

無縫鋼管、螺旋管、焊管和鍍鋅管的區別
格式:pdf
大小:17KB
頁數:3P
人氣 :66
 4.8
4.8
管材管件基本知識 第一部份 管材 一、鋼管 鋼管按其制造方法分為無縫鋼管和焊接鋼管兩種。 無縫鋼管用優 質碳素鋼或合金鋼制成,有熱軋、冷軋(拔)之分。焊接鋼管是 由卷成管形的鋼板以對縫或螺旋縫焊接而成, 在制造方法上, 又 分為低壓流體輸送用焊接鋼管、 螺旋縫電焊鋼管、 直接卷焊鋼管、 電焊管等。 無縫鋼管可用于各種液體、 氣體管道等。 焊接管道可 用于輸水管道、煤氣管道、暖氣管道等。 1.1 低壓流體輸送用焊接鋼管與鍍鋅焊接鋼管 低壓流體輸送用焊接鋼管, 是由碳素軟鋼制造, 是管道工程中最 常用的一種小直徑的管材,適用于輸送水、煤氣、蒸氣等介質, 按其表面質量的不同, 分為鍍鋅管(俗稱白鐵管) 和非鍍鋅管(俗 稱黑鐵管)。內外壁鍍上一層鋅保護層的約較非鍍鋅的重 3%-6%。 按其管材壁厚不同分為: 薄壁管、普通管和加厚管三種。 薄壁管 不宜用于輸送介質,可作為套管用。 1.2 直縫卷制電



無縫鋼管、螺旋管、焊管和鍍鋅管的應用
格式:pdf
大小:8KB
頁數:1P
1)無縫管是一種具有中空截面、周邊沒有接縫的長條鋼材。無 縫鋼管就是鋼管沒有縫,熱軋或者冷拉工藝成型。特點是承壓好。 2)焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制 成的鋼管。可分為直縫焊接和螺旋縫焊接鋼管兩種。比個不恰當 的例子,長方形白紙你卷成個筒狀,然后把邊緣焊接起來就是直 縫焊接管,如果你斜著卷起來再焊接,就是螺旋縫焊接鋼管。焊 接鋼管生產工藝簡單,生產效率高,品種規格多,強度一般低于 無縫鋼管。一般800mm以上就都是焊接鋼管了,用鋼板焊接而成 的,這是國內目前工藝水平決定的。 3)螺旋管特點:直縫焊管生產工藝簡單,生產效率高,成本低, 螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較 大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是 與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速 度較低。因此,較小口徑的焊
無縫鋼管與螺旋焊管區別及用途
格式:pdf
大小:7KB
頁數:2P
無縫鋼管與螺旋焊管區別及用途 一.無縫鋼管的定義及用途: 無縫鋼管是一種具有中空截面、周邊沒有接縫的長條鋼材。鋼管具有中空截面, 大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管 道等。 鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截 面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架 以及建筑施工中用的鋼腳手架等。 用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時, 如滾動軸承套圈、千斤頂套等,目前已廣泛用鋼管來制造。鋼管還是各種常規武 器不可缺少的材料,槍管、炮筒等都要鋼管來制造。鋼管按橫截面積形狀的不同 可分為圓管和異型管。由于在周長相等的條件下,圓面積最大,用圓形管可以輸 送更多的流體。 此外,圓環截面在承受內部或外部徑向壓力時,受力較均勻,因此,絕大多數鋼 管是圓管。
編輯推薦下載
鍍鋅鋼管、螺旋焊縫、無縫鋼管
格式:pdf
大小:11KB
頁數:1P
4.6
鍍鋅鋼管不能采用焊接連接,只采用絲扣連接,因為管道不可能 去二次鍍鋅處理,焊口內側也沒辦法做防腐處理。現在從設計開始, 通常都是大于等于dn100的管道用卡箍連接,小于dn100的可以采用 絲接連接。從規范解釋上看,采用鍍鋅管的目的就是防腐,所以鍍鋅 管和焊接連接本來就是矛盾的。 從實際使用情況來看,如果管道內通常是常溫水并且是滿水狀態 的話,焊口內側腐蝕情況通常不怎么嚴重。但如果斷水或供熱水,腐 蝕程度還是比較嚴重的 螺旋鋼管,通過成型機將原料帶鋼螺旋成型,通過內外埋弧焊接, 從而生產出不同規格的螺旋焊管。螺旋焊管的強度一般比直縫焊管高, 能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產 管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加 30~100%,而且生產速度較低。因此,較小口徑的焊管大都采用直縫 焊,大口徑焊管則大多采用螺旋焊。強度一般低
無縫鋼管、螺旋管廠家預見
格式:pdf
大小:18KB
頁數:3P
4.8
現在的天津螺旋管市場,是消息面利好,但是還沒有具體影響到實際成交,所以,天津螺 旋管價格在上漲運行一段時間后,因為底部支撐不足,上漲勢頭很快就會疲軟,繼而盤整運 行,等到新的消息出現。 南華期貨:天津螺旋管堅守20日均線 近期期貨市場和現貨市場的聯動性較強,建議繼續關注每日的現貨報價。另外,今日國 內25家天津螺旋管廠家調整出廠價格。其中,18家天津螺旋管廠家調整建筑天津螺旋管出 廠價格。北方地區中,天津螺旋管廠家普遍下調出廠價格幅度在20-80元不等。從現貨的情 況看,不利于期價的持續性上漲。 由于20日均線附近支撐明顯,昨天天津螺旋管在股指的帶動下縮量減倉突破上行,不過 由于上方壓力強勁,隨著主力多空資金離場,行情上行乏力,雖然歐美股指普漲,在一定程 度提振市場信心,但是隨著現貨價格持續重心下移,預計今天天津螺旋管繼續震蕩,提防沖 高回落,重點關注3
無縫鋼管、螺旋管、焊管和鍍鋅管的區別熱門文檔
無縫管焊管螺旋管的區別
格式:pdf
大小:45KB
頁數:4P
4.7
無縫管焊管螺旋管的區別 懸賞分:5-解決時間:2010-4-2213:09 無縫管焊管螺旋管的區別以及用途 提問者:黑色的陌生人-一級 最佳答案 區別: 1)無縫管(seamlesstube)是一種具有中空截面、周邊沒有接縫的長條鋼材. 2)焊管焊管焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管。焊接鋼 管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。 3)螺旋管特點:直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強 度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產 管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度 較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 用途: 1.結構用無縫鋼管(gb/t8162
無縫鋼管及螺旋縫鋼管
格式:pdf
大小:18KB
頁數:10P
4.6
十四、無縫鋼管及螺旋縫鋼管施工工藝 鋼管運至現場后,首先根據設備及管件位置進行排管,并在現場將每根鋼管 的具體長度丈量好,標注具體尺寸和排列位置,以便于接口時對號入座,采用吊 車下管,下管過程中采用尼龍吊帶進行吊裝,以管道保溫層的保護。 (一)修口、對口 修口集中在管道出廠前加工完成,為保證焊接質量,焊接前均進行全面檢查、 修正,使管子端面、坡口角度、鈍邊、圓度等,均符合對口接頭尺寸的要求,個 別鋼管需在現場做坡口處理時,采用氣焊切割,清除熔渣后再用砂輪打磨平整。 對口操作程序為:檢查接口接頭尺寸→清膛→確定并調整鋼管縱向焊縫錯開 位置→第一次管道找直→調整對口間隙尺寸→對口找平→管道拉線找直→點焊 (二)焊接 接口焊接采用電弧焊,一遍打底,二遍成活,每道焊縫均一次焊完,每層施 焊的引熄弧點須錯開。 1、管節焊接前應先修口、清渣、管端端面的坡口角度、鈍邊、間隙,應符 合規范規定
無縫鋼管和焊管的知識介紹
格式:pdf
大小:8KB
頁數:4P
4.6
無縫鋼管和焊管的知識介紹 工程施工部門很少用到無縫鋼管,用的大多是用鋼板鋼帶焊接而成的鋼管, 簡稱焊管。腳手架鋼管就是一種直焊縫焊管。 鋼管作為鋼鐵產品的重要組成部分,因其制造工藝及所用管坯形狀不同而分 為焊接鋼管(板,帶坯)和無縫鋼管(圓坯)兩大類。 無縫鋼管 因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩 種。冷拔(軋)管又分為圓形管和異形管兩種。 a.工藝流程概述 熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫 管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。 冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍 銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→ 入庫。 b.無縫鋼管,因其用途不同而分為如下若干品種: gb/t8162-1999(結構用無縫鋼管)。主要用于一般結構
焊管與無縫鋼管區別
格式:pdf
大小:8KB
頁數:3P
4.6
焊管是焊接管的簡稱,焊管是鋼管里面的一個種類。 鋼管作為鋼鐵產品的重要組成部分,因其制造工藝及所用管坯形狀不同而分為焊接鋼管 (板,帶坯)和無縫鋼管(圓坯)兩大類。 工程施工部門很少用到無縫鋼管,用的大多是用鋼板鋼帶焊接而成的鋼管,簡稱焊管。腳手 架鋼管就是一種直焊縫焊管。 (1)焊接鋼管 焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和 自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。因其端部形狀又分為圓 形焊管和異型(方、扁等)焊管。焊管因其材質和用途不同而分為如下若干品種: gb/t3091-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸送水、煤氣、空氣、油 和取暖熱水或蒸汽等一般較低壓力流體和其他用途管。其代表材質q235a級鋼。 gb/t3092-1993(低壓流體輸送用鍍鋅焊接鋼管)。主要用于輸送水、煤氣、空氣、油
焊管與無縫鋼管區別
格式:pdf
大小:19KB
頁數:5P
4.4
焊管與無縫鋼管區別 2007-06-0720:22 什么是焊管?和鋼管有什么區別啊? 發布時間:2007-01-14 解答: 鋼管按其制造方法分為無縫鋼管和焊接鋼管兩種。 焊接鋼管是由卷成管形的鋼板以對縫或螺旋縫焊接而成,在制造方法上, 又分為低壓流體輸送用焊接鋼管、螺旋縫電焊鋼管、直接卷焊鋼管、電焊 管等。無縫鋼管可用于各種液體、氣體管道等。焊接管道可用于輸水管道、 煤氣管道、暖氣管道等。 無縫鋼管按制造方法分為熱軋管和冷拔(軋)管。冷拔(軋)管的最大公 稱直徑為200mm,熱軋管最大公稱直徑為600mm。在管道工程中,管徑超 過57mm時,常選用熱軋管,管徑小于57mm時常用冷拔(軋)管。 一般無縫鋼管簡稱無縫鋼管,用普通碳素鋼、優質碳素鋼、普通低合金鋼 和合金結構鋼制造,用于制作輸送液體管道或制作結構、零件用。 解答: 鋼管一般分兩大類,
無縫鋼管、螺旋管、焊管和鍍鋅管的區別精華文檔
冷拔無縫鋼管和熱拔無縫鋼管的區別
格式:pdf
大小:82KB
頁數:8P
4.5
冷拔鋼管和熱鋼管的區別 1)熱加工和冷加工的區別 熱軋是熱加工,冷拔是冷加工 (2)主要區別: 熱軋是在再結晶溫度以上進行軋制,冷軋為在再結晶溫度以下軋制; 冷軋有的時候也會有加溫的,但是溫度比較低,因為冷軋之后會產生加 工硬化,如果對于材料的成型要求比較高,還要進行退火。 冷軋和熱軋一般是板材或者型材,而冷拔一般是圓柱截面的線材。另外 熱軋板材一般是合金含量較高,強度較高的鋼材,而冷軋則是低碳低合金 的鋼材,通過冷軋可以提高強度,保證材料表面質量。 冷拔無縫鋼管和熱軋無縫鋼管的區別和板材不同。 無縫鋼管是因其制造工藝不同,分為熱軋(擠壓)無縫鋼管和冷拔(軋)無 縫鋼管兩種。 冷拔(軋)管又分為圓形管和異形管兩種: 冷拔鋼管一般需要多次拉拔,在每次拉拔之間要有相應的去應力退火, 保證下一次的冷拔順利進行。從外表看冷軋無縫鋼管往往是小直徑的,熱 軋無縫鋼管往往是大直徑的。冷
無縫鋼管、焊接鋼管、鍍鋅鋼管區別
格式:pdf
大小:13KB
頁數:2P
4.5
鍍鋅鋼管表面有熱浸鍍或電鍍鋅層的鋼管。增加抗腐蝕能 力。多用于噴淋系統。(4200-4750元/t) 焊接鋼管用鋼帶或鋼板彎曲變形成圓形、方形后在焊接,面 有接縫的鋼管。用在采暖、燃氣、熱水的管徑 <dn50的管道。(3750元/t,按dn計算) 無縫鋼管無縫鋼管是用鋼錠或實心管坯經穿孔制成毛 管,然后經熱軋、冷軋或冷撥制成。用在采暖、 燃氣、熱水的管徑≥dn50的管道。(4000-5500 元/t,按de計算) 重量(kg/m)=3.1416*h厚mm*(dem-h厚m)*7.85 例:de219*8厚重量=3.1416*8*(0.219-0.008)*0.75=41.63kg/m dn是公稱直徑,de是管道外徑。 我們平時說的108,是無縫鋼管用管子外徑,

有縫鋼管和無縫鋼管的區別
格式:pdf
大小:11KB
頁數:4P
4.5
對于有縫與無縫的生產工藝區別就沒有必要說了,主要說一下使用區別: 1、有縫管一般能夠承受的最大使用壓力在20公斤以內,這是最安全的使用范 圍。它一般用于輸水、煤氣、壓縮空氣等低壓流體; 2、無縫管可以承受超高壓,當然其壁厚也會隨之增加,這需要根據壓力要求來 進行設計。它一般用于高壓油管、鍋爐管等高溫高壓的設備使用。也有結構用的 無縫管,這就看設計要求了。 3、當前也有一些有縫鋼管無縫化處理的管,它是對焊縫進行了退火處理,消除 了焊縫的殘余應力,使焊縫與母材相當,其承壓范圍基本與無縫管相當。也可考 慮使用。 4、當然市場上也有一些采用有縫鋼管整體加熱以后再拉拔或帶芯頭軋制的無縫 鋼管,主要以小規格為主,這類管僅在外形方面屬于無縫管,其實質并不是很好, 要注意哦!! 無縫鋼管是采用冷、熱拔制成的,普遍用于介質壓力等于或大于1.6mpa. 有縫鋼管是鋼板成型后采用對接高頻

ERW焊管和無縫鋼管比較
格式:pdf
大小:24KB
頁數:2P
4.4
erw焊管和無縫鋼管比較(經中石油西安管材所檢測) 1、外徑公差 erw鋼管:采用冷彎成型,通過0.6%減徑完成定徑,其工藝過程溫度基本恒定在室溫,因而外 徑控制準確、波動范圍小,有利于杜絕黑皮扣; 無縫鋼管:采用熱軋成型工藝,其定徑是在8000c左右完成,鋼管原材料成分、冷卻條件以及 軋輥的冷卻狀態等對其外徑都有較大影響,因而外徑控制難以準確,且波動范圍較大。 2、壁厚公差 erw鋼管:采用熱軋帶卷為原材料,現代熱連扎厚度公差可以控制在0.05mm之內,而無縫鋼 管采用圓鋼穿孔方式生產,壁厚偏差較大,隨后的熱軋可以部分消除壁厚不均勻性,但目前最先進的 機組只能控制在±5~10%t以內,對應于8.94mm厚度的鋼管。 無縫鋼管:壁厚控制精度的極限是0.9mm。 3、橢圓度 erw鋼管:采用冷彎成型,因而外徑控制準確、波動范圍小。 無縫鋼管:采用熱軋成型工藝,
無縫鋼管、螺旋管、焊管和鍍鋅管的區別最新文檔
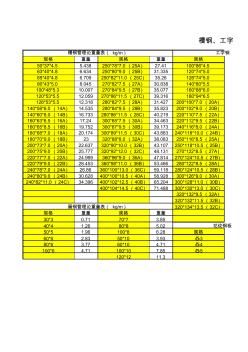
螺旋焊管、鍍鋅鋼管、無縫鋼管規格理論重量表
格式:pdf
大小:60KB
頁數:3P
4.6
規格重量規格重量規格 50*37*4.55.438250*78*7.0(25a)27.41100*86*4.5 63*40*4.86.634250*80*9.0(25b)31.335120*74*5.0 65*40*4.86.709250*82*11.0(25c)35.26126*74*5.0 80*43*5.08.045270*82*7.5(27a)30.838140*80*5.5 100*48*5.310.007270*84*9.5(27b)35.077160*88*6.0 120*53*5.512.059270*86*11.5(27c)39.316180*94*6.5 126*53*5.512.318280*82*7.5(28a)31.427200*100*7.0(20a) 140*58*6.0(14a
直縫鋼管與無縫鋼管的區別
格式:pdf
大小:10KB
頁數:1P
4.7
直縫鋼管與無縫鋼管的主要區別介紹 直縫鋼管和無縫管的主要區別有生產技術,還有應用兩個部分。直縫管是鐵板,經過壓 彎,合口,焊接等工序生產出來的,允許有一條焊縫。而無縫管是圓鋼通過軋管機熱軋 出來的,是沒有焊縫的。 直縫鋼管是用帶鋼卷曲通過焊接完成的, 無縫管是沒有焊接的縫隙的, 無縫管是用圓鋼 直接制作而成的一個整體的圓形鋼管,用鋼胚直接拉出來的。 直縫焊管是用鋼板或是剛帶經過卷曲成型后焊接制成的鋼管,焊接鋼管生產工藝簡單, 生產效率高,品種規格多,單一般強度低于無縫管。 直縫鋼管和無縫管的主要區別有生產技術, 還有應用兩個部分。 直縫管是鐵板, 經過壓 彎,合口, 焊接等工序生產出來的, 允許有一條焊縫。而無縫管是圓鋼通過軋管機熱軋出來 的, 是沒有焊縫的。 無縫管和直縫管在直徑壁厚相等的情況下, 無縫管所承受的壓力和堅固 程度, 是遠遠大于直縫管的。 一般壓力比較高的工程用管就選擇無縫
有縫鋼管跟無縫鋼管的區別
格式:pdf
大小:12KB
頁數:2P
4.5
有縫鋼管跟無縫鋼管的區別? 無縫鋼管是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。無 縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無 縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實心鋼材相比, 在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件 和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架 等。 無縫鋼管生產工藝:熱軋、熱擴、冷拔、冷軋,還有離心澆鑄無縫鋼管。無縫鋼 管規格:8-1240×1-200mm。 焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表 面有接縫的鋼管。焊接鋼管采用的坯料是鋼板或帶鋼。按焊接方法不同可分為 電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。電焊鋼管: 用于石油鉆采和機械制造業等。爐焊管:可用作水煤氣管等,大口
無縫鋼管和螺旋縫鋼管施工設計工藝設計
格式:pdf
大小:122KB
頁數:22P
4.4
word完美格式編輯 專業資料整理 無縫鋼管及螺旋縫鋼管施工工藝 鋼管運至現場后,首先根據設備及管件位置進行排管,并在現場 將每根鋼管的具體長度丈量好,標注具體尺寸和排列位置,以便于接 口時對號入座,采用吊車下管,下管過程中采用尼龍吊帶進行吊裝, 以管道保溫層的保護。 1、修口、對口 修口集中在管道出廠前加工完成,為保證焊接質量,焊接前均進行全 面檢查、修正,使管子端面、坡口角度、鈍邊、圓度等,均符合對口 接頭尺寸的要求,個別鋼管需在現場做坡口處理時,采用氣焊切割, 清除熔渣后再用砂輪打磨平整。 對口操作程序為:檢查接口接頭尺寸→清膛→確定并調整鋼管縱 向焊縫錯開位置→第一次管道找直→調整對口間隙尺寸→對口找平 →管道拉線找直→點焊 2焊接 接口焊接采用電弧焊,一遍打底,二遍成活,每道焊縫均一次焊 完,每層施焊的引熄弧點須錯開。 (1)管節焊接前應先修口、清渣、管端端面的坡
無縫鋼管和螺旋縫鋼管施工工藝設計
格式:pdf
大小:122KB
頁數:22P
4.5
范文范例指導參考 word版整理 無縫鋼管及螺旋縫鋼管施工工藝 鋼管運至現場后,首先根據設備及管件位置進行排管,并在現場 將每根鋼管的具體長度丈量好,標注具體尺寸和排列位置,以便于接 口時對號入座,采用吊車下管,下管過程中采用尼龍吊帶進行吊裝, 以管道保溫層的保護。 1、修口、對口 修口集中在管道出廠前加工完成,為保證焊接質量,焊接前均進行全 面檢查、修正,使管子端面、坡口角度、鈍邊、圓度等,均符合對口 接頭尺寸的要求,個別鋼管需在現場做坡口處理時,采用氣焊切割, 清除熔渣后再用砂輪打磨平整。 對口操作程序為:檢查接口接頭尺寸→清膛→確定并調整鋼管縱 向焊縫錯開位置→第一次管道找直→調整對口間隙尺寸→對口找平 →管道拉線找直→點焊 2焊接 接口焊接采用電弧焊,一遍打底,二遍成活,每道焊縫均一次焊 完,每層施焊的引熄弧點須錯開。 (1)管節焊接前應先修口、清渣、管端
 試談焊管,無縫鋼管使用領域的區別及無縫鋼管的發展前景
試談焊管,無縫鋼管使用領域的區別及無縫鋼管的發展前景 試談焊管,無縫鋼管使用領域的區別及無縫鋼管的發展前景
格式:pdf
大小:173KB
頁數:未知
4.3
介紹了我國焊接鋼管和無縫鋼管所處的發展階段及消費使用狀況;分析了我國無縫鋼管的發展前景。
(整理)不同無縫鋼管的使用區別和特性區別
格式:pdf
大小:24KB
頁數:4P
4.6
................. ................. 不同無縫鋼管的使用區別和特性區別 鋼管按生產方法可分為兩大類:無縫鋼管和焊接鋼管。無縫鋼管 按生產方法可分為:熱軋無縫管、冷拔管、精密鋼管、熱擴管、冷旋 壓管和擠壓管等。無縫鋼管用優質碳素鋼或合金鋼制成,有熱軋、冷 軋(拔)之分。 鋼管接壁厚分為普通鍍鋅鋼管和加厚鍍鋅鋼管;接管端形式分為 不帶螺紋鍍鋅鋼管和帶螺紋鍍鋅鋼管。鋼管的規格用公稱口徑(mm) 表示,公稱口徑是內徑的近似值。習慣上常用英寸表示。 焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊 管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大 提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向 應力狀態,增加了產生裂紋的可能性。 相關詳細情況可參考:熱擴無縫管http://www.***.***/
無縫鋼管及螺旋縫鋼管管道安裝
格式:pdf
大小:85KB
頁數:3P
4.5
展示設計www.***.***3d模型下載www.***.***勵志名言www.***.*** 1修口、對口 修口集中在管道出廠前加工完成,為保證焊接質量,焊接前均進 行全面檢查、修正,使管子端面、坡口角度、鈍邊、圓度等,均符合 對口接頭尺寸的要求,個別鋼管需在現場做坡口處理時,采用氣焊切 割,清除熔渣后再用砂輪打磨平整。 對口操作程序為:檢查接口接頭尺寸→清膛→確定并調整鋼管縱 向焊縫錯開位置→第一次管道找直→調整對口間隙尺寸→對口找平 →管道拉線找直→點焊 2焊接 接口焊接采用電弧焊,一遍打底,二遍成活,每道焊縫均一次焊 完,每層施焊的引熄弧點須錯開。 2.01管節焊接前應先修口、清渣、管端端面的坡口角度、鈍邊、 間隙,應符合規范規定;不得在對口間隙夾焊幫條或用加熱法縮小間 隙施焊。 2.02對口時應使內壁齊平,采用長300m

無縫鋼管無縫鋼管
格式:pdf
大小:324KB
頁數:17P
4.8
gb5310無縫鋼管,gb5310-2008無縫鋼管 電話:0, 規格規格規格規格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
無縫鋼管及螺旋縫鋼管施工工藝
格式:pdf
大小:30KB
頁數:19P
4.7
無縫鋼管及螺旋縫鋼管施工工藝 鋼管運至現場后,首先根據設備及管件位置進行排管,并在現場 將每根鋼管得具體長度丈量好,標注具體尺寸與排列位置,以便于接 口時對號入座,采用吊車下管,下管過程中采用尼龍吊帶進行吊裝, 以管道保溫層得保護。 1、修口、對口 修口集中在管道出廠前加工完成,為保證焊接質量,焊接前均進行全 面檢查、修正,使管子端面、坡口角度、鈍邊、圓度等,均符合對口接 頭尺寸得要求,個別鋼管需在現場做坡口處理時,采用氣焊切割,清 除熔渣后再用砂輪打磨平整. 對口操作程序為:檢查接口接頭尺寸→清膛→確定并調整鋼管縱 向焊縫錯開位置→第一次管道找直→調整對口間隙尺寸→對口找平 →管道拉線找直→點焊 2焊接 接口焊接采用電弧焊,一遍打底,二遍成活,每道焊縫均一次焊完, 每層施焊得引熄弧點須錯開。 (1)管節焊接前應先修口、清渣、管端端面得坡口角度、鈍邊、
無縫鋼管、螺旋管、焊管和鍍鋅管的區別相關
文輯推薦
知識推薦
百科推薦


職位:建筑一二級建造師
擅長專業:土建 安裝 裝飾 市政 園林


