

關于小尺寸管座角焊縫MT檢測方法的探討
格式:pdf
大小:82KB
頁數:5P
人氣 :97
 4.7
4.7
關于小尺寸管座角焊縫磁軛法 MT 檢測的探討 敬尚前 【摘要】 MT 檢測作為一種表面檢測的有效手段而被廣泛應用于火力發電廠鐵磁性部件和結構 件的表面和近表面缺陷的檢測中, 具有直觀, 易操作,重復性好和檢測靈敏度高等諸多優點。 但在實際檢測中, 針對小尺寸管座角焊縫, 缺陷的檢出率受很多因素的影響, 如磁化方法和 磁化方向的選擇,磁化設備的狀況和磁化規范的貫徹執行等。通過對多種因素的綜合分析, 提出了在小尺寸管座角焊縫磁軛法 MT 時合理的檢測方法。 【關鍵詞】 磁軛法 MT 檢測 小尺寸管座角焊縫 技術分析 前言 火力發電廠的管道及集箱上都有很多小尺寸管座角焊縫,通常將外徑小于 Φ76mm 的 接管的管座角焊縫稱作小尺寸管座角焊縫, 如多數疏水管座角焊縫, 對空排氣管座角焊縫的 取樣管管座角焊縫等。 由于其結構特點和機組啟停過程中溫度變化等原因, 焊縫上會產生較 大的應力, 容易產生缺




汽包中徑管管座角焊縫超聲波探傷方法研究
格式:pdf
大小:303KB
頁數:5P
汽包中徑管管座角焊縫超聲波探傷方法研究 牛曉光 1 ,張彥新 1 ,李中偉 1 ,郝曉軍 1 ,袁啟民 2 ,李海生 2 ,白佑平 2 (1.河北省電力試驗研究所,河北石家莊050021; 2.馬頭發電總廠,河北邯鄲056044) 摘要:提出了利用小角度縱波探頭和橫波探頭相結合對汽包中徑管管座角 焊縫進行超聲波探傷的方法,對小角度縱波探頭進行了設計,對兩種探頭的標準 反射體與判傷標準進行了統一。實踐證明,該方法可以有效解決汽包中徑管管座 關鍵詞 在電站鍋爐承壓部件中,汽包是加熱、蒸發、過熱3個階段的連接樞紐,是 汽包的上升管、飽和導汽管、分散降水管等一般為中徑管,其外徑108~213 mm,壁厚10~22mm,這些中徑管管座以角焊縫的形式與汽包筒體相連接。與汽包 相連的管座在應力作用下的變形與筒體孔邊緣的變形不一致,兩者要相互協調, 必然引起附加的彎曲應力
![管座角焊縫超聲波探傷工藝規程[整理版]](https://files.zjtcn.com/group1/M00/64/4F/CgoBZ2A5kj6AJoDJAAAoLMaM-Ck379.jpg)
管座角焊縫超聲波探傷工藝規程[整理版]
格式:pdf
大小:251KB
頁數:12P
管座角焊縫超聲波探傷工藝規程 1通用部分 a)主題內容與適用范圍 本規程規定了檢驗焊縫及熱影響區缺陷,確定缺陷位置、尺寸和缺陷評定的一般方 法及探傷結果的分級方法。 本規程適用于母材厚度不小于8mm的鐵素體類鋼全焊透熔化焊管座角焊縫脈沖反 射法手工超聲波檢驗。 本規程不適用于鑄鋼及奧氏體不銹鋼焊縫;內徑小于等于200mm的管座角焊縫。 b)文件控制 本規程為xx公司受控文件,未經允許不得復制、轉讓或使用。 c)引用標準 zby344超聲探傷用探頭型號命名方法 zby231超聲探傷用探頭性能測試方法 zby232超聲探傷用1號標準試塊技術條件 zbj04001a型脈沖反射式超聲探傷系統工作性能測試方法 gb11345—1989鋼焊縫手工超聲波探傷方法和探傷結果分級 2檢驗人員 2.1從事焊縫探傷的檢驗人員必須掌握超聲波探傷的基礎技術,具有足夠的
編輯推薦下載

 部分焊透組合焊縫、角焊縫外形尺寸及外觀質量檢查記錄
部分焊透組合焊縫、角焊縫外形尺寸及外觀質量檢查記錄 部分焊透組合焊縫、角焊縫外形尺寸及外觀質量檢查記錄
格式:docx
大小:20KB
頁數:未知
3
部分焊透組合焊縫、角焊縫外形尺寸及外觀質量檢查記錄——部分焊透組合焊縫、角焊縫外形尺寸及外觀質量檢查記錄
部分焊透組合焊縫、角焊縫外形尺寸及外觀質量檢查記錄
格式:pdf
大小:29KB
頁數:1P
4.6
鋼結構b-1403 gb50205-2001(表a.0.3)(5.2.6,5.2.10,5.2.11條)檢查批次:共批,第批 工程名稱:施工單位:制作數量:焊縫型式:◣同類構件名稱: 檢檢檢檢檢檢檢檢 測測測測測測測測 值值值值值值值值 (1)班組長:檢查員: (2)或專業工長:或項目技術負責人: (3) 年月日年月日 (4)5.2.6條檢查內容為主控項目。 部分焊透組合焊縫、角焊縫外形尺寸及外觀質量檢查記錄 檢查項目對接焊縫余高(c)焊縫外觀質量 焊縫規格(mm)hf≤6.0hr>6.0hf≤6.0hr>6.0 焊縫表面不 得有裂紋、 焊瘤等缺陷 (5.2.6條) 焊成凹形的角焊 縫,焊縫金屬與
小尺寸管座角焊縫MT檢測方法熱門文檔
鍋爐集箱插入式管座角焊縫的超聲波檢測 鍋爐集箱插入式管座角焊縫的超聲波檢測
格式:pdf
大小:580KB
頁數:4P
4.3
簡要介紹了電站鍋爐集箱管座角焊的分類及其優缺點。模擬制作了準44.5mm×9.5mm的12crmov插接管的全焊透式集箱管座角焊縫試樣,用超聲波檢測方法對角焊縫內的人工缺陷進行了檢測。分析總結了無缺陷、未焊透、坡口未熔合等焊縫用超聲波檢測時的圖譜特征。現場應用結果表明,利用該方法能夠有效發現缺陷,保證鍋爐的焊接質量及鍋爐機組的安全運行。

鋼結構——焊接—貼角焊縫外形尺寸允許偏差
格式:pdf
大小:23KB
頁數:1P
4.4
鋼結構——焊接—貼角焊縫外形尺寸允許偏差 工序質量評定表表3-12-70 單位工程名稱:部位名稱:工序名稱: 工程數量 序號檢查項目外觀質量標準質量實況 序號實測項目允許偏差(mm) 各實測點偏差值檢查頻率應檢 點數 實檢 點數 合格 點數 合格率 (%) 檢查 方法12345678910范圍點數 1 焊腳寬 (b) 焊腳寬≤6+1.5 0 抽查累計 焊縫長度 的20%, 且不少于 2m 2 用 焊 縫 卡 尺 量 焊腳寬>6+3.0 0 2 焊縫余 高(c) 焊縫余高≤6+1.50 焊縫余高>6+3.0 0 交方班組接方班組 平均合格率(%) 評定等級 工程技術負責人:質檢員:施工員:年月日 注:1..實檢查點數必須
vSENSE-TGY6-2002大口徑管座角焊縫超聲波檢驗工藝規程
格式:pdf
大小:202KB
頁數:11P
4.6
深圳市神視檢驗有限公司 標題:大口徑管座角焊縫超聲波檢驗 工藝規程 文件編號:sense/tgy6-2002版本號:第2版 編制:日期: 審核:日期: 批準:日期: 修改記錄 修改位置修改內容修改人批準人生效日期 1.適用范圍 1.1本規程適用于大口徑管座全焊透角焊縫的超聲波檢驗及其缺陷等級評定。 1.2本規程不適用于鑄鋼、奧氏體不銹鋼材料制成的大口徑管座角焊縫超聲波檢驗。 1.3所謂大口徑管座應滿足: 1.3.1筒身內徑不小于800mm,筒身壁厚不小于40mm且不大于120mm。 1.3.2管外徑不小于250mm,管內徑不小于200。 2.依據文件 jb4730壓力容器無損檢測 gb/t11345鋼焊縫手工超聲波探傷方法和探傷結果的分級 gb/t12604.1無損檢測術語超聲檢測 jb3144鍋爐大口徑管座角焊縫超聲
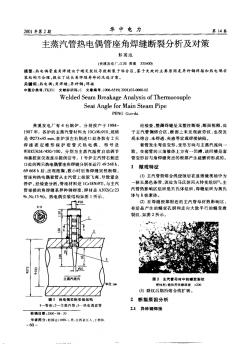
電站鍋爐聯箱管座角焊縫的磁粉檢驗 電站鍋爐聯箱管座角焊縫的磁粉檢驗
格式:pdf
大小:119KB
頁數:2P
4.4
磁粉是檢驗聯箱管座角焊縫表面質量的主要手段。本文介紹了磁粉對某廠聯箱管座角焊縫缺陷檢驗情況,操作工藝要點及影響檢驗結果的主要因素。
小尺寸管座角焊縫MT檢測方法精華文檔
SENSE-TGY6-2002大口徑管座角焊縫超聲波檢驗工藝規程
格式:pdf
大小:205KB
頁數:12P
4.3
深圳市神視檢驗有限公司 標題:大口徑管座角焊縫超聲波檢驗 工藝規程 文件編號:sense/tgy6-2002版本號:第2版 編制:日期: 審核:日期: 批準:日期: 修改記錄 修改位置修改內容修改人批準人生效日期 深圳市神視檢驗有限公司工藝規程文件編號:sense/tgy6-2002標 題:大口徑管座角焊縫超聲波檢驗工藝規程版號:第2版,第1頁共10頁 1.適用范圍 1.1本規程適用于大口徑管座全焊透角焊縫的超聲波檢驗及其缺陷等級評定。 1.2本規程不適用于鑄鋼、奧氏體不銹鋼材料制成的大口徑管座角焊縫超聲波檢驗。 1.3所謂大口徑管座應滿足: 1.3.1筒身內徑不小于800mm,筒身壁厚不小于40mm且不大于120mm。 1.3.2管外徑不小于250mm,管內徑不小于200。 2.依據文件 jb4730壓力容器

型角焊縫超聲波探傷方法的探討概要
格式:pdf
大小:1.5MB
頁數:26P
4.6
目錄 1緒論...........................................................1 1.1超聲波在無損檢測中的應用......................................1 1.2t型角焊縫缺陷特點............................................2 2本文的主要研究內容及實驗方案.............................3 2.1本文主要的研究內容...........................................3 2.2實驗方案......................................................5 3編寫工藝.......................

型角焊縫超聲波探傷方法的探討.
格式:pdf
大小:1.5MB
頁數:26P
4.6
目錄 1緒論...........................................................1 1.1超聲波在無損檢測中的應用......................................1 1.2t型角焊縫缺陷特點............................................2 2本文的主要研究內容及實驗方案.............................3 2.1本文主要的研究內容...........................................3 2.2實驗方案......................................................5 3編寫工藝.......................
馬頭發電廠~#8爐汽包分散降水管管座角焊縫的無損檢測 馬頭發電廠~#8爐汽包分散降水管管座角焊縫的無損檢測
格式:pdf
大小:245KB
頁數:3P
4.7
在大修中對馬頭發電廠#8爐汽包分散降水管管座角焊縫進行了超聲、射線、著色檢驗,檢驗發現了12根分散降水管管座角焊縫存在未焊透、未熔合和裂紋缺陷。介紹了分散降水管管座角焊縫超聲波檢驗存在的問題及在檢驗過程中取得的探傷經驗。
小尺寸管座角焊縫MT檢測方法最新文檔
焊縫外觀缺陷分級及焊接尺寸要求
格式:pdf
大小:50KB
頁數:4P
4.6
宙桓機械股份有限公司 焊縫外觀缺陷分級及焊接尺寸要求 一、主題內容與適用范圍: 本標準規定本企業所有焊接接頭的焊縫外觀缺陷種類和含義及允許缺陷存在的最大限度。 二、引用標準: gb6417金屬熔化焊縫缺陷名稱。 gb/t12469-98鋼熔化焊接接頭的要求和缺陷分級。 國質檢2002版焊工考試與管理規則。 三、外觀缺陷分級: 缺陷名稱說明 缺陷等級 亞(國標)本企業要求級別 未焊滿 由于填充金屬不足,在焊 縫表面形成的連續或斷續 溝槽。 深度:≤0.2+0.02s且 ≤1mm。 長度:每100mm焊縫內 缺陷長≤25mm。 s>4mm壁厚的工件適用, 反之不允許缺陷存在。 咬邊 因焊接造成的焊趾(焊 根)處的溝槽,咬邊可以 是間斷,也可是連續的。 深度:≤0.5mm 長度:①≤100mm ②焊縫兩側咬邊 總長≤1090焊縫全長。 s>4mm壁厚的工
火力發電廠鍋爐管座角焊縫的無損檢測 火力發電廠鍋爐管座角焊縫的無損檢測
格式:pdf
大小:218KB
頁數:2P
4.7
對于火力發電廠鍋爐接管座角焊縫的無損檢測,如何選擇檢測樣本和選擇何種檢測方法才能最合理地反映出受檢總體的質量狀況,是一個關鍵的問題.為此,分析了目前對管座角焊縫檢測所存在的不足,提出利用金屬磁記憶方法篩選管座角焊縫抽查樣本以解決抽查樣本選擇的隨意性問題.介紹了對管座角焊縫表面質量及內部質量進行無損檢測時適用的各種方法,指出合理選用檢測方法是角焊縫檢測質量的重要保證.
中小徑焊管焊縫縱向裂紋的雙壁透照檢測方法的討論 中小徑焊管焊縫縱向裂紋的雙壁透照檢測方法的討論
格式:pdf
大小:309KB
頁數:1P
4.6
介紹在射線檢測中對中小徑焊管透照時,為得到清晰的成像做源在外雙臂透照射定向x射線機的射線線源的擺放和偏移距離的一些討論。
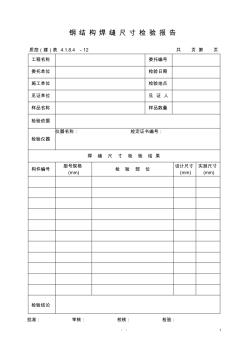
鋼結構焊縫尺寸檢驗報告
格式:pdf
大小:22KB
頁數:2P
4.3
--1 鋼結構焊縫尺寸檢驗報告 質控(建)表4.1.8.4-12共頁第頁 工程名稱委托編號 委托單位檢驗日期 施工單位檢驗地點 見證單位見證人 樣品名稱樣品數量 檢驗依據 檢驗儀器 儀器名稱:檢定證書編號: 焊縫尺寸檢驗結果 構件編號 型號規格 (mm) 檢驗部位 設計尺寸 (mm) 實測尺寸 (mm) 檢驗結論 批準:審核:校核:檢驗: --2

鋼熔化焊角焊縫射線照相方法和質量分級(DL-T541-94)
格式:pdf
大小:565KB
頁數:11P
4.4
中華人民共和國電力行業標準 鋼熔化焊角焊縫射線照相 方法和質量分級dl/t541—94 methodsofradiographictestingandclassificationof measuringresultsforfilletfusionweldedinsteel 中華人民共和國電力工業部1994-06-09批準1994-12-01實施 1主題內容與適用范圍 本標準適用于電力機械、水電設備及水電建筑物鋼結構中t形接頭角焊縫和搭接接頭 角焊縫的射線照相及質量評定。其它類似結構的角焊縫也可以參照采用。 本標準適用于透照厚度(指在一定透照角度下,中心射線束貫穿被檢部位的厚度)為6~ 120mm的鋼熔化焊t形接頭角焊縫、搭接接頭角焊縫的x射線和γ射線照相方法和焊縫的 質量分級。 2引用標準 gb3323鋼熔化焊對接接頭射
探討奧氏體不銹鋼焊縫超聲檢測方法 探討奧氏體不銹鋼焊縫超聲檢測方法
格式:pdf
大小:152KB
頁數:未知
4.6
本文是以板厚為5.5mm和10mm的奧氏體不銹鋼對接焊縫板子為對象進行超聲波檢測,根據奧氏體不銹鋼對接焊縫中晶粒組織特點,采用了普通橫波斜探頭和縱波斜探頭進行試驗。理論分析了不同探頭參數對奧氏體不銹鋼對接焊縫超聲波檢測的影響。通過在試樣上制作的典型的人工缺陷,對比使用普通橫波斜探頭、縱波斜探頭對缺陷的檢測情況,來進一步改善實際探傷工作中的檢測工藝,以選擇更合理的探傷條件。
鋼結構大板梁T型角焊縫超聲波探傷方法選擇
格式:pdf
大小:60KB
頁數:3P
4.7
實踐經驗 鋼結構大板梁t型角焊縫超聲波 探傷方法選擇 劉少印,姚富忠,胡雪翔 (貴州省鍋爐壓力容器檢驗所,貴陽 550002) selectionofthemethodforultrasonicinspection ofthet2filletweldinsteelplategirder liushao2yin,yaofu2zhong,huxue2xiang (boilerandpressurevesselinspectioninstituteofguizhouprovince,guiyang550002,china) 中圖分類號:tg115.28+5 文獻標識碼:b 文章編號:100026656(2001)0920405202 現代化鋼結構廠房的建設,存在著大
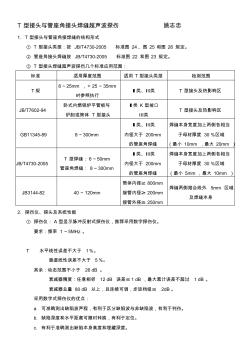
噶米T型接頭與管座角接頭焊縫超聲波探傷技術
格式:pdf
大小:280KB
頁數:18P
4.3
t型接頭與管座角接頭焊縫超聲波探傷姚志忠 1.t型接頭與管座角接焊縫的結構形式 ①t型接頭類型:按jb/t4730-2005標準圖24、圖25和圖26規定。 ②管座角接頭焊縫按jb/t4730-2005標準圖22和圖23規定。 ③t型接頭焊縫超聲波探傷幾個標準應用范圍: 標準適用厚度范圍適用t型接頭類型檢測范圍 t規 8~25mm,>25~35mm 時參照執行 ⅰ類、ⅱ類t型接頭及熱影響區 jb/t7602-94 臥式內燃鍋爐平管板與 爐膽或筒體t型接頭 ⅰ類k型坡口 ⅲ類 t型接頭及熱影響區 gb11345-898~300mm ⅰ類、ⅱ類 內徑大于200mm 的管座角焊縫 焊縫本身寬度加上兩側各相當 于母材厚度30%區域 (最小10mm,最大20mm) jb/t4730-2005 t型焊縫:6~
小尺寸管座角焊縫MT檢測方法相關
文輯推薦
知識推薦
百科推薦


職位:巖土工程師
擅長專業:土建 安裝 裝飾 市政 園林


