3.2各層廳門口及腳手板上干凈,無雜物。防護門安全可靠。有防火措施,設專人 看火。 3操作工藝 3.1工藝流程:
005_廳門安裝工藝 (2)
格式:pdf
大小:51KB
頁數:4P
4.3
表c2-1 技術交底記錄 工程名稱 分部(項)或 構件名稱 內容: 廳門安裝 1范圍 本工藝標準適用于額定載重量5000kg及以下,額定速度3m/s及以下各類國產曳引驅動電梯 廳門安裝工程。 2施工準備 2.1設備、材料要求: 2.1.1廳門部件應與圖紙相符,數量齊全。 2.1.2地坎、門滑道、廳門扇應無變形、損壞。其它各部件應完好無損,功能可靠。 2.1.3制作鋼牛腿和牛腿支架的型鋼要符合要求。 2.1.4電焊條和膨脹螺栓要有出廠合格證。 2.1.5水泥、砂子要符合第二章的規定。 2.2主要機具: 臺鉆、電錘、水平尺、鋼板尺、直角尺、電焊工具、氣焊工具、線墜、斜塞尺、鐵鍬、小鏟、 榔頭、鑿子。 2.3作業條件: 2.3.1各層腳手架橫桿位置應不妨礙穩裝地坎、廳門安裝的施工要求。 2.3.2各層廳門口及腳手板上干凈,無雜
005_廳門安裝工藝
格式:pdf
大小:52KB
頁數:4P
4.3
tj1.5 技術交底記錄 工程名稱施工單位 交底部位工序名稱 交底提要: 交底內容: 廳門安裝 1范圍 本工藝標準適用于額定載重量5000kg及以下,額定速度3m/s及以下各類國產曳引驅動電梯廳門安裝 工程。 2施工準備 2.1設備、材料要求: 2.1.1廳門部件應與圖紙相符,數量齊全。 2.1.2地坎、門滑道、廳門扇應無變形、損壞。其它各部件應完好無損,功能可靠。 2.1.3制作鋼牛腿和牛腿支架的型鋼要符合要求。 2.1.4電焊條和膨脹螺栓要有出廠合格證。 2.1.5水泥、砂子要符合第二章的規定。 2.2主要機具: 臺鉆、電錘、水平尺、鋼板尺、直角尺、電焊工具、氣焊工具、線墜、斜塞尺、鐵鍬、小鏟、榔頭、 鑿子。 2.3作業條件: 2.3.1各層腳手架橫桿位置應不妨礙穩裝地坎、廳門安裝的施工要求。 2.3.2各層廳門口

通風機安裝工藝、廳門安裝工藝
格式:pdf
大小:38KB
頁數:7P
4.5
通風機安裝 1范圍 本工藝標準適用于風壓低于3kpa(≈300mmh2o)范圍內的中低壓離心式或軸流式通 風機,以及同等原理的各類型風機。 2施工準備 2.1材料及主要機具: 2.1.1通風、空調的風機安裝所使用的主要材料,成品或半成品應有出廠合格證或質 量鑒定文件。 2.1.2風機開箱檢查,皮帶輪,皮帶,電機滑軌及地腳螺栓是否齊備,符合設計要 求。有無缺損等情況。 2.1.3風機軸承清洗,充填潤滑劑其粘度應符合設計要求,不應使用變質或含有雜物 的潤滑劑。 2.1.4地腳螺栓灌注時,應使用與混凝土基礎同等級混凝土,決不能使用失效水泥灌 注。 2.1.5倒鏈、滑輪、繩索、撬棍、活動扳手,鐵錘、鋼絲鉗、螺絲刀、水平尺、鋼板 尺、鋼卷尺、線墜、平板車、高凳、電錘、油桶、刷子、棉布、棉絲等。 2.2作業條件: 2.2.1施工現場環境,除機房內的裝修和地面
廈門博坦倉儲10萬t級油碼頭大型靠船構件安裝工藝革新相關
文輯推薦
知識推薦
百科推薦


職位:方案預算造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


