

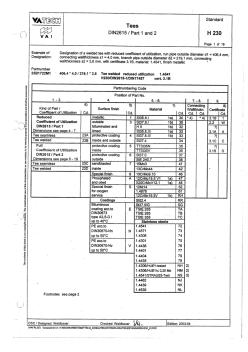
B31.1無縫和焊接三通自動設計計算
格式:pdf
大小:97KB
頁數:2P
人氣 :91
 4.6
4.6
材料 Material 采用規范 pipe code 26.7 606 584 432 0 0.7 57.78 101.954 75.4178 324 216 126 105 576 426 105 216 53 計 算 書 Contract No.:SHCL-08PKLSS-JD-2016-019 caculation sheet Table No.: HR-PKLSSGS-JSS-01 熱壓三通 tee 第 1 頁 共 2 頁 執行標準 According to the standard :ASME B31.1 Drawing No. :HR-PKLSSGS-DWG-01 設計條件 design parameter 簡圖 diagram 計算壓力 P /MPa Design pressure /MPa 設計溫度 T / ℃ Design tempera



 高壓加氫焊接三通的設計計算
高壓加氫焊接三通的設計計算 高壓加氫焊接三通的設計計算
格式:pdf
大小:262KB
頁數:2P
我廠從建廠到現在,高壓管件均為方鐵鍛件。這種管件其聯接體系為方鐵、透鏡墊圈、螺紋法蘭、螺栓、螺母。為了克服方鐵三通零部件多、易泄漏、浪費材料、加工周期長、投資大和安裝復雜等缺點,1992年5月大修時,用焊接三通代替方鐵三通,使用情況良好。現就焊接三通的結構設計和應力分析計算介紹如下。我們對φ267.4mm×28.6mm主管進行了
編輯推薦下載
厚壁焊接三通角焊縫射線照相工藝 厚壁焊接三通角焊縫射線照相工藝
格式:pdf
大小:275KB
頁數:3P
4.4
采用4mev直線加速器對厚壁(t≥50mm)焊接三通角焊縫的內部質量進行射線檢驗,如果照相工藝參數選擇不當,不但嚴重影響焊縫缺陷的檢出率,而且給底片評定和缺陷返修帶來諸多不便,本文討論了厚壁焊接三通角焊縫的射線照相工藝.1焊接三通角焊縫的結構特點如圖1所示,支管側焊縫坡口,從腹部至肩部為0°~25°連續變化;而主管側則依圓柱形態從與軸向正交斷面變化到平行方向.焊接采取手工電弧焊,全焊透結構,在變位工裝支持下挑立焊,外層以橫焊蓋面,屬多層多道焊接.焊后鏜掉內側焊根或襯板.

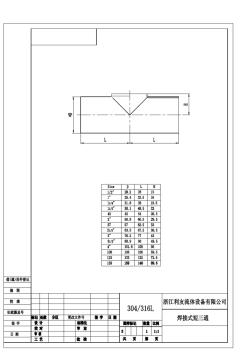
焊接三通尺寸
格式:pdf
大小:243KB
頁數:5P
4.4
對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1518182525 3/4×1/220×1525182929 ×3/4×20252929 1×1/225×1532183838 ×3/4×20253838 ×1×25323838 11/2×1/232×1538184848 ×3/4×20254848 ×1×25324848 ×11/2×32384848 13/4×1/240×1545185757 ×3/4×20255757 ×1×25325757 ×11/2×32385757 ×13/4×40455757 2×3/450×205725644
無縫和焊接三通自動設計計算熱門文檔

焊接三通尺寸
格式:pdf
大小:211KB
頁數:3P
4.4
. . 對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857

焊接三通尺寸
格式:pdf
大小:566KB
頁數:3P
4.8
對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.3185757
高壓焊接三通角焊縫無損探傷 高壓焊接三通角焊縫無損探傷
格式:pdf
大小:135KB
頁數:1P
4.3
燃化部第十二化建公司從1964年以來,用x射線透照方法檢查焊接三通角焊縫,對于保證焊接三通質量和幫助穩定焊接工藝起了重要作用,取得了一定的效果。為了保證x射線透照檢查的質量,他們在透照方法和透照規范工作上作了以下改進:一、對用口徑65毫米以上管子焊制的三通,手能塞進管子的,用單壁透照,每個三通前、后、左、右共照四片,用螢光增感。這種透照與一般x射線透照一樣,質量可以得到保證。

焊接三通尺寸 (2)
格式:pdf
大小:211KB
頁數:3P
4.8
. . 對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857

焊接三通尺寸知識講解
格式:pdf
大小:211KB
頁數:3P
4.7
精品文檔 精品文檔 對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31
無縫和焊接三通自動設計計算精華文檔
 HDPE焊接三通管件壁厚數值優化設計
HDPE焊接三通管件壁厚數值優化設計 HDPE焊接三通管件壁厚數值優化設計
格式:pdf
大小:732KB
頁數:3P
4.8
輸氣焊接hdpe三通管道,由于焊接使材料性能下降,并產生應力集中,因此必須對管道連接處增加壁厚。基于對hdpe材料性能和焊接處hdpe材料拉伸強度的試驗,對hdpe材料三通管道壁厚進行數值優化設計。有限元模型中采用理想彈塑性和ramberg-osgood兩種材料本構模型,計算得到管道等應力線以及壁厚優化曲線,對管道設計具有實際意義。

焊接三通相貫接頭坡口面的數控切割
格式:pdf
大小:1.2MB
頁數:4P
4.5
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
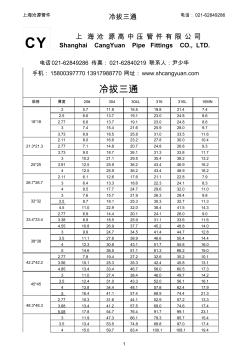
最新無縫,焊縫三通
格式:pdf
大小:287KB
頁數:8P
4.7
上海滄源管件冷拔三通電話:021-62849286 規格厚度20#304304l316316l16mn 25.711.816.519.821.47.4 2.56.613.719.123.024.88.6 2.776.613.719.123.024.88.6 37.415.421.625.928.09.7 3.738.918.525.831.033.511.6 2.118.016.623.227.830.010.4 2.777.114.820.724.826.89.3 3.739.018.726.131.333.811.7 310.221.129.535.438.213.2 3.9112.525.936.243.446.916.2 412.525.9

焊接三通尺寸(20200929094539)
格式:pdf
大小:221KB
頁數:5P
4.4
. 精品 對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857
無縫和焊接三通自動設計計算最新文檔

焊接三通尺寸(20200929105519)
格式:pdf
大小:105KB
頁數:4P
4.4
inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1518182525 3/4×1/220×1525182929 ×3/4×20252929 1×1/225×1532183838 ×3/4×20253838 ×1×25323838 11/2×1/232×1538184848 ×3/4×20254848 ×1×25324848 ×11/2×32384848 13/4×1/240×1545185757 ×3/4×20255757 ×1×25325757 ×11/2×32385757 ×13/4×40455757 2×3/450×2057256444 ×1×25326451 ×1
 在役管道不停輸焊接三通工藝試驗
在役管道不停輸焊接三通工藝試驗 在役管道不停輸焊接三通工藝試驗
格式:pdf
大小:720KB
頁數:7P
4.7
論述了在役管道不停輸焊接三通工藝的特點及實現焊接工藝的方法,介紹了在役管道三通焊接工藝試驗裝置、有關參數的計算、焊接方法和原則、焊接評定過程及焊接工藝在蘇丹紅海山區711.2mm管道加閥改造中的應用
三通焊接工藝規范
格式:pdf
大小:16KB
頁數:2P
4.4
第1頁共7頁 竭誠為您提供優質文檔/雙擊可除 三通焊接工藝規范 篇一:焊制三通加工工藝規程 篇二:焊制三通加工工藝規程20xx 焊制三通加工工藝規程 4.2坡口加工 頁數 共3頁第3頁 4.2.1在支管上加工坡口,采用火焰、等離子或機械切 削法; 4.2.2在主管上加工坡口時:當支管直徑≤48mm,采用 搖臂式鉆床鉆頭(φ60)轉頭倒削,倒削深度為孔高點壁厚 減去2mm;當支管直徑>48mm時,采用火焰加工坡口。 4.2.3切割后應用砂輪機修磨坡口,以去除碳化層并提 高坡口形狀精度、而對淬硬性很強的鋼材(如0cr5mo等), 則應采用機械方法加工坡口。4.3焊接 4.3.1焊接方法與焊接操作 焊制三通的接頭焊接應采取單面焊雙面成型或雙面焊 法。安放式三通,焊接時焊槍以指向厚壁管為主,嚴格控制 第2頁共7頁 焊接線能量,防止焊接變形。

低溫用無縫和焊接鋼管
格式:pdf
大小:117KB
頁數:12P
4.4
1 低溫用無縫和焊接鋼管(p) sa-333/sa-333m (與astm標準a333/a333m-94完全等同) 1.適用范圍 1.1本標準適用于低溫用公稱(平均)壁厚的無縫的、以及焊接的碳鋼及合 金鋼管(p)。表1中列出了幾種類別的鐵素體鋼。由于厚壁對低溫沖擊特性有不 利影響,所以本標準中某些產品尺寸可能沒有。 表1化學成分 元素 成分,% 級別1①級別3級別4級別6 ⑥ 級別7級別8級別9級別10級別11 c≤ mn p≤ s≤ si ni cr cu al v≤ nb≤ mo≤ co 0.30 0.40~1.06 0.025 0.025 , , , , , , , , , 0.19 0.31~0.64 0.025 0.025 0.18~0.37 3.18~3.82 , , , , , ,
無縫和焊接三通自動設計計算相關
文輯推薦
知識推薦
百科推薦


職位:廠房暖通工程師
擅長專業:土建 安裝 裝飾 市政 園林


