

無縫彎頭的制造方法以及制造工藝介紹
格式:pdf
大小:395KB
頁數:14P
人氣 :94
 4.5
4.5
無縫彎頭的制造方法以及制造工藝介紹 彎頭是用于管道轉彎處的一種管件。在管道系統所使用的全部管件中,所占比例最大,約為 80%。通常,對不同材料 或壁厚的彎頭選擇不同的成形工藝。目前,制造廠常用的無縫彎頭成形工藝有熱推、沖壓、擠壓等。無縫彎頭管件因其 制造工藝不同,又分為熱軋無縫彎頭管件和冷拔無縫彎頭管件兩種。冷拔管又分為圓形管和異形管兩種。 軋制無縫彎頭管件的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為一米的坯料,并經傳送帶送到熔爐 內加熱。鋼坯被送入熔爐內加熱,溫度大約為 1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題 .圓管坯 出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔 擴徑量大,可穿多種管件。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭 高速旋轉入鋼胚打孔,形成管件



無縫彎頭知識總結
格式:pdf
大小:528KB
頁數:4P
無縫彎頭的有點 無縫彎頭優點,無縫彎頭的制作工藝首先焊接一個橫截面為多邊形的多棱環殼或兩端封閉 的多棱扇形殼,內部沖滿壓力介質后,施以內壓,在內壓作用下橫截面由多邊形逐漸變成圓, 最終成為一個圓形環殼。根據需要,一個圓形環殼可以切割成4個90彎頭或6個60無縫彎頭或 其它規格的無縫彎頭,該工藝適用于制造無縫彎頭中徑與無縫彎頭內徑比大于1.5的任何規 格大型彎頭,是目前制造大型碳鋼彎頭的理想方法。 無縫彎頭制作工藝的優點主要表現在以下幾個方面: 1、無縫彎頭適用于石油、天然氣、化工、水電、建筑和鍋爐等行業的管路系。 2、不需管坯作原料,可節約制管設備及模具費用,且可得到任意大直徑而壁厚相對較薄 的碳鋼彎頭 3、由于上述二條原因,可以縮短制造周期,生產成本大大降低。因不需要任何專用設備, 尤其適合于現場加工大型碳鋼彎頭。 4、坯料為平板或可展曲面,因而下料簡單,精度容易

如何分辨無縫彎頭
格式:pdf
大小:8KB
頁數:1P
焊接彎頭看外表如何看出純無縫 作為來說,焊接彎頭的外表都是要進行處理的,但是我們如何進行對焊接彎頭的外表能 夠看才戶是否是不是純無縫呢? 許多焊接彎頭的外表都是有波紋的,作為焊接彎頭的外表有波紋來說,焊接彎頭的外表 波紋是有著許多好看的,當我們所進行采取純無縫焊接彎頭的時候,那么焊接彎頭的外表有 魚鱗般的波紋,那么我們就可以確定焊接彎頭是純無縫的。 作為純無縫焊接彎頭來說,純無縫的焊接彎頭的外表是有波紋的,因為他的原材料就有波紋, 所以來說,焊接彎頭的原材料波紋是不能改變的,但是我們要知道,他索采取的管材也就是 舊的管材,對于這種現象來說,我們不得不承認他索采取的是純無縫焊接彎頭。 現象來源:http://www.***.***/http://www.***.***/
編輯推薦下載
國內常用無縫彎頭和焊接彎頭
格式:pdf
大小:52KB
頁數:1P
4.4
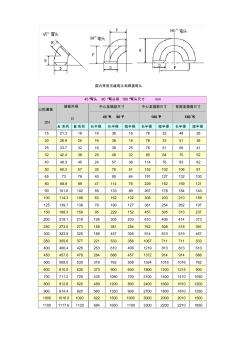
國內常用無縫彎頭和焊接彎頭 45°彎頭90°彎頭和180°彎頭尺寸mm 公稱通徑 dn 端部外徑 d 中心至端部尺寸中心至端部尺寸背面至端面尺寸 45°h90°f180°p180°k a系列b系列長半徑長半徑短半徑長半徑短半徑長半徑短半徑 1521.31816381676324828 2026.92516381876325136 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 657376409564191127132100 8088.9894711476229152

如何解決推制無縫彎頭的缺陷
格式:pdf
大小:11KB
頁數:1P
4.7
如何解決推制無縫彎頭的缺陷 施工過程中,我們發現推制彎頭管件到貨的質量主要存在以下幾個方面的問題 一、管件的壁厚不均 推制彎頭管件壁厚不均主要發生在管件變形最大的部位.如彎頭背部的壁厚薄于其他部位; 管口與管件體的壁厚不等。國家有關標準中規定.對于此類問題的檢查,用一般的卡尺等測 量工具往往難以發現,此時只有使用超聲測厚儀才可測出。 二、硬度超標 推制彎頭硬度超標問題的產生,主要是由于成形后的熱處理工藝問題其解決的方法是用正 確的熱處理工藝再進行一次熱處理. 三、材料及加工過程中所產生的缺陷 推制彎頭對裝置的安全危害最大.檢查起來又比較麻煩。產生缺陷的因素比較多也比較復雜, 它既有材料本身的缺陷又有加工制造工藝問題以及熱處理工藝的不正確所造成的缺陷
無縫彎頭的制造方法以及制造工藝介紹熱門文檔
最新90°無縫彎頭
格式:pdf
大小:275KB
頁數:9P
4.7
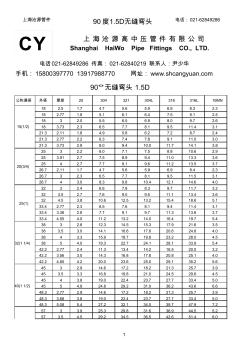
上海滄源管件90度1.5d無縫彎頭電話:021-62849286 公稱通徑外徑厚度20304321304l316316l16mn 182.51.74.75.65.96.98.32.3 182.771.85.16.16.47.59.12.5 1832.05.56.56.98.09.72.6 183.732.36.57.78.19.511.43.1 21.32.111.84.95.86.27.28.72.4 21.32.772.26.37.47.89.111.03.0 21.33.732.98.09.410.011.714.13.8 2532.26.07.17.58.810.62.9 253.912.77.58.99.411.0


無縫彎頭常用尺寸表
格式:pdf
大小:11KB
頁數:10P
4.3
無縫彎頭規格尺寸 r=° 稱外 彎 曲 結 構 管子表號管子表號 g30g 60g100 g140 通 徑 dn 徑 d /mm 半 徑 r 長 度 l 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ /mm/mm/mm /mm/mm 個) /mm /mm 個) /mm /mm 個) /mm /mm 個) 25323838326424522620 25343838328426524622 323848483143027724 324248483543431728 404560603836633829 404860604139636832 505
無縫彎頭常用尺寸表 (2)
格式:pdf
大小:723KB
頁數:6P
4.7
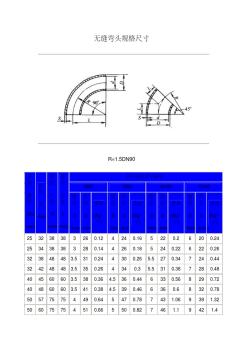
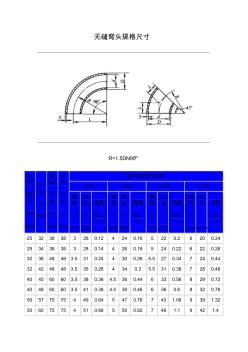
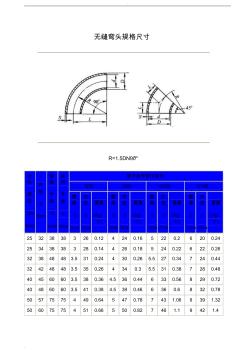
無縫彎頭規格尺寸 r=1.5dn90° 公 稱外 彎 曲 結 構 管子表號管子表號 g30g60g100g140 通 徑 dn 徑 d /mm 半 徑 r 長 度 l 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ /mm/mm/mm/mm/mm 個) /mm/mm 個) /mm/mm 個) /mm/mm 個) 253238383260.124240.165220.26200.24 253438383280.144260.185240.226220.26 323848483.5310.244300.265.5270.347240.44 324248483
無縫彎頭的制造方法以及制造工藝介紹精華文檔
無縫彎頭常用尺寸表
格式:pdf
大小:722KB
頁數:6P
4.6
. . 無縫彎頭規格尺寸 r=1.5dn90° 公 稱外 彎 曲 結 構 管子表號管子表號 g30g60g100g140 通 徑 dn 徑 d /mm 半 徑 r 長 度 l 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ 壁 厚 s 內 徑 d 重量 /(kg/ /mm/mm/mm/mm/mm 個) /mm/mm 個) /mm/mm 個) /mm/mm 個) 253238383260.124240.165220.26200.24 253438383280.144260.185240.226220.26 323848483.5310.244300.265.5270.347240.44 32424
碳鋼推制彎頭制造工藝規程
格式:pdf
大小:23KB
頁數:4P
4.6
碳鋼彎頭推制工藝 1、范圍: 1.1、本工藝規程適用于核2、3級熱推制成型的碳素鋼對焊長半徑、短半徑彎頭的制造: ——規格型號:≤dn900s≤50mm ——材料:碳素鋼無縫鋼管 1.2、本工藝規程規定了彎頭的制造從下料到成品的工藝過程、方法及步驟和檢驗要求。 2、引用標準: ——《鋼制對焊無縫管件》gb/t12459-2005 ——《工廠制造的鍛軋制對焊管配件》asme/ansib16.9 3、方法及步驟: 3.1、下料: 3.1.1、用鋸床將無縫鋼管按工藝尺寸下料,其操作方法具體按《鋸床操作規程》進行 操作,管子兩端面應與水平位置保持基本垂直; 3.1.2、檢驗:按《下料檢驗規范》進行檢驗,合格后轉下道工序,不合格品按《不符 合項控制程序》(ry-hzq-kc06-a)進行控制; 3.3、安裝、調整: 3.3.1、安裝: ——選擇與管坯料相應規格的
無縫鋼管的分類及制造工藝
格式:pdf
大小:22KB
頁數:2P
4.6
無縫鋼管的分類及制造工藝 時間:2009-04-1601:06:19|文章來源:中國管件信息網 中國管件信息網>行業新聞>管件知識無縫鋼管在我國鋼管業中具有重要 的地位。據不完全統計,我國現有無縫管生產企業約240多家,無縫鋼管機組約 250多套,年產能力約450多萬噸。從口徑看,<φ76的,占35%,<φ159-650 的,占25%。從品種看,一般用途管190萬噸,占54%;石油管76萬噸,占 5.7%;液壓支柱、精密管15萬噸,占4.3%;不銹管、軸承管、汽車管共5萬噸, 占1.4%。 無縫鋼管因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫 鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。無縫鋼管,又因其用途不 同而分為如下若干品種: 1.gb/t8162-1999(結構用無縫鋼管)。主要用于一般結構和機械結構。其代 表材質(
鋼制無縫三通制造工藝
格式:pdf
大小:6.6MB
頁數:12P
4.5
12cr1mov無縫三通制造工藝 制作一車間 總則 為確保鋼制無縫三通的產品質量,規范制造工藝,嚴格程序管理, 特制定該工藝。本工藝適用于我公司生產的鋼制無縫三通加工制造過 程。 依據標準gb/t12459-2005《鋼制對焊無縫管件》gb/t 8163-1999《輸送流體用無縫鋼管》3.制造工藝鋼制無縫三通的加工 工藝流程如下:原材料入廠檢驗→下料→壓制→熱處理→坡口→ 除銹→整形→刷漆→標識→檢驗入庫 一、原材料入廠檢驗 鋼制無縫三通用鋼管必須符合相應鋼管制造標準的規定。并應有制 造公司質量證明書,鋼管入廠應由質檢員和保管員對鋼管口徑、壁厚、 外觀質量等進行檢查驗收。 管材實物的標記、爐批號與材質證明書相符合時,可不進行復檢。 同時也可以按照需方的要求對化學成份分析,力學性能分析、金相組織 分析進行復檢。 無縫鋼管的內外表面不得有

無縫鋼管制造工藝
格式:pdf
大小:47KB
頁數:3P
4.4
歡迎您的關注!!! 無縫鋼管是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。無縫鋼管是用鋼 錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管具有中空截面, 大量用作輸送流體的管道,鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較 輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、 自行車架以及建筑施工中用的鋼腳手架等。 無縫鋼管概況:無縫鋼管規格:8-1240×1-200mm 無縫鋼管 無縫鋼管生產工藝:熱軋、熱擴、冷拔、冷軋、還有離心澆鑄無縫鋼管、焊接鋼管、螺旋 鋼管。 聊城市;主營:20#鋼管、45#厚壁鋼管、 創鑫管業;16mn合金管、27simn無縫鋼管、 有限公司12cr1movg高壓合金管、15crmog鍋爐鋼管 產品名稱現貨材質執行標準現貨規格產品應用 合金鋼管 12cr1mov
無縫彎頭的制造方法以及制造工藝介紹最新文檔
橋架彎頭的制造方法及施工安裝要點
格式:pdf
大小:189KB
頁數:3P
4.7
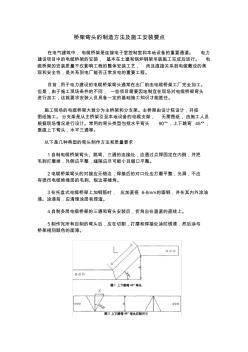
橋架彎頭的制造方法及施工安裝要點 在電氣建筑中,電纜橋架是連接電子室控制室和本地設備的重要通道。電力 建設項目中的電纜橋架的安裝,基本在土建和鍋爐鋼架吊裝施工完成后進行。電 纜橋架的安裝質量不僅影響工程的整體安裝工藝,而且直接關系到電纜敷設的美 觀和安全性,是關系到電廠能否正常發電的重要工程。 目前,用于電力建設的電纜橋架彎頭通常在出廠前由電纜橋架工廠完全加工。 但是,由于施工現場條件的不同,一些項目需要因地制宜在現場對電纜橋架彎頭 進行加工,這就要求安裝人員具備一定的基礎施工知識才能勝任。 施工現場的電纜橋架大致分為主橋架和分支架。主橋架由設計院設計,并按 圖紙施工。分支架是從主橋架引至本地設備的電纜支架,無需圖紙,由施工人員 根據現場情況進行設計。常用的彎頭類型包括水平彎頭90°,上下跳彎45°, 垂直上下彎頭,水平三通等。 以下是幾種典型的彎頭制作方法和質量要求 1自

彎頭規格以及標準
格式:pdf
大小:145KB
頁數:5P
4.7
公稱通徑 nominal diameter 端部外徑 outsidediameter atbevel 中心至端面 centertoend 中心至中心 centertocenter 背面至端面 backtoface 45°彎頭 45°elbow 90°彎頭 90°elbow 180°彎頭 180°elbow baok dnnps a系列 seriesa b系列 series b 長半徑 long radius 長半徑 long radius 短半徑 short radius 長半徑 long radius 短半徑 short radius 長半徑(a 系列) long radius 短半徑(a系 列) short radius 151/221.3181638-76-

彎頭規格以及標準
格式:pdf
大小:150KB
頁數:5P
4.4
公稱通徑 nominal diameter 端部外徑 outsidediameter atbevel 中心至端面 centertoend 中心至中心 centertocenter 背面至端面 backtoface 45°彎頭 45°elbow 90°彎頭 90°elbow 180°彎頭 180°elbow baok dnnps a系列 seriesa b系列 series b 長半徑 long radius 長半徑 long radius 短半徑 short radius 長半徑 long radius 短半徑 short radius 長半徑(a 系列) long radius 短半徑(a系 列) short radius 151/221.3181638-76-



 薄壁小彎曲半徑彎頭制造工藝探討
薄壁小彎曲半徑彎頭制造工藝探討 薄壁小彎曲半徑彎頭制造工藝探討
格式:pdf
大小:113KB
頁數:1P
4.8
本文詳細介紹了薄壁管子小彎曲半徑彎頭的一些制作要點。針對不同彎管機,通過大量工藝試驗,對設備參數調整、彎管模具改進以及彎制工藝改進等方式,來保證彎頭質量。從而為管子彎制和小r擠壓提供了可以借鑒的方法。
鋼質推制無縫彎頭芯模形狀曲線的設計 鋼質推制無縫彎頭芯模形狀曲線的設計
格式:pdf
大小:519KB
頁數:4P
4.7
介紹銅質推制無縫彎頭芯模形狀曲線的設計方法,該方法成功地應用于制造325mm×10mm、219mm×8mm、168mm×5mm、159mm×10mm、108mm×6mm、73mm×4mm等多種規格的無縫彎頭.

無縫鋼制彎頭、沖壓焊接彎頭重量明細表
格式:pdf
大小:56KB
頁數:2P
4.6
無縫鋼制彎頭 pg40pg64pg100pg40pg64pg100pg40pg64pg100pg40pg64pg100pg40pg64pg100pg40pg64pg100 250.090.10.110.050.050.060.130.140.170.070.070.090.180.20.220.090.10.11 320.130.150.20.070.080.10.20.230.30.10.120.150.260.30.40.130.150.2 400.230.230.310.120.120.160.340.340.460.170.170.230.460.460.620.230.230.31 500.360.410.60.180.210.
無縫彎頭的制造方法以及制造工藝介紹相關
文輯推薦
知識推薦
百科推薦


職位:超高層建筑監理工程師,總監,總代
擅長專業:土建 安裝 裝飾 市政 園林


