




 挖泥泵泵體類鑄件鑄造生產工藝
挖泥泵泵體類鑄件鑄造生產工藝 挖泥泵泵體類鑄件鑄造生產工藝
格式:pdf
大小:108KB
頁數:2P
通過分析挖泥泵泵體類鑄件結構、材質和使用特點,提出了其相應的鑄造工藝及現場實施措施,成功地應用于該類鑄件的鑄造生產并取得了良好效果。
大型高鉻鑄鐵挖泥泵葉輪的鑄造生產實踐 大型高鉻鑄鐵挖泥泵葉輪的鑄造生產實踐
格式:pdf
大小:362KB
頁數:2P
挖泥船的葉輪是水泵過流部分的核心部件,是鑄造生產的難點。鉻系白口鑄鐵目前是國內外耐磨鑄鐵的主流[1],疏浚泵葉輪的選用材質為抗磨白口鑄鐵cr26,它是一種典型的具有良好耐磨性的高鉻鑄鐵,但由于它脆性較強,通常只用于生產形狀簡
編輯推薦下載
大型高鉻鑄鐵挖泥泵葉輪鑄造工藝研究 大型高鉻鑄鐵挖泥泵葉輪鑄造工藝研究
格式:pdf
大小:2.0MB
頁數:2P
 4.6
4.6
高鉻鑄鐵具有良好的耐磨性,但由于其高脆性,通常只用于生產形狀簡單,體積較小的鑄件,為了用高鉻鑄鐵生產挖泥泵葉輪,進行了相應的工藝試驗。通過合理的設計鑄造工藝,利用計算機凝固模擬技術,同時嚴格控制現場生產過程,可成功地生產出形狀復雜,質量較大的高鉻鑄鐵葉輪。其工藝可供同行參考。
砂礫泵泵體鑄造生產工藝研究
格式:pdf
大小:105KB
頁數:1P
4.6
砂礫泵主要用于由于顆粒太大以致于一般渣漿泵不能輸送的強磨蝕性物料的連續輸送。適用于挖泥、吸砂礫、疏浚河道、采礦及金屬冶煉爆渣輸送等。由于輸送物料的腐蝕性,所以一般過流部件多采用耐磨鋼和抗磨白口鑄鐵等。其中泵體是砂礫泵的主要零件,也是最大的耐磨類鑄件。我們公司采用抗磨高鉻鑄鐵材質,由于鑄件較厚,形狀復雜,容易產生縮孔、縮松、裂紋等鑄造缺陷。所以合理的鑄造工藝尤為重
挖泥泵泵體類鑄件鑄造生產工藝分析熱門文檔
大型高鉻鑄鐵挖泥泵葉輪鑄件的研制 大型高鉻鑄鐵挖泥泵葉輪鑄件的研制
格式:pdf
大小:935KB
頁數:3P
4.7
高鉻鑄鐵具有良好的耐磨性,但脆性較嚴重,通常只用于生產形狀簡單,尺寸較小的鑄件。通過設計合理的鑄造工藝,利用計算機凝固模擬技術,同時嚴格控制生產過程,成功地生產出了形狀復雜的大型高鉻鑄鐵葉輪。
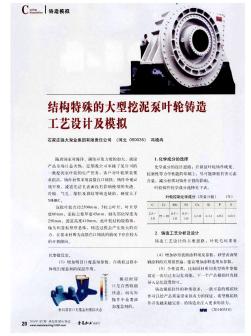
結構特殊的大型挖泥泵葉輪鑄造工藝設計及模擬
格式:pdf
大小:1.0MB
頁數:3P
4.4
隨著國家對海洋、湖泊開發力度的加大,疏浚產品市場日益火熱,近期我公司承接了某公司的一批挖泥泵葉輪的生產任務,客戶對葉輪質量要求很高,鑄件材質采用高鉻白口鑄鐵,鑄件外觀必須平整,流道光潔且表面沒有影響使用的夾渣、冷隔、氣孔、縮松及裂紋等鑄造缺陷,硬度大于50hrc。該批葉輪直徑2500mm,5枚主葉片,葉片厚度60mm,蓋板主要厚度45mm,軸頭部位厚度為
單級雙吸整體式鑄鋼泵體鑄件的鑄造工藝設計
格式:pdf
大小:893KB
頁數:4P
4.6
單級雙吸整體式蝸殼泵體結構復雜,給鑄造工藝的設計及后續的生產帶來很大難度。本文通過對泵體結構進行鑄造工藝性分析并結合以往的生產經驗,提出了切實可行的鑄造工藝方案并進行了生產驗證,對此類泵體的鑄造工藝設計起到借鑒參考作用。
大型水泵用泵體的鑄造工藝
格式:pdf
大小:766KB
頁數:3P
4.7
本文針對一種大型水泵新產品中泵體的鑄造工藝難點,對鑄件生產過程中的關鍵工藝技術進行了分析,詳細地介紹了這種大型水泵新產品中泵體的鑄造工藝,包括模具設計、澆注位置、冒口等。用上述鑄造工藝方法成功生產了長為2650mm,重量約3.7t的水泵新產品中的泵體鑄件,經檢驗,鑄件的化學成分、性能和質量均滿足設計要求,并已成功應用。
液壓閥(泵)體類鑄件鑄造工藝的分析和改進
格式:pdf
大小:374KB
頁數:3P
4.3
液壓閥(泵)體類鑄件按常規主要考慮保證重要加工面的內在質量和便于下芯,導致鑄造工藝不合理,引起錯箱、縮孔縮松、氣孔等缺陷。通過改變澆注位置、改進澆冒系統等措施,采用更為合理的鑄造工藝,較好地解決了這些問題,鑄件質量提高,合格率穩定地保持在95%左右。
挖泥泵泵體類鑄件鑄造生產工藝分析精華文檔


泵閥類鑄件覆砂鐵型鑄造工藝及生產線
格式:pdf
大小:1.4MB
頁數:4P
4.6
介紹了采用覆砂鐵型鑄造工藝生產泵閥類鑄件的優點,詳細闡述了采用覆砂鐵型鑄造工藝生產泵閥鑄件的工藝設計方案:采用開放式澆注系統,澆口比為σf直:σf橫:σf內=1:1.03:1.93,一型4件造型,2個內澆道兩端同時進鐵液,在橫澆道處設置冒口,鑄件型腔覆砂層厚度為8mm,澆注系統覆砂層厚度為12mm。利用數值模擬軟件對鑄件充型和凝固過程進行模擬分析,從而優化工藝設計,提高產品質量。通過對生產線的合理布置與設計,實現了泵閥類鑄件的覆砂鐵型鑄造機械化生產,降低了勞動強度,提高了生產效率。
大型自航耙吸挖泥船泥泵安裝工藝
格式:pdf
大小:222KB
頁數:3P
4.3
文中介紹了大型自航耙吸挖泥船的泥泵安裝工藝,通過實際安裝過程驗證了該安裝工藝的精確度,可為在國內建造自航耙吸挖泥船的泥泵安裝提供可借鑒的安裝工藝。
挖泥泵泵體類鑄件鑄造生產工藝分析最新文檔
絞吸式挖泥船泥泵運行參數配置分析
格式:pdf
大小:259KB
頁數:4P
4.4
結合算例分析了泥泵額定功率對其額定轉速確定的影響,分析了泥泵運行在其驅動設備的恒扭矩區間比較合適的原因,指出按降低柴油機功率來配置泥泵額定轉速并不能達到保護柴油機的作用,而是使水下泥泵負荷降低,應該按照泥泵的負荷特性來設計和配置其驅動設備。通過分析指出在額定功率確定的前提下,泥泵選取較高轉速適應較長的排距。文中的分析與結論可供選配泥泵驅動裝置和確定泥泵額定運行參數時參考。
基于數值模擬的泵體鑄造工藝選擇性研究
格式:pdf
大小:3.0MB
頁數:5P
4.4
根據泵體的產品結構特點,設計出合適的澆注系統。為了更好的節省成本并試制樣件,利用procast模擬軟件對柴油機用的高壓共軌噴油泵鑄鋁件的鑄造生產過程進行cae研究。通過對該泵體兩種鑄造工藝模擬的結果,分析了可能產生鑄造缺陷的位置及其類型,選擇出最適于該泵體的鑄造工藝。最終采用低壓鑄造工藝,根據模擬結果修改模具參數,增加水冷裝置,最終得到合格的泵體鑄件,并投入生產。

大型鈦合金泵體的特種砂型鑄造工藝研究
格式:pdf
大小:1.1MB
頁數:5P
4.4
目的以大型鈦合金泵體為研究對象,研究特種砂型鑄造工藝。方法采用鋁制模具,以鋁礬土混合物為填料進行造型,氧化釔料漿為面層涂料,經高溫燒結后制備成大型鈦合金泵體鑄造用特種砂型鑄型,在真空自耗凝殼爐中進行熔煉澆注,并對鑄件外觀、冶金質量、成分性能及尺寸進行檢驗測試。結果用該鑄造工藝研制的大型鈦合金泵體鑄件成型完整,鑄件表面光潔度可達到6.3μm;鑄件的化學成分和力學性能可以滿足astmb367中c3的指標要求;經熱等靜壓后鑄件內部質量達到了asme1320中7級;熒光檢測結果滿足asmeb16.34中的標準,鑄件尺寸精度可到達ct9級的要求。結論鑄件檢測結果表明,該特種砂型鑄造工藝可以實現大型鈦合金鑄件的制造。
球鐵泵體鑄造工藝的計算機輔助優化
格式:pdf
大小:2.4MB
頁數:7P
4.6
簡要介紹了泵體鑄件的結構、技術要求以及原鑄造工藝;利用數值模擬軟件對泵件初始鑄造工藝進行充型和凝固過程模擬分析,并通過生產驗證所預測鑄造缺陷的情況,進而對鑄造工藝進行優化,最終使鑄件的縮孔、縮松缺陷得以消除,廢品率由原來的35%降低到10%以下。
真空熔模鑄造錫青銅泵體的工藝研究
格式:pdf
大小:1.1MB
頁數:4P
4.4
以彌散強化錫青銅為原料,熔模造型,采用真空澆注制備了具有高尺寸精度、耐高水壓的泵體鑄件。研究結果表明,采用雨淋式澆注系統制備的泵體其入水口端面夾砂嚴重,焊補以后進行5mpa水壓測試,泵體入水口端面與花盤處發生了冒汗現象,金相分析可知花盤與端面處產生了縮松。將內澆口數量減少為4個,尺寸增大,以便于澆注后對泵體入水口端面進行補縮以及夾雜的上浮,采用盆底澆口直徑僅為10mm的石墨澆口杯使得金屬液流穩定,防止沖砂,并在花盤模殼處添加冷鐵阻止該處縮松的產生。最終制得的鑄件基本無缺陷,水壓測試合格,能應用于耐高水壓的領域。
不銹鋼泵蓋類鑄件的鑄造工藝 不銹鋼泵蓋類鑄件的鑄造工藝
格式:pdf
大小:206KB
頁數:未知
4.5
我廠生產的系列耐腐蝕泵的泵蓋結構基本相似,外型尺寸為φ150~φ400mm,質量為30~100kg。其尺寸精度要求高,而且泵蓋要與泵體一起做水壓試驗,其結構如圖1所示。材質大多是不銹鋼,如zg1cr18ni12mo2ti,其化學成分和性能要求見下表。

柴油機噴油泵泵體低壓鑄造工藝與模具設計
格式:pdf
大小:820KB
頁數:4P
4.6
根據耐壓鋁合金噴油泵泵體的產品結構和技術要求,設計金屬型低壓鑄造工藝方案,確定其低壓鑄造工藝參數:澆注溫度為(700±20)℃,充型速度為0.5m/s,充型壓力為0.15mpa,結晶壓力為2.6mpa,保壓時間為80s。設計的低壓鑄造模具,經生產實踐,操作方便,安全可靠,成型鑄件品質良好。

泵體的設計(ug)
格式:pdf
大小:7.1MB
頁數:56P
4.7
泵體 齒輪泵箱體的設計和繪制 一.利用基本曲線中的命令繪制曲線 進入模型空間,調出相應的要應用的命令 1繪制中心線 選擇“首選項”,再選擇“對象”命令,系統彈出“對象首選項”對話 框,把“工作圖層”設置為1,在“類型”的下拉列表中選擇“默認”,“顏色” 設置為“紅色”,“線性”設置為“點畫線”,單擊確定。 單擊“曲線”工具條選擇“基本曲線”,在“基本曲線”中單擊“直線”,點方 式選擇“點構造器”。 (1)在xc.yc.zc的相應位置輸入坐標(0,-10,0),點擊“確定”,再輸入坐 標(0,110,0),點擊兩次“確定”。 (2)輸入坐標(-100,58,0),單擊“確定”,輸入坐標(45,58,0),單擊兩次“確 定”。 (3)輸入坐標(-42,10,0),單擊“確定”,輸入坐標(-42,110,0),單擊兩次“確 定”,結束命令。 結果如下圖所示:
挖泥泵泵體類鑄件鑄造生產工藝分析相關
文輯推薦
知識推薦
百科推薦


職位:安全評價師助理
擅長專業:土建 安裝 裝飾 市政 園林


