

將通用臥式車床改裝為焊接鋼管的專用軋輥車床
格式:pdf
大小:110KB
頁數:3P
人氣 :81
 4.7
4.7
本文介紹了將普通車床進行簡單改造,就可以加工各類不同直徑的焊接鋼管軋輥的生產方法,以及使用時的刀具、安裝、對刀方法。



 用普通車床加工焊接鋼管專用軋輥
用普通車床加工焊接鋼管專用軋輥 
臥式車床論文
格式:pdf
大小:234KB
頁數:13P
1 目錄 第一章cw6136臥式車床簡介及運動分析..................................................................................2 一、cw6136a臥式車床..............................................................................................................2 二、cw6136a臥式車床運動分析..........................................................................................2 第二章控制方案設計..................................
編輯推薦下載
數控軋輥車床增加花紋鋼板軋輥銑削功能 數控軋輥車床增加花紋鋼板軋輥銑削功能
格式:pdf
大小:281KB
頁數:未知
4.7
對數控車床進行改進,增加花紋板軋輥銑削主軸全閉環裝置,結合原有數控車床的兩個全閉環的線性軸(x、z軸),實現三軸二聯動,使a軸具備準確分度,x軸、z軸具有自動移動功能,且在加工中斷后可以準確續接,實現了花紋板軋輥數控全閉環銑削控制.改造后,數控車床具有車削和銑削兩大功能.
大型臥式車床附件機動裝置的設計 大型臥式車床附件機動裝置的設計
格式:pdf
大小:222KB
頁數:未知
4.5
目前國內外臥式車床導軌上可移動部件往往采用獨立驅動或手動吊運的方式,這樣無疑增加了成本和增加了加工輔助時間。為避免現有技術的不足,設計了一種利用機床已有動力源拖拽附件移動的裝置。
通用臥式車床改裝為焊接鋼管的專用軋輥車床熱門文檔
臥式車床電氣控制系統
格式:pdf
大小:748KB
頁數:10P
4.6
臥式車床電氣控制系統 車床是機床中應用最廣泛的一種,它可以用于切削各種工件的外圓、內孔、端面及螺紋。 車床在加工工件時,隨著工件材料和材質的不同,應選擇合適的主軸轉速及進給速度。但目 前中小型車床多采用不變速的異步電動機拖動,它的變速是靠齒輪箱的有級調速來實現的, 所以它的控制電路比較簡單。為滿足加工的需要,主軸的旋轉運動有時需要正轉或反轉,這 個要求一般是通過改變主軸電動機的轉向或采用離合器來實現的。進給運動多半是把主軸運 動分出一部分動力,通過掛輪箱傳給進給箱來實現刀具的進給。有的為了提高效率,刀架的 快速運動由一臺進給電動機單獨拖動。車床一般都設有交流電動機拖動的冷卻泵,來實現刀 具切削時冷卻。有的還專設一臺潤滑泵對系統進行潤滑。 一、機床的主要結構和運動形式 臥式車床的電氣控制車床的種類很多,其中臥式車床是應用極為廣泛的金屬切削機床。 它用于對具有旋轉表
臥式車床防護結構設計 臥式車床防護結構設計
格式:pdf
大小:356KB
頁數:4P
4.4
文章分別從臥式車床防護結構設計步驟、防護主要部件的設計原則、方法、注意事項等方面進行了詳細研究,并對其進行了歸納總結。最后,提出了臥式車床防護外觀設計原則。文中歸納總結出的臥式車床防護成熟結構,其設計方法、研究思路對從事設計車床防護的設計人員具有一定的參考價值。
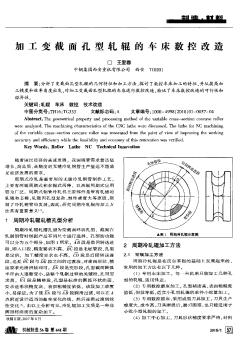
加工變截面孔型軋輥的車床數控改造
格式:pdf
大小:293KB
頁數:4P
4.7
分析了變截面孔型軋輥的幾何特征和加工方法,探討了數控車床加工的特征,并從提高加工精度和效率角度出發,對加工變截面孔型軋輥的車床進行數控改造。驗證了車床數控改造的可行性和經濟性。
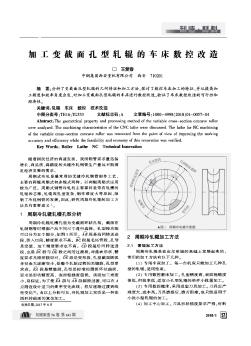
加工變截面孔型軋輥的車床數控改造
格式:pdf
大小:962KB
頁數:4P
4.7
分析了變截面孔型軋輥的幾何特征和加工方法,探討了數控車床加工的特征,并從提高加工精度和效率角度出發,對加工變截面孔型軋輥的車床進行數控改造,驗證了車床數控改造的可行性和經濟性。
重型臥式車床卡盤設計 重型臥式車床卡盤設計
格式:pdf
大小:182KB
頁數:2P
4.4
介紹了重型臥式車床卡盤結構的組成、特點和優點。主軸與卡盤之間采用1∶30錐度過盈配合,消除了聯接間隙并可靠傳遞主軸扭矩。頂尖結構采用短錐柄法蘭式結構,卡爪增加手動移動裝置,四套主卡爪采用進口雙向機械增力絲杠夾緊。
通用臥式車床改裝為焊接鋼管的專用軋輥車床精華文檔
 高頻焊接鋼管機平軋輥設計
高頻焊接鋼管機平軋輥設計 高頻焊接鋼管機平軋輥設計
格式:pdf
大小:554KB
頁數:未知
4.4
給出了焊接鋼管設計時帶鋼尺寸的計算公式以及卷圓中開口平輥、閉口平輥和定徑中定徑平輥的計算方法,特別是對軋制時鋼帶厚度和寬度與受力和變形的關系進行了探討.實踐證明,據此算法設計的平軋輥使用時間長,且生產出的焊接鋼管表面質量也有較大幅度的提高.
《焊接鋼管軋輥》國家標準正式發布 《焊接鋼管軋輥》國家標準正式發布
格式:pdf
大小:85KB
頁數:未知
4.5
據悉,2015年9月11日《中華人民共和國國家標準公告2015年第25號公告》公布:由山東省四方技術開發有限公司(簡稱山東四方)負責起草制訂的《焊接鋼管軋輥》國家標準,經國家質量監督檢驗檢疫總局和中國國家標準化管理委員會正式批準發布,標準號為gb/t31936—2015,實施日期2016年6月1日。該項標準的制訂發布,為促進和適應焊管行業和焊管軋輥的進步和發展,提高產品的市場競爭力,規范市場準入
普通車床改裝為微機控制電纜頭加工機床 普通車床改裝為微機控制電纜頭加工機床
格式:pdf
大小:213KB
頁數:未知
4.6
本文主要介紹純鋁軟金屬在鉆孔加工中如何采用微機控制,解決自動化加工中切屑阻塞現象及用8031單片微機進行控制的原理及具體電路.
防振墊鐵與臥式車床的穩定性 防振墊鐵與臥式車床的穩定性
格式:pdf
大小:460KB
頁數:3P
4.5
1防振墊鐵的類型按防振墊鐵與機床的緊固方式分,有用螺栓緊固和不緊固兩類。與機床緊固的防振墊鐵只有下平面采用橡膠隔振元件,與機床不緊固的防振墊鐵上、下兩個平面都采用橡膠隔振元件。
通用臥式車床改裝為焊接鋼管的專用軋輥車床最新文檔

CA6140臥式車床法蘭盤
格式:pdf
大小:331KB
頁數:17P
4.6
目錄 1零件的工藝性分析.......................................................................................................................1 1.1零件的功能.結構及特點..................................................................................................1 1.2主要加工表面及其要求.....................................................................................................1 2毛坯的選擇.................
CA6140型臥式車床進給箱畢業設計
格式:pdf
大小:1.8MB
頁數:65P
4.3
本科畢業設計(論文)任務書 題目:ca6140車床進給箱設計 專題題目:離合器m3所連接軸上的一雙聯滑移齒輪設計與 校核 原始依據(包括設計(論文)的工作基礎、研究條件、應用環 境、工作目的等): ca6140型車床是我國自行設計制造的一種臥式車床,具 有以下特點:機床剛性好,抗振性能好,可進行高速強力切 削和重載荷切削;機床操縱手柄集中,安排合理,溜板箱有 快速移動機構,進給操縱較直觀,操作方便,可減輕勞動強 度;機床具有高速細進給量,加工精度高,表面粗糙度小(公 差等級能達到it6一it7,表面粗糙度可達ral.25):機床 溜板刻度盤有照明裝置,尾座有夾緊機構,操作方便等等。 c6140車床是我國設計制造的典型的臥式車床,在我國 機械制造類工廠中使用極為廣泛。近年來又在機床結構上進 行改革,并在此機床的基礎上,開發出來新的先進的系列產
臥式車床安全操作規程
格式:pdf
大小:18KB
頁數:1P
4.7
臥式車床安全操作規程 適用機型:1、普通車床:c613,1613,cm6125,cg6125,c615,c616, c616a,1616m,c6132a,1617,c6136a,c618,c618k,c618-1,c620,c620-1,c620-1b, c620-3,cw6140,cy6140,cm6140,cw6140a,ca6140,c6140,ta1620,mk53kc, cw6143,cm6150,c630,cm6163,c630-1c640,cw61100,111c,1602,sv18r,1n61, s1-200,s1-250,tr70b,sn4002000,c650,165,1670,eu-500,龜城3#。2、鏟齒 車床:c8904,c8955。3、其他非標準車床:一、認真執行《金屬切削機床通用操作規 程》有關規定。 二、認真執行下述有關普通車床通用規定:
小直徑超薄壁焊接鋼管軋輥孔型設計 小直徑超薄壁焊接鋼管軋輥孔型設計
格式:pdf
大小:57KB
頁數:未知
4.7
介紹了津僑薄壁鋼管有限公司開發小直徑超薄壁(s/d=1.5%)焊接鋼管所采用的w孔型。該孔型調試方便,成型穩定。

車床尾座套筒
格式:pdf
大小:238KB
頁數:24P
4.4
1 機械制造工藝學課程設計 設計說明書 題目:車床尾座套筒 學校:湖南工業大學 學院:機械工程學院 專業:機械工程及其自動化 班級: 姓名: 指導老師: 設計時間:2011年12月19日 至2011年12月25日 機械工程學院 2011年12月 2 《機械制造工藝課程設計》任務書 一.設計題目: 設計車床尾座套筒零件的機械加工工藝規程及車床尾座套筒工序的設計計 算 二、原始數據和技術要求: 該零件圖樣一張 生產綱領:單件小批量生產 生產條件:金工車間加工 三、設計內容與要求: (1)毛坯圖 零件圖1張 零件-毛坯合圖1張 (2)機械加工工藝規程卡片1張 工序卡1套 (3)課程設計說明書1份 四、進度安排: 序號內容基本要求時間備注 1準備階段⑴閱讀、研究任務書;明確設計內容和要求。
 焊接鋼管種類全解析:如何選擇合適的焊接鋼管?
焊接鋼管種類全解析:如何選擇合適的焊接鋼管? 焊接鋼管種類全解析:如何選擇合適的焊接鋼管?
格式:doc
大小:14KB
頁數:4P
5
焊接鋼管,又稱焊管,是通過鋼板或鋼帶焊接而成的鋼管。因其生產工藝簡單、生產效率高、成本低等優點,在許多領域逐漸替代了無縫鋼管。
通用臥式車床改裝為焊接鋼管的專用軋輥車床相關
文輯推薦
知識推薦
百科推薦


職位:裝修預算員
擅長專業:土建 安裝 裝飾 市政 園林


