

微締MES機械加工裝備制造MES系統
格式:pdf
大小:438KB
頁數:4P
人氣 :83
 4.6
4.6
微締 MES機械加工裝備制造 MES系統 裝備制造是指處于價值鏈高端和產業鏈核心環節, 并決定著整個產業鏈綜合 競爭力的關鍵設備的生產制造。 先進裝備制造具有技術密集、 資金密集、附加值 高、成長空間大、帶動作用強等突出特點。 微締 MES系統主要專注于模具, 精密零部件,汽車零部件以及機械裝備制造 等領域,面向眾多的該行業制造企業提供 MES系統設計開發與實施服務。 微締 MES根據工時定額動態優化算法將每一次的采集的實際工時依據一定的統 計算法模型,并結合產品在此工藝工時下的合格率與完成率, 給出一定時間段內 最優工藝工時以及定額數值, 作為工廠在該時間段內的工藝工時定額。 這個值可 以使用在產品制造過程管理中,作為員工績效考核與工廠優化排產的依據。 微締 MES裝備制造執行系統 在離散制造模式下,為了滿足動態變化的客戶需求并按時交貨, OEM企業業 務層必須與生產過程同步。 這就意味




MES系統框架及功能簡介
格式:pdf
大小:1008KB
頁數:16P
《智能制造之mes系統》 系統框架及主要業務流程 共享知識分享快樂 頁眉內容 一.概述 生產系統作為裝備制造企業的重要環節,直接影響著產品的交貨期、質量、成本。加強 生產系統的管理與控制是企業提高競爭力的有效途徑。生產系統的管理與控制涉及到生產過 程的計劃和執行,過程一旦發生變化,要求系統能夠做到及時協調與實時控制從而使生產過 程穩定運行。 該系統主要目的是解決下達生產計劃后的執行力,生產過程的控制,包括生產作業計劃 的產生、以車間為核心的生產作業控制、在制品控制、生產進度監控及預警、生產執行過程 的動態監控并根據監控信息進行實時調整、生產過程成本轉移、生產過程質量信息統計與分 析、生產進度及成本的多角度監控與統計分析。解決材料使用的控制,從而最大限度的控制成 本。 二.項目目標 本項目以復雜裝備制造產品為典型生產模式,實現生產執行過程的計劃與實時控制。項 目內容包括:技術數據
編輯推薦下載

MES在機械加工生產線質量信息管理系統中的應用研究
格式:pdf
大小:589KB
頁數:38P
4.3
機械制造業作為我國工業及其它行業的基礎在經濟建設中具有非常重要的地位,現 代制造業改變著人們的方方面面:包括生產以及生活模式、經營管理模式以及社會的組 織結構及文化。隨著全球經濟的不斷發展以及各個行業所帶來的激烈競爭,制造行業 對工業產品的質量、品種的多樣性、產品的快速化設計流程、產品的快速檢測及響應 功能有著十分嚴格的要求。隨著工業化程度的不斷加深以及拓展,提出了“以信息化 帶動工業化和以工業化促進信息化”的概念。制造業信息化的五個重要的內容及方面 包括:設計和生產的數字化、裝備和管理的數字化以及企業的數字化等等。 產品的質量在一個企業的生存與發展中具有十分重要的地位,它是未來市場競爭 中最有競爭力的武器。某位世界非常著名的質量管理專家j.m朱蘭預言:“在21世紀 的經濟大舞臺中,誰能保證產品的質量占領著制高點,誰將占領整個市場。因而質量 也成為未來經濟發展以及企業競爭的最強大的
 裝備制造業關于機械加工精度的探討探究
裝備制造業關于機械加工精度的探討探究 裝備制造業關于機械加工精度的探討探究
格式:pdf
大小:37KB
頁數:1P
4.4
對于機械零件和機械裝配進度的高低的設定,在進行機械的使用壽命延長方面有著重要的作用。本文對機械工藝的加工進度和機械領域的發展水平進行分析,認為提高機械制造的工藝水準,能夠在國家經濟水平的提高上起到推動作用。作者根據自己多年的研究發現,機械加工的誤差、機械加工的進度以及機械加工的獲得方式,對于加工進度的影響控制和機械加工精度有十分重要的關系。
微締MES機械加工裝備制造MES系統熱門文檔

MES系統框架及功能簡介 (2)
格式:pdf
大小:1008KB
頁數:16P
4.6
《智能制造之mes系統》 系統框架及主要業務流程 共享知識分享快樂 頁眉內容 一.概述 生產系統作為裝備制造企業的重要環節,直接影響著產品的交貨期、質量、成本。加強 生產系統的管理與控制是企業提高競爭力的有效途徑。生產系統的管理與控制涉及到生產過 程的計劃和執行,過程一旦發生變化,要求系統能夠做到及時協調與實時控制從而使生產過 程穩定運行。 該系統主要目的是解決下達生產計劃后的執行力,生產過程的控制,包括生產作業計劃 的產生、以車間為核心的生產作業控制、在制品控制、生產進度監控及預警、生產執行過程 的動態監控并根據監控信息進行實時調整、生產過程成本轉移、生產過程質量信息統計與分 析、生產進度及成本的多角度監控與統計分析。解決材料使用的控制,從而最大限度的控制成 本。 二.項目目標 本項目以復雜裝備制造產品為典型生產模式,實現生產執行過程的計劃與實時控制。項 目內容包括:技術數據
八鋼中厚板MES系統設計與實踐 八鋼中厚板MES系統設計與實踐
格式:pdf
大小:340KB
頁數:3P
4.5
以八鋼中厚板mes系統為研究對象,闡述了八鋼中厚板mes系統的功能,對系統的軟件結構及作業流程進行了詳細論述。闡明了八鋼中厚板mes系統的設計實施,解析了中厚板mes系統對制造執行所起作用。
沙鋼煉鋼軋鋼集成MES系統的特點及實現 沙鋼煉鋼軋鋼集成MES系統的特點及實現
格式:pdf
大小:453KB
頁數:3P
4.7
針對煉鋼、軋鋼這兩大鋼鐵生產流程中的關鍵工序之間存在物流、資源、能量和時間平衡的問題,考慮到沙鋼鋼鐵實際生產情況及鋼鐵生產組織、調度的特點,沙鋼煉鋼、軋鋼集成mes系統采用了計劃一體化編制、物料實時跟蹤、質量動態控制等一系列新的生產信息化新技術來支持鋼鐵生產流程的有序、高效運轉,從而提升企業的經濟效益。

柔性化的MES系統接口中間層設計
格式:pdf
大小:270KB
頁數:2P
4.4
信息技術 132 柔性化的mes系統接口中間層設計 【摘要】基于面向服務架構(soa),支持opc、ftp、webservice等主流 接口標準,自主開發設計介于發動機制造執行系統(ptmes)和車間工業自 動化設備(plc/工控機)之間的柔性化接口中間層,上位it系統與下位自動 化設備實現輕量化、可配置、松耦合的數據實時交互,可適應大型整車企業 多基地、多產線擴張時,發動機制造執行系統的快速集成部署。 【關鍵詞】制造執行系統;接口中間層;soa;opc 引言 nse是上汽集團自主研發,擁有自主知識產權的新一代小排量、高 性能系列發動機。nse生產線大量應用了自動加工設備。企業自主開發 的發動機制造執行系統實現了計劃管理、加工控制、生產監控、質量保 證、物料拉動等主要功能。隨著上汽集團自主開發的nle、sge等型號 的發動機將陸續投產,面對不同設備廠商提供的各型

車輪架機械加工工藝分析及設備工裝改造
格式:pdf
大小:116KB
頁數:2P
4.3
為了解決車輪架的孔加工工作效率低,精度不易保證,設備落后不足的問題。進行車輪架孔加工工藝分析,臺鉆設備技術改造和刀具自制。有效地完成了車輪架加工生產,提高了生產效率,降低了生產成本,并得到了生產實踐的驗證。
微締MES機械加工裝備制造MES系統精華文檔


機械加工設備清單 (2)
格式:pdf
大小:15KB
頁數:1P
4.5
儀器設備 名稱 序 號 型號單價(萬元)數量合價(萬元)實訓項目及內容 機械加 工實訓 車間 車床1ca61403.92078 機械加工技能實訓 銑床 1立式x50367.5430 2臥式x61326.5426 沖床 1j23-80開式沖床4.529 2j21-125普通沖床6212 數控 1數控立銑床12224 2數控臥銑床12112 磨床 1psgg-50100cnc平面磨床18118 2m2120a型內圓磨床919 33m51000型外圓磨床10110 鉆床1z3038液壓搖臂鉆床2.5512.5
泵蓋機械加工工藝規程及工藝裝備設計
格式:pdf
大小:596KB
頁數:18P
4.6
機械制造技術基礎課程設計 說明書 設計題目:泵蓋機械加工工藝規程及工藝裝備設計 學院:機電學院 系別:機械系 專業:機械設計制造及其自動化 學生姓名:學號: 指導教師: “機械制造技術基礎”課程設計任務書 設計者:溫鑫學號:0612100201 設計題目:泵蓋機械加工工藝規程及工藝裝備設計工藝文件編制(批 量1萬件/年) 序言 機械制造工藝學課程設計是進行畢業設計之前對所學各課程的一次深入的 綜合性的總復習,也是一次理論聯系實際的訓練。 通過這次課程設計,了解并認識一般機器零件的生產工藝過程,鞏固和加深 已學過的技術基礎課和專業課的知識,理論聯系實際,對將從事的工作進行一次 適應性訓練,從中鍛煉自己分析問題、解決問題的能力,為今后的工作打下一個 良好的基礎,并且為后續課程的學習大好基礎。 一、零件分析 (一)零件圖 (二)零件工藝分析
MES系統在舞鋼新寬厚板生產線上的應用 MES系統在舞鋼新寬厚板生產線上的應用
格式:pdf
大小:651KB
頁數:3P
4.3
介紹了舞鋼新寬厚板生產線mes系統的設計思想,從舞鋼信息化建設及中厚板生產線的實際狀況出發,采用自頂向下的設計思想定義了系統管理軟件的各個功能模塊。mes系統的應用為生產提供了一個標準化的信息平臺,上連erp,下接pcs,構成了一個整體的信息系統結構。
機械制造裝備設計
格式:pdf
大小:377KB
頁數:17P
4.4
沈陽理工大學應用技術學院課設說明書 -1- 前言 機械設計是機械工程的重要組成部分,是決定機械性能的最主要因素。由于 各產業對機械的性能要求不同而有許多專業性的機械設計,如紡織機械設計、礦 山機械設計、農業機械設計、船舶設計、汽車設計、機床設計、壓縮機設計、內 燃機設計、汽輪機設計、泵設計等專業性的機械設計分支學科。 在機械制造廠的生產過程中,用來安裝工件使之固定在正確位置上,完成其切 削加工、檢驗、裝配、焊接等工作,所使用的工藝裝備統稱為夾具。如機床夾具、 檢驗夾具、焊接夾具、裝配夾具等。 機床夾具的作用可歸納為以下四個方面: 1.保證加工精度機床夾具可準確確定工件、刀具和機床之間的相對位置, 可以保證加工精度。 2.提高生產效率機床夾具可快速地將工件定位和夾緊,減少輔助時間。 3.減少勞動強度采用機械、氣動、液動等夾緊機構,可以減輕工人的勞 動強度。 4
微締MES機械加工裝備制造MES系統最新文檔

設計推動架零件的機械加工工藝規則及工藝裝備CAD全圖機械
格式:pdf
大小:259KB
頁數:15P
4.5
設計推動架零件的機械加工工藝規則及工藝裝備 引言 本次課程設計是我們在畢業設計前一次重要的實踐設計,對所學的基礎課、技術基礎課和專業課能很好的 進行系統的復習,也是我們在進行畢業之前對所學各課程的一次深入的綜合性的總復習,也是一次理論聯 系實際的訓練,因此,它在我們四年的大學生活中占有重要的地位。 就我個人而言,我希望能通過這次課程設計對自己未來將從事的工作進行一次適應性訓練,從中鍛煉自己 分析問題、解決問題的能力,為今后參加祖國的“四化”建設打下一個良好的基礎。 在些次設計中我們主要是設計推動架的加工工藝和工藝器具。在此次課程設計過程中,我小組成員齊心協 力、共同努力完成了此項設計。 在設計期間查閱了大量的資料,并且得到了有關老師的指

設計推動架零件的機械加工工藝規則及工藝裝備CAD全圖機械 (2)
格式:pdf
大小:259KB
頁數:15P
4.8
設計推動架零件的機械加工工藝規則及工藝裝備 引言 本次課程設計是我們在畢業設計前一次重要的實踐設計,對所學的基礎課、技術基礎課和專業課能很好的 進行系統的復習,也是我們在進行畢業之前對所學各課程的一次深入的綜合性的總復習,也是一次理論聯 系實際的訓練,因此,它在我們四年的大學生活中占有重要的地位。 就我個人而言,我希望能通過這次課程設計對自己未來將從事的工作進行一次適應性訓練,從中鍛煉自己 分析問題、解決問題的能力,為今后參加祖國的“四化”建設打下一個良好的基礎。 在些次設計中我們主要是設計推動架的加工工藝和工藝器具。在此次課程設計過程中,我小組成員齊心協 力、共同努力完成了此項設計。 在設計期間查閱了大量的資料,并且得到了有關老師的指
星輪零件的機械加工工藝規程和裝備設計
格式:pdf
大小:2.5MB
頁數:11P
4.8
安徽機電職業技術學院 機械制造工藝學 課程設計說明書 設計題目設計"星輪"零件的機械加工工藝規程及裝備 (生產綱領:8000件) 班級:機械工程系機制 設計者: 指導教師: 評定成績: 設計日期2008年5月26日至6月8日 目錄 設計任務書???????????????????????????? 課程設計說明書正文???????????????????????? 序言??????????????????????????????? 一、零件的分析???????????????????????? 二、工藝規程設計???????????????????????? (一)確定毛坯的制造形式??????????????????? (二)基準的選擇???????????????????????? (三)制定工藝路線??????????????????
(機械制造行業)柴油機型連桿的機械加工工藝規則及工藝裝備
格式:pdf
大小:31KB
頁數:4P
4.6
機械制造工藝學課程設計任務書 題目:設計135型連桿的機械加工工藝規則及工藝裝備 內容:1.零件圖1張 2.毛坯圖1張 3.機械加工工藝過程綜合卡片1張 4.工藝附圖1份 5.課程設計說明書1份 135型連桿設計說明書 序言 機械工藝課程設計是一個綜合的設計項目,它要求有一定的刀具,機床,切削及機械加工機 械制造工藝等多方面的知識。而實際機械加工是講究經濟性,高效性,以及美觀合理,作為 學生的設計肯定在設計過程中有很多與實際不合,再所難免,望老師指出并給予指導。 一、零件的分析 一)零件的作用 連桿是柴油機的主要零件之一。它在柴油機中將作用于活塞頂面的膨脹氣體的壓力傳 給曲軸,又受曲軸的驅動帶動活塞壓縮汽缸中的氣體。連桿在工作承受著劇烈變化的 動載荷。連桿由連桿體和連桿蓋組成。連桿體和連桿蓋的大頭孔用螺釘與曲軸裝配 在一起。135型柴油機連

煤礦機械加工制造行業設備改造探討
格式:pdf
大小:188KB
頁數:2P
4.6
礦山機械設備是煤礦生產的關鍵工具,提高主要設備的自主生產能力十分重要。通過對比國內外礦山機械加工制造業現狀,指出了中國礦山機械設備加工的改造原則及改造方法,以期為有關人員提供一定的參考。

煤礦機械加工制造行業的設備改造
格式:pdf
大小:115KB
頁數:1P
4.5
隨著社會的不斷發展和經濟水平的不斷提高,國家對于煤礦行業的發展越來越重視。其中,煤礦機械加工制造行業的設備也正在經歷著全新的改造,這樣一來,不僅可以大幅度提高其工作效率,而且還可以對廣大施工人員的生命安全有著更好的保障。所以,本文就煤礦機械加工制造行業的設備改造問題進行了一系列的分析和研究,希望會對大家日后的學習有一定的幫助。
機械加工合同
格式:pdf
大小:21KB
頁數:2P
4.4
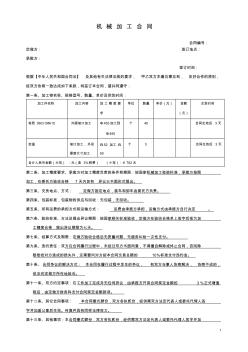
1 機械加工合同 合同編號: 定做方:簽訂地點: 承攬方: 簽訂時間: 根據【中華人民共和國合同法】及其他有關法律法規的要求,甲乙雙方本著互惠互利,友好合作的原則, 經雙方協商一致達成如下條款,特簽訂本合同,望共同遵守: 第一條、加工物名稱、規格型號、數量、單價及供貨時間: 加工件名稱加工內容加工精度要 求 單位數量單價(元)金額 (元) 交貨時間 材質06cr19ni10外圓坡口加工φ453加工到 φ450 個40合同生效后3天 變溫坡口加工,外形 厚度尺寸加工 δ52加工δ 50 個3合同生效后3天 合計人民幣金額(大寫):元(含3%稅費)(小寫):¥702元 第二條、加工精度要求、承攬方對加工精度負責的條件和期限:按國家機械加工檢驗標準,承攬方按圖 加工,在委托方驗收合格7天內如有異議以書面形式提出。 第三
機械加工報價規則
格式:pdf
大小:9KB
頁數:3P
4.4
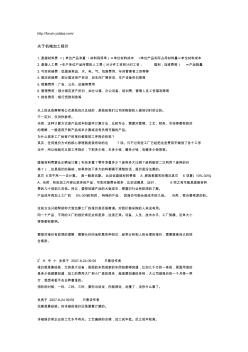
http://forum.yidaba.com/ 關于機械加工報價 1.直接材料費=(單位產品凈重/材料利用率)×單位材料成本=單位產品實際占用材料量×單位材料成本 2.直接人工費=生產單位產品所需的人工費(分計件工資和計時工資;福利;加班費等)×產品數量 3.可變間接費:低值易耗品、水、電、氣、包裝費用、車間管理者工資等等 4.固定間接費:部分固定資產折舊,如車間廠房折舊、生產設備折舊等等 5.銷售費用:廣告、公關、運輸等費用 6.管理費用:部分固定資產折舊,如辦公樓、辦公設備、培訓費、管理人員工資福利等等 7.財務費用:銀行貸款利息等 以上的這些解釋和公式是我自己總結的,是我給我們公司采購部的人做培訓時講過的。 不一定對,僅供你參考。 當然,這種計算方式是產品成本的基本計算方法,比較專業,需要對管理、工藝、財務、市場等都有較好 的理解,一般適用于新產品成本計算或沒有先例
機械加工論文
格式:pdf
大小:478KB
頁數:12P
4.5
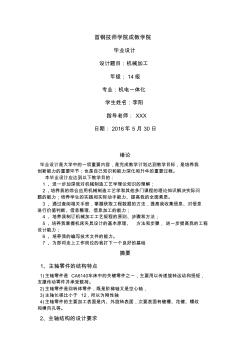
首鋼技師學院成教學院 畢業設計 設計題目:機械加工 年級:14級 專業:機電一體化 學生姓名:李陽 指導老師:xxx 日期:2016年5月30日 緒論 畢業設計是大學中的一項重要內容,是完成教學計劃達到教學目標,是培養我 創新能力的重要環節;也是自己知識和能力深化和升華的重要過程。 本畢業設計應達到以下教學目的: 1、進一步加深我對機械制造工藝學理論知識的理解; 2、培養我的綜合應用機械制造工藝學和其他多門課程的理論知識解決實際問 題的能力;培養學生的實踐和實際動手能力、提高我的全面素質。 3、通過查閱相關手冊,掌握獲取工程數據的方法,提高我收集信息、對信息 進行價值判斷、信息整理、信息加工的能力; 4、培養我制訂機械加工工藝規程的原則、步驟和方法; 5、培養我掌握機床夾具設計的基本原理、方法和步驟,進一步提高我的工程 設計能力; 6、培

機械加工PFMEA范例
格式:pdf
大小:259KB
頁數:16P
4.7
fmea編號: 項目名稱:7102-01-06(1.0+0/-0.05*298+0/-0.1)egc-qf過程責任部門:品質部iqc 關鍵日期:編制者: 核心小組:fmea日期: 採取的措施sod 原材料寬度 偏大,(超差上 限0.05) 送料不順無法 生產,導致模 具錯位. 2 鐵板分條時刀口之 隔片使用時間長,不 鋒利. 3 同一規格之材料 抽一卷用卡尺檢 驗寬度 +0 -0.1 848 原材料寬度 偏小,(超差下 限0.05) 模具錯位2 鐵板分條時刀口之 隔片位置偏移所致. 3 同一規格之材料 抽一卷用卡尺檢 驗寬度 +0 -0.1 848 原材料厚度 偏大,(超差上 限0.05) 外觀會擦傷, 角度小無法組 裝退貨. 7 鐵板壓沿處理不好, 成型型腔發生變異. 2 同一規格之材料 抽一卷用千分尺 檢驗厚度 t+0-0.05 9
微締MES機械加工裝備制造MES系統相關
文輯推薦
知識推薦
百科推薦

職位:公用設備工程師
擅長專業:土建 安裝 裝飾 市政 園林


