

基于現場總線的彩鋼板自動生產線控制系統
格式:pdf
大小:781KB
頁數:6P
人氣 :76
 4.5
4.5
設計開發了彩鋼板自動生產線控制系統,闡述了CC-LINK現場總線通信系統及三個控制從站的設計原理.實踐表明,該控制系統控制精度高、投資少、運行可靠,滿足了企業的需求.



 基于PLC的熱浸鋅自動生產線控制系統
基于PLC的熱浸鋅自動生產線控制系統 基于PLC的熱浸鋅自動生產線控制系統
格式:pdf
大小:703KB
頁數:3P
基于西門子公司s7-200plc研制了熱浸鋅自動化生產線控制系統。在工藝生產線設計的基礎上設計了硬件,并編寫了軟件,使用開環控制和閉環控制相結合的方法,實現了熱浸鋅生產線的自動化。結果表明控制系統穩定可靠,生產效率和產品質量都有很大提高。
基于Profibus現場總線的塑料膜片生產線控制系統 基于Profibus現場總線的塑料膜片生產線控制系統
格式:pdf
大小:493KB
頁數:3P
闡述了由abb變頻器、人機界面(hmi)及s7-300plc組成的塑料膜片生產線自動控制系統。該系統采用現場總線、卷取應用宏、觸控等先進控制技術,具有精確的控制性能,良好的動態特性,能夠實現工廠網絡化、信息化。
編輯推薦下載
現場總線控制系統的工程設計
格式:pdf
大小:713KB
頁數:5P
4.4
根據穆格萊德油田開發項目現場總線系統fcs的設計和試運經驗,全面介紹了現場總線系統的設計原則和方法。同時也介紹了與現場總線控制系統有關的術語和概念。設計原則主要涉及系統的開放性、有效性、安全性、有效性與安全性平衡以及經濟適用性等原則;設計方法包含了設計周期的兩個部分——概念設計和詳細設計。詳細設計主要涉及網絡設計、設備選型、系統組態及文檔創建等。為同類系統的設計提供了可以借鑒的原則和方法。
現場總線控制系統的工程設計
格式:pdf
大小:202KB
頁數:4P
4.6
根據穆格萊德油田開發項目現場總線系統(fieldbuscontrolsystem)的設計和試運經驗,介紹了現場總線系統的設計原則和設計方法。設計原則主要包括系統的開放性、有效性、安全性、有效性與安全性平衡以及經濟適用性等原則;設計方法包含了總線系統的概念設計和詳細設計,主要涉及網絡設計、設備選型、系統組態及文檔創建等。為同類系統的設計提供了可以借鑒的經驗。
現場總線的彩鋼板自動生產線控制系統熱門文檔
現場總線控制系統及總線電纜
格式:pdf
大小:81KB
頁數:6P
4.5
現場總線控制系統及總線電纜 馮林編輯 讀者提問:什么是總線電纜 總線電纜并不是一種復雜的產品,但從事電纜制造者,對此名稱不太習慣而已。 一、現場總線控制系統的用途 現場總線控制系統是從上世紀八十年代中期發展起來的。經歷了十幾年的時間,現場總線控制技術已 經被廣泛應用于汽車、造紙、紡織、煙草、機械、石油化工、電力、樓宇自控等各個控制領域。現場 總線控制技術由于其巨大的技術優勢,被認為是工業控制發展的必然趨勢,將逐步取代傳統的plc點 對點接線的控制方法。現場總線控制系統自上世紀九十年代走向實用化以來正以迅猛的勢頭快速發展, 是目前世界上最新的控制系統。是目前自動化技術的一個熱點,正受到國內外自動化設備制造商與用 戶越來越強烈的關注。現場總線控制系統將給自動化領域帶來又一次革命,其深度和廣度將超過歷史 上的任何一次,從而開創自動化的新紀元。 簡單的說現場總線是一種串行的數字數據通訊鏈路
 基于CC-Link現場總線技術改造鋁塑復合管高速生產線控制系統
基于CC-Link現場總線技術改造鋁塑復合管高速生產線控制系統 基于CC-Link現場總線技術改造鋁塑復合管高速生產線控制系統
格式:pdf
大小:675KB
頁數:2P
4.4
文章分析了鋁塑復合管高速生產線的生產流程及控制原理,在充分利用原有系統軟硬件資源的前提下,利用rs485、cc-link現場總線技術及串行通訊無順序協議控制方案完成鋁塑復合管高速生產線控制系統結構設計和改造實踐;將原生產線由單plc集中控制改造升級為現場總線集中控制系統,實現生產控制與管理的信息化,提高了系統的可靠性。
包裝生產線控制系統設計
格式:pdf
大小:57KB
頁數:1P
4.5
網絡技術 66 包裝生產線控制系統設計 ◆劉麗娜陳天宇 本論文選取包裝生產線上產品的自動裝箱這個環節為研究對 象,通過兩條包裝及產品傳送帶的傳送完成。選用at89c52單片 機為核心,通過用8255a擴展i/o實現鍵盤及顯示、報警、檢測功能。 首先在鍵盤輸入數值,采用四位led顯示并通過控制兩臺伺服電 機的運動,將產品送入紙箱并包裝然后運走。其系統的關鍵是在 包裝箱到達的時刻,檢測器能準確的輸入信號使傳送帶能在紙箱 剛好到達產品傳送帶的同時停止,并能在裝滿的同時將空箱及時 的到達并將裝滿的箱子運走。 1概述 在工業生產過程中,經常需要對流水線上的產品進行計數和 包裝,傳統的人工方法不僅容易漏計、錯計、勞動強度大、效率 較低。自動化技術的提高能大幅度的提高經濟效益,這在包裝業 中表現的特別明顯。近年來,包裝生產線的自動化、電子監測和 控制系統持續發展,使的包
OCKWELL汽車總裝生產線控制系統
格式:pdf
大小:30KB
頁數:3P
4.6
ockwell汽車總裝生產線控制系統 一、引言 devicenet現場總線是世界一流的自動化控制和信息解決方案供應商— —美國羅克韋爾自動化(rockwellautomation)公司推出的最優的工業控制網 絡技術——netlinx的底層網絡。devicenet具有開放、低價、可靠、高效的優 點,特別適合于高實時性要求的工業現場的底層控制。 devicenet現已成為國際標準iec62026-3(2000-07)低壓開關設備和控 制設備—控制器-設備接口,也已被列為歐洲標準en50325。此外,devicenet 實際上是亞洲和美洲的設備網標準。devicenet得到了世界各地眾多制造商的 支持,已經注冊的符合devicenet規范的產品有數千種,實際應用的devicenet 節點設備已達數百萬個。在北美和日本,devicenet在同類產品中占
現場總線的彩鋼板自動生產線控制系統精華文檔
U型生產線控制系統設計 U型生產線控制系統設計
格式:pdf
大小:942KB
頁數:2P
4.7
從目前市場來看,質量已經有標準來衡量,采購也都是集中采購形式,利潤在各廠家的竟爭下已做到了最低,在這種形式下,最直接的贏利方式就是產量。在這種形式下,企業更注重進行技術改革,生產線滿足了它們的要求,從而對傳送設備就要有更高的要求。
恒基彩涂板自動生產線智能控制設計 恒基彩涂板自動生產線智能控制設計
格式:pdf
大小:113KB
頁數:2P
4.4
介紹了彩涂板自動生產線的基本組成及智能控制系統的設計,闡述了plc控制原理及驅動原理,該生產線能自動完成彩涂板的生產加工。
電纜生產線控制系統探討
格式:pdf
大小:555KB
頁數:5P
4.4
電纜生產線控制系統探討 收藏此信息打印該信息添加:用戶發布來源:未知 1引言 現在電纜工業具有復雜、規模大、高速、高效的特點,因而對生產自動化提出了越來越高的 要求。隨著半導體集成電路大規模的發展,電線設備從早期的分立元件構成的簡單邏輯線路 系統,發展到cpu數字化平臺的智能化儀表和計算機構成的獨立控制系統。目前大多數采 用ipc和plc及智能儀表等自動化控制技術集成控制生產線的流程線。 本文研討通過張力信號控制電機的轉速,使電纜生產線上電線的張力接近為零。 2生產工藝問題分析 我們采用的電纜生產過程為:為保證擠塑機機筒內塑料溫度恒定,設備采用水、風同時冷卻 方式。當機頭擠出塑料溫度、光澤、速度合適時,啟動生產線。在聯動控制狀態下,放線機、 擠塑機、牽引機、收線機的運行速度能夠根據生產工藝要求和生產經驗自動調整,以達到張 力合適,穩定生產
現場總線控制系統在火電廠的應用 現場總線控制系統在火電廠的應用
格式:pdf
大小:58KB
頁數:1P
4.7
介紹了一種新型控制系統fcs(fieldbuscontrolsystem)的基本概念,在火電廠的應用、存在的問題及前景。
現場總線的彩鋼板自動生產線控制系統最新文檔
現場總線控制系統及總線電纜模板
格式:pdf
大小:34KB
頁數:5P
4.4
現場總線控制系統及總線電纜 馮林編輯 讀者提問:什么是總線電纜 總線電纜并不是一種復雜的產品,但從事電纜制造者,對此名稱不太習慣 而已。 一、現場總線控制系統的用途 現場總線控制系統是從上世紀八十年代中期發展起來的。經歷了十幾年的 時間,現場總線控制技術已經被廣泛應用于汽車、造紙、紡織、煙草、機 械、石油化工、電力、樓宇自控等各個控制領域。現場總線控制技術由 于其巨大的技術優勢,被認為是工業控制發展的必然趨勢,將逐步取代傳 統的plc點對點接線的控制方法。現場總線控制系統自上世紀九十年代走 向實用化以來正以迅猛的勢頭快速發展,是當前世界上最新的控制系統。 是當前自動化技術的一個熱點,正受到國內外自動化設備制造商與用戶越 來越強烈的關注。現場總線控制系統將給自動化領域帶來又一次革命,其 深度和廣度將超過歷史上的任何一次,從而開創
現場總線控制系統在水泥工業中的應用 現場總線控制系統在水泥工業中的應用
格式:pdf
大小:948KB
頁數:5P
4.6
本文介紹了水泥行業自動化發展的歷程,詳細介紹了基于現場總線技術的西門子自動化系統在水泥行業的應用。以及plc、dcs及fcs在水泥企業的生產過程控制系統的不同應用特點。
球扁鋼生產線控制系統研究及其PLC實現 球扁鋼生產線控制系統研究及其PLC實現
格式:pdf
大小:81KB
頁數:2P
4.8
文章論述了濟鋼中型軋鋼廠球扁鋼生產線目前的控制系統不適應市場經濟條件下品種規格多、符合變化范圍大的軋制需求,設計了基于可編程控制器(plc)的軋機電氣控制系統,實現了整個生產線的連鎖自動控制和全程監控,系統的控制自動化水平得到提高,設備運行可靠性明顯提高。
基于PLC的電鍍生產線控制系統的設計
格式:pdf
大小:166KB
頁數:4P
4.8
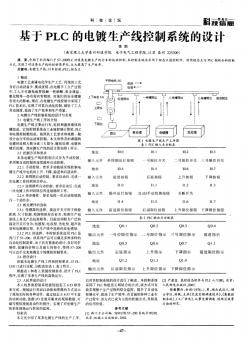
基于plc的電鍍生產線控制系統的設計 2011/6/8/來源:中國電鍍助劑網 余劍 (南京理工大學泰州科技學院電子電氣工程學院,江蘇泰州225300) 摘要:介紹了利用西門子s7-200plc對某條電鍍生產線行車的運動控制,本 控制系統還采用了組態王監控軟件。利用組態王與plc相結合的控制方式,實 現了對這條生產線的控制簡單化,大大提高了生產效率。 關鍵詞:電鍍生產線;行車控制;plc;組態王 1·概述 電鍍工藝隸屬電化學生產工藝,傳統的工藝含有自動設備少,集成度低,在電 鍍手工生產過程中,工人不可避免地要接觸一些硝酸、重金屬鹽、氰化物等一些 有毒有害物質,對他們的安全健康有很大的影響。現在,在電鍍生產線控制中采 用了plc技術后,實現了對其自動化控制,減輕了工人勞動強度,提高了生產 效率和生產質量。 2·電鍍生產線控制系統的設計與實現 2.
 基于啟發式算法的自動生產線控制軟件設計
基于啟發式算法的自動生產線控制軟件設計 基于啟發式算法的自動生產線控制軟件設計
格式:pdf
大小:532KB
頁數:未知
4.3
在一種快速啟發式算法的基礎上,基于微軟mfc單文檔程序框架設計了一款自動生產線控制軟件。該控制軟件作為c/s(客戶端/服務器)結構中的客戶端,利用啟發式算法優化生產線工序的加工序列,采用以太網網絡通信與控制器之間的進行命令交互,實現了生產線加工的優化和自動控制,且實際車間試運行表現良好。
 電力鐵塔自動生產線數控系統
電力鐵塔自動生產線數控系統 電力鐵塔自動生產線數控系統
格式:pdf
大小:110KB
頁數:未知
4.7
廣西送變電建設公司鐵塔廠菲賽普型鋼聯合自動生產線(型號lpa15.34nt)主要用于鐵塔主材(角鋼)的壓號、沖孔及剪切聯合自動加工。該生產線早年從意大利進口,采用專用數控系統,因使用年限較長,數控系統偶爾出現故障,要從意大利進口零配件,價格高、周期長,嚴重影響生產。為不影響生產和徹底解決數控系統的問題,決定對該生產線數控系統進行改造,選用通用型數控系統替換原專用數控系統。
基于PLC的無箱射壓造型生產線控制系統改造
格式:pdf
大小:644KB
頁數:3P
4.6
以生產工藝為依據,用三菱plc對具有垂直分型形式的鑄造造型設備生產線進行改造,實現鑄造過程的自動化。經長期運行表明,系統抗干擾能力得以有效改善,維修方便,產品質量得到保證。
現場總線的彩鋼板自動生產線控制系統相關
文輯推薦
知識推薦
百科推薦


職位:中級大數據工程師
擅長專業:土建 安裝 裝飾 市政 園林


