

尾巨桉單板/金屬網復合層積材彎曲剛度模型的構建
格式:pdf
大小:679KB
頁數:5P
人氣 :65
 4.5
4.5
根據復合材料力學中的經典層積材理論構建了尾巨桉單板/金屬網復合層積材彎曲剛度的預測模型.經對由20、40和60目不銹鋼金屬網所組成的尾巨桉單板/金屬網層積材進行模型驗證,當不銹鋼金屬網為20和40目時,模型預測值與實測值具有很好的吻合度,相對誤差分別為7.75%與1.38%,但日數為60日時,相對誤差卻達到了84.59%.結果表明,構建的模型能夠準確預測尾巨桉單板/金屬網層積材的彎曲剛度.



 金屬纖維與木單板的復合
金屬纖維與木單板的復合 金屬纖維與木單板的復合
格式:pdf
大小:142KB
頁數:4P
為了賦予木基復合材料電磁屏蔽功能,在脲醛樹脂膠中加入黃銅纖維和不銹鋼纖維作為導電單元,制備三層結構的落葉松復合膠合板,研究金屬纖維不同施加量以及涂膠量對木基復合材料電磁屏蔽性能(se)和膠合強度(st)的影響。結果表明,除sf25-80外,膠合強度均達到或超過國家標準,涂膠量增大對電磁屏蔽效能有不利影響。在施加黃銅纖維條件下,電磁屏蔽效能為6.34~28.76db,電磁屏蔽和膠合強度模型均不顯著;在施加不銹鋼纖維條件下,膠合板的電磁屏蔽效能為13.63~21.14db,電磁屏蔽模型顯著,膠合強度模型不顯著。金屬纖維的加入一方面有利于導電網鏈的形成,但另一方面對膠合強度有不利影響,進而不利于膠合板的導電性,電磁屏蔽性能是這兩個方面綜合作用的結果。
金屬線材反復彎曲
格式:pdf
大小:203KB
頁數:1P
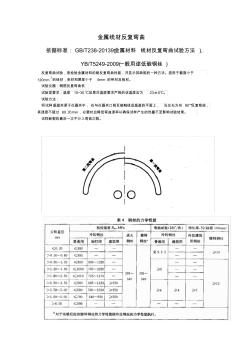
金屬線材反復彎曲 依據標準:gb/t238-20139(金屬材料線材反復彎曲試驗方法), yb/t5249-2009(一般用途低碳鋼絲) 反復彎曲試驗,是檢驗金屬材料的耐反復彎曲性能,并顯示其缺陷的一種方法。適用于截面小于 120mm 2 的線材,條材和厚度小于5mm的帶材及板材。 試驗儀器:鋼筋反復彎曲機 試驗室要求:溫度10~35℃如果對溫度要求嚴格的話溫度應為23±5℃。 試驗方法: 將試樣垂直夾緊于儀器夾中,在與儀器夾口相互接觸線成垂直的平面上,沿左右方向90°反復彎曲, 其速度不超過60次/min,必要時應降低彎曲速率以確保試樣產生的熱量不至影響試驗結果。 試樣斷裂的最后一次不計入彎曲次數。
編輯推薦下載

工程力學第8章彎曲剛度答案
格式:pdf
大小:448KB
頁數:14P
4.5
1 工程力學 (靜力學與材料力學) 習題詳細解答 (教師用書) (第8章) 范欽珊唐靜靜 2006-12-18 2 2 2 第8章彎曲剛度 8—1與小撓度微分方程 dwm dx2ei 對應的坐標系有圖a、b、c、d所示的四種形式。試判斷哪幾種是正確的: (a)圖b和c; (b)圖b和a; (c)圖b和d; (d)圖c和d。 習題8-1圖 解:根據彎矩的正負號和曲線的凸凹性,可以判斷圖c和d兩種情形下dw和m都 是 dx 2 異號的,所以,正確答案是d。 8—2簡支梁承受間斷性分布荷載,如圖所示。試說明需要分幾段建立微分方程,積分 常數有幾個,確定積分常數的條件是什么?(不要求詳細解答) 解: 1.分4段積分,共有8個積分常數 2.確定積分常數的條件是: x=0,w1=0; x=
玻璃纖維增強楊木單板層積材彎曲性能的初步研究 玻璃纖維增強楊木單板層積材彎曲性能的初步研究
格式:pdf
大小:85KB
頁數:2P
4.5
研究玻璃纖維對楊木單板層積材彎曲性能的增強效果。試驗結果表明:玻璃纖維對楊木單板層積材的縱橫向靜曲強度(mor)、彈性模量(moe)的增強效果顯著,特別是橫向的mor、moe的增強幅度更大,橫向的moe、mor值分別提高了79.6%、60.2%。
尾巨桉單板/金屬網復合層積材彎曲剛度模型的構建熱門文檔
金屬彎曲試驗
格式:pdf
大小:49KB
頁數:3P
4.4
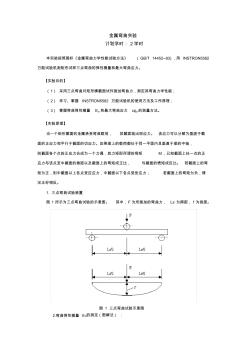
金屬彎曲實驗 計劃學時:2學時 本實驗按照國標《金屬彎曲力學性能試驗方法》(gb/t14452--93),用instron5582 萬能試驗機測矩形試樣三點彎曲的彈性模量和最大彎曲應力。 【實驗目的】 (1)采用三點彎曲對矩形橫截面試件施加彎曲力,測定其彎曲力學性能; (2)學習、掌握instron5582萬能試驗機的使用方法及工作原理; (3)掌握彎曲彈性模量eb和最大彎曲應力σbb的測量方法。 【實驗原理】 當一個矩形截面的金屬承受彎曲載荷,其截面就出現應力。該應力可以分解為垂直于截 面的正應力和平行于截面的切應力。如果梁上的載荷都處于同一平面內且垂直于梁的中軸, 則截面各個點的正應力合成為一個力偶,其力矩即所謂的彎矩m,已知截面上任一點的正 應力與該點至中截面的垂距以及截面上的彎矩成正比,與截面的慣矩成反比。若截面上的彎 矩為正,則中截面以上各點受壓應
蓋板落料沖孔彎曲復合模設計 蓋板落料沖孔彎曲復合模設計
格式:pdf
大小:285KB
頁數:2P
4.5
分析了導板零件沖壓成形的工藝特點,設計了一副包含落料、沖孔、彎曲的復合模,該模具結構緊湊,裝、拆、修磨方便,模具使用性能良好,經濟效益顯著。
支撐板沖孔-落料-彎曲復合模設計 支撐板沖孔-落料-彎曲復合模設計
格式:pdf
大小:130KB
頁數:3P
4.4
通過對零件加工特點的分析,利用雙斜楔滑塊機構,設計了沖孔-落料-彎曲復合模,一次性完成了零件的加工,制造出合格的零件.

金屬薄板的彎曲_實驗報告
格式:pdf
大小:86KB
頁數:3P
4.4
1 1.實驗目的 1)了解金屬薄板彎曲變形過程及變形特點。 2)熟悉衡量金屬薄板彎曲性能的指標——最小相對彎曲半徑主要影響因素。 3)掌握測定最小相對彎曲半徑的實驗方法。 2.實驗內容 1)認識彎曲過程,分析板料軋制纖維方向和板料成形性能對相對彎曲半徑(r/t)的影響。 2)了解如何通過調整行程完成指定彎曲角度的彎曲,如何進行定位完成指定邊高的彎曲,分析板厚 和彎曲角度對相對彎曲半徑的影響。 3)觀察彎曲過程和彎曲回彈現象。 4)掌握萬能角度尺、半徑規等測量工具的使用,測量模具尺寸參數和板料基本尺寸。 5)熟悉板料折彎機的操作使用。 3.實驗原理 彎曲是將板料、型材或管材在彎矩作用下彎成一定曲率和角度的制件的成形方法。在生產中由于所用 的工具及設備不同,因而形成了各種不同的彎曲方法,但各種方法的變形過程及變形特點都存在著一些共 同的規律。 彎曲開始時,如圖1(
尾巨桉單板/金屬網復合層積材彎曲剛度模型的構建精華文檔
金屬壓型板成型的彎曲角問題 金屬壓型板成型的彎曲角問題
格式:pdf
大小:223KB
頁數:未知
4.4
金屬壓型板(壓型鋼板、壓型鋁板)成型時有回彈,其大小與彎曲角、彎曲圓弧半徑和板厚有關,不易控制,所以往往在成品機架后而有校型機架。校型機架的孔型,習慣上完全與成品截面形狀一致。實踐表明,對于波高大的壓型板,在機架
19金屬線材反復彎曲機
格式:pdf
大小:19KB
頁數:2P
4.6
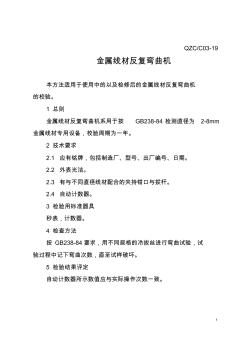
1 qzc/c03-19 金屬線材反復彎曲機 本方法適用于使用中的以及檢修后的金屬線材反復彎曲機 的校驗。 1總則 金屬線材反復彎曲機系用于按gb238-84檢測直徑為2-8mm 金屬線材專用設備,校驗周期為一年。 2技術要求 2.1應有銘牌,包括制造廠、型號、出廠編號、日期。 2.2外表光潔。 2.3有與不同直徑線材配合的夾持鉗口與拔桿。 2.4自動計數器。 3檢驗用標準器具 秒表,計數器。 4檢查方法 按gb238-84要求,用不同規格的冷拔絲進行彎曲試驗,試 驗過程中記下彎曲次數,直至試樣破壞。 5檢驗結果評定 自動計數器所示數值應與實際操作次數一致。 2 qzc/d05-12-02(19) 金屬線材反復彎曲機儀校驗記錄 使用部門:設備保管人: 生產廠家:設備檔案號: 序號校驗項目技術要求校驗數據校驗結果 1外觀光潔、無銹蝕、
單板條層積材力學模型的驗證與分析 單板條層積材力學模型的驗證與分析
格式:pdf
大小:177KB
頁數:未知
4.8
在利用彈性力學能量原理建立的單板條層積材力學模型基礎上,應用層合板理論計算單板條層積材的宏觀彈性常數。通過在單板條上黏貼應變片的方法測定楊木單板條的各項彈性常數,并得出了單板條彈性常數與單板條對應密度的關系方程。在此基礎上,通過壓制不同鋪裝角度和不同組坯結構的單板條層積材來對計算結果進行驗證,驗證結果表明,以能量原理為基礎,采用層合板理論來預測單板條層積材的力學模型精度較高。
單板條層積材力學性能的預測模型 單板條層積材力學性能的預測模型
格式:pdf
大小:210KB
頁數:未知
4.6
以彈性力學能量原理為基礎,建立單板條層積材的力學性能預測模型,并采用壓制單向薄層復合材料對模型預測值進行驗證。驗證試驗結果表明,與其他常用的幾何模型相比,根據能量法建立的模型預測范圍更加準確,能量原理得出的預測范圍在熱壓壓力小于5mpa時比較準確。由于完全定向板材的橫向搭接長度有限,使得橫紋彈性模量的實測值與預測范圍偏差較大,但是實際生產板材時,并不存在這種情況,因而在實際生產中模型的預測精度將會提高;而順紋彈性模量和縱橫向剪切模量的預測精度較高。
金屬網格與金屬諧振環復合結構的太赫茲透過特性 金屬網格與金屬諧振環復合結構的太赫茲透過特性
格式:pdf
大小:232KB
頁數:未知
4.4
本文根據soi(silicon-on-insulator)材料在太赫茲波段不透過太赫茲的特點,提出一種加工基于微機電系統(mems)可調諧太赫茲器件的新方案,并設計出與梳齒驅動加工工藝十分兼容的金屬結構。此結構由金屬網格和金屬諧振環陣列復合構成,靜態的測試表明結構在太赫茲波段顯出帶通濾波的特性,通過改變兩個元件之間的位置,能夠實現0.410.53thz帶通調諧。此結構加工方法簡單,加工過程中只需要一塊掩膜版,并且金屬結構在mems梳齒結構釋放之前就已經光刻形成,不需要兩個圖形的對準工藝,同時也避免了后續光刻對加工好mems梳齒結構的破壞。金屬網格和金屬諧振環構成的復合結構為微機電系統(mems)可調諧太赫茲器件提供了一種簡單經濟的加工方案和新的結構,具有較大的理論價值和實際意義。
尾巨桉單板/金屬網復合層積材彎曲剛度模型的構建最新文檔
竹木復合單板層積材制備工藝 竹木復合單板層積材制備工藝
格式:pdf
大小:286KB
頁數:3P
4.6
以浸漬酚醛樹脂的楊木單板和竹簾為原料制備竹木復合單板層積材,探討制造工藝對復合材料性能的影響。結果表明,竹木復合材料的moe及mor均達到或超過了日本jas標準的相關規定,尺寸穩定性良好;單板厚度、樹脂濃度、壓縮率對moe和mor有顯著影響;組壞方式對mor影響顯著;而吸水厚度膨脹率的影響作用比較復雜。
拱型波紋鋼屋蓋小波紋板等效彎曲剛度試驗研究 拱型波紋鋼屋蓋小波紋板等效彎曲剛度試驗研究
格式:pdf
大小:369KB
頁數:3P
4.4
以梯形和矩形截面的銀河拱型波紋鋼屋蓋為研究對象,把小波紋板簡化成正交各向異性平曲板,通過彎曲試驗,得到了反映小波紋板兩個方向抗彎剛度的荷載-撓度曲線和等效彎曲彈性模量,并與平板進行了比較
支架復合彎曲模具設計 支架復合彎曲模具設計
格式:pdf
大小:184KB
頁數:未知
4.5
通過對支架制件的工藝分析,介紹了不同方向多處彎曲成形過程中的特點并確定制件復合彎曲的模具結構,強調了相應模具設計的要點。
金屬層積復合飾面板通過省級鑒定 金屬層積復合飾面板通過省級鑒定
格式:pdf
大小:122KB
頁數:未知
4.4
由浙江萬利實業有限公司研制開發的金屬層積復合飾面板于2005年5月22通過省級鑒定。該產品以金屬鋁箔和全木槳紙為主要原料,鋁箔經表面拉絲、磨花及表面涂裝處理,然后與層壓木槳紙樹脂板復合制成。產品具有外觀立體層次豐富,裝飾效果好、耐溫變、耐磨、難燃等特點,
復合材料層合板剛度降理論模型研究 復合材料層合板剛度降理論模型研究
格式:pdf
大小:196KB
頁數:5P
4.7
復合材料在靜態和動態載荷作用下的損傷形式是十分復雜的,精確的模型能更深刻地揭示復合材料的損傷機理。以hahn和tsai提出的單向損傷模型為基礎建立了剛度遞降關系,運用上述剛度遞降關系給出了一個疲勞壽命算例,計算數據與試驗結果較為吻合,相對誤差分別為7.72%和8.79%。結果表明:材料在循環加載作用下的損傷過程大體上可以分為兩個階段;通過保留泰勒級數展開二次項,能準確模擬出材料的"突然死亡"行為。
金屬軟管彎曲疲勞壽命的研究 金屬軟管彎曲疲勞壽命的研究
格式:pdf
大小:412KB
頁數:未知
4.6
金屬軟管是薄壁柔性管件,彎曲疲勞、振動疲勞和脈沖疲勞是其技術性能中最不容易控制,也是最難以解析的三個指標,尤其是彎曲疲勞。眾所周知,金屬軟管是靠它的彎曲變形來對系統進行位移補償的,如何分析和計算它的彎曲疲勞壽命,迄今為止,國內外尚不曾見到
金屬鈑金角鋼彎曲計算表
格式:pdf
大小:103KB
頁數:2P
4.8
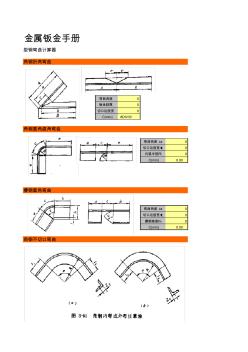
金屬鈑金手冊 型鋼彎曲計算器 彎曲角度0 鈑金肢厚0 切口邊肢寬0 c(mm)#div/0! 彎曲角度α0 切口邊肢寬t0 內弧半徑r0 c(mm)0.00 彎曲角度α0 切口邊肢寬t0 槽鋼高度h0 c(mm)0.00 角鋼折角彎曲 角鋼圓角直角彎曲 槽鋼圓角彎曲 角鋼不切口彎曲 外彎彎曲角度α0內彎彎曲角度α0 中心層距離z00中心層距離z01 彎曲弧度r0彎曲弧度r0 彎曲弧長c(mm)0.00彎曲弧長c(mm)0.00
聯接板零件切斷彎曲復合模設計 聯接板零件切斷彎曲復合模設計
格式:pdf
大小:2.0MB
頁數:3P
4.7
根據聯接板零件的結構特點與生產批量要求,對產品進行了沖壓工藝分析與計算,在不影響使用要求的情況下,將有廢料落料改為無廢料落料,設計了切斷、彎曲復合模,經生產實踐,模具結構合理,生產效率,降低了生產成本。介紹了模具的結構特點、工作過程、設計的關鍵點及模具調試中要注意的問題。
桉木單板層積材生產工藝的優化 桉木單板層積材生產工藝的優化
格式:pdf
大小:231KB
頁數:4P
4.7
采用響應面法(rsm)和中心組合旋轉設計(ccrd),研究了桉樹單板層積材(lvl)的生產工藝條件,并對優化工藝所得的預測值進行了實驗驗證。方差分析結果表明:面粉添加量對桉木lvl的靜曲強度(mor)和彈性模量(moe)有著顯著影響,而熱壓溫度和熱壓時間的影響不顯著。通過回歸分析,建立了相應的回歸模型。回歸模型的預測值與實驗值的擬合良好,說明回歸方程能用來預測和優化桉木lvl的力學強度性能。最佳工藝條件為:熱壓溫度130℃,熱壓時間1.5min/mm,面粉添加量5%(質量分數)。在此工藝條件下壓制的桉木lvl垂直加載條件下的靜曲強度(mor⊥)和彈性模量(moe⊥)分別為89mpa和16722mpa,平行加載條件下的靜曲強度(mor∥)和彈性模量(moe∥)分別為88mpa和15067mpa,mor和moe分別達到了結構用單板層積材國家標準的優等品和140e級別。
尾巨桉單板/金屬網復合層積材彎曲剛度模型的構建相關
文輯推薦
知識推薦
百科推薦


職位:施工安全員
擅長專業:土建 安裝 裝飾 市政 園林


