

圖示焊接
格式:pdf
大小:924KB
頁(yè)數(shù):16P
人氣 :94
 4.4
4.4
焊接位置圖示 不銹鋼焊接要點(diǎn)及注意事項(xiàng) 簡(jiǎn)介: 1、采用垂直外特性的電源,直流時(shí)采用正極性(焊絲接負(fù)極) 2、一般適合于 6mm 以下薄板的焊接,具有焊縫成型美觀,焊接變形量小的特點(diǎn) 3、保護(hù)氣體為氬氣,純度為 99.99% 。當(dāng)焊接電流為 50~150A 時(shí),氬氣流量為 8~10L/min ,當(dāng)電流為 150~250A 時(shí),氬氣流量為 12~15L/min 。 4、鎢極從氣體噴嘴突出的長(zhǎng)度,以 4~5mm 為佳,,在角焊等遮蔽性差的地方是 2~3mm ,在開槽深的地 方是 5~6mm ,噴嘴至工作的距離一般不超過 15mm 。 5、為防止焊接氣孔之出現(xiàn),焊接部位如有鐵銹、油污等務(wù)必清理干凈。 6、焊接電弧長(zhǎng)度,焊接普通鋼時(shí),以 2~4mm 為佳,而焊接不銹鋼時(shí),以 1~3mm 為佳,過長(zhǎng)則保護(hù)效 果不好。 7、對(duì)接打底時(shí),為防止底層焊道的背面被氧化,背面也需要實(shí)施氣體保護(hù)。 8、為使



焊接圖示
格式:pdf
大小:263KB
頁(yè)數(shù):18P
精品 可編輯修改 第十二章化工設(shè)備圖 第一節(jié)概述 在石油化工業(yè)的生產(chǎn)中,使用如容器,反應(yīng)罐,熱交換器及塔器等 各種設(shè)備,以進(jìn)行如加熱,冷卻,吸收,蒸餾等各種化工單元操作,這 些設(shè)備通常稱為化工設(shè)備. 化工設(shè)備的設(shè)計(jì),制造以及安裝,檢修和使用,均需通過圖樣來進(jìn) 行.因此,石化工業(yè)的技術(shù)人員必須具有繪制及閱讀化工設(shè)備圖樣 的能力. 完整成套的化工設(shè)備施工圖樣,通常包括化工設(shè)備的裝配圖,部件 圖,零件圖等.本章所述的化工設(shè)備圖是化工設(shè)備裝配圖的簡(jiǎn)稱. 化工設(shè)備圖用來表示一臺(tái)設(shè)備的結(jié)構(gòu)形狀,技術(shù)特性,各零部件間 的裝配聯(lián)接關(guān)系,以及必要的尺寸等.與機(jī)械裝配圖一樣有一組圖 形,必要的尺寸,零部件序號(hào),技術(shù)要求,明細(xì)表及標(biāo)題欄等內(nèi)容,另 外還有兩項(xiàng)內(nèi)容: (1)接管口序號(hào)和管口表.設(shè)備上所有的接管口均用英文字母順序 編號(hào),并

焊接缺陷圖示(1)
格式:pdf
大小:10.4MB
頁(yè)數(shù):31P
1焊鱗 焊縫缺陷圖示 2-氣孔 修復(fù)方法:打磨去除該段焊縫,重新焊接。 3-弧坑針狀氣孔 打磨去除此部分 修復(fù)方法:打磨去除該段焊縫,重新焊接。 4-氣孔(砂眼) 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 5-縮孔 打磨去除此部分 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 6-端部裂紋/焊縫裂紋 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 7-不良焊縫外觀 修復(fù)方法:重新焊接。 8-焊瘤及飛邊 重新焊接部分 修復(fù)方法:打磨,重新焊接。 9-咬邊 修復(fù)方法:重新焊接。 10-咬邊 修復(fù)方法:重新焊接。 11-焊縫不均勻 修復(fù)方法:重新焊接。 12‘-不良外觀 修復(fù)方法:重新焊接。 13‘-不良外觀 修復(fù)方法:重新焊接。 14‘-不良外觀 焊鱗 去除焊鱗后焊縫表面
編輯推薦下載

焊接缺陷圖示1
格式:pdf
大小:10.2MB
頁(yè)數(shù):31P
4.6
1焊鱗 焊縫缺陷圖示 2-氣孔 修復(fù)方法:打磨去除該段焊縫,重新焊接。 3-弧坑針狀氣孔 打磨去除此部分 修復(fù)方法:打磨去除該段焊縫,重新焊接。 4-氣孔(砂眼) 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 5-縮孔 打磨去除此部分 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 6-端部裂紋/焊縫裂紋 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 7-不良焊縫外觀 修復(fù)方法:重新焊接。 8-焊瘤及飛邊 重新焊接部分 修復(fù)方法:打磨,重新焊接。 9-咬邊 修復(fù)方法:重新焊接。 10-咬邊 修復(fù)方法:重新焊接。 11-焊縫不均勻 修復(fù)方法:重新焊接。 12‘-不良外觀 修復(fù)方法:重新焊接。 13‘-不良外觀 修復(fù)方法:重新焊接。 14‘-不良外觀 焊鱗 去除焊鱗后焊縫表面

焊接缺陷圖示舉例
格式:pdf
大小:10.2MB
頁(yè)數(shù):31P
4.3
1焊鱗 焊縫缺陷圖示 2-氣孔 修復(fù)方法:打磨去除該段焊縫,重新焊接。 3-弧坑針狀氣孔 打磨去除此部分 修復(fù)方法:打磨去除該段焊縫,重新焊接。 4-氣孔(砂眼) 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 5-縮孔 打磨去除此部分 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 6-端部裂紋/焊縫裂紋 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 7-不良焊縫外觀 修復(fù)方法:重新焊接。 8-焊瘤及飛邊 重新焊接部分 修復(fù)方法:打磨,重新焊接。 9-咬邊 修復(fù)方法:重新焊接。 10-咬邊 修復(fù)方法:重新焊接。 11-焊縫不均勻 修復(fù)方法:重新焊接。 12‘-不良外觀 修復(fù)方法:重新焊接。 13‘-不良外觀 修復(fù)方法:重新焊接。 14‘-不良外觀 焊鱗 去除焊鱗后焊縫表面
圖示焊接熱門文檔

4焊接缺陷圖示
格式:pdf
大小:10.2MB
頁(yè)數(shù):31P
4.5
1焊鱗 焊縫缺陷圖示 2-氣孔 修復(fù)方法:打磨去除該段焊縫,重新焊接。 3-弧坑針狀氣孔 打磨去除此部分 修復(fù)方法:打磨去除該段焊縫,重新焊接。 4-氣孔(砂眼) 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 5-縮孔 打磨去除此部分 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 6-端部裂紋/焊縫裂紋 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 7-不良焊縫外觀 修復(fù)方法:重新焊接。 8-焊瘤及飛邊 重新焊接部分 修復(fù)方法:打磨,重新焊接。 9-咬邊 修復(fù)方法:重新焊接。 10-咬邊 修復(fù)方法:重新焊接。 11-焊縫不均勻 修復(fù)方法:重新焊接。 12‘-不良外觀 修復(fù)方法:重新焊接。 13‘-不良外觀 修復(fù)方法:重新焊接。 14‘-不良外觀 焊鱗 去除焊鱗后焊縫表面

常見焊接缺陷及圖示
格式:pdf
大小:4.4MB
頁(yè)數(shù):5P
4.7
. . 常見焊接缺陷及圖示 常見的缺陷有:裂紋、焊瘤、燒穿、弧坑、氣孔、夾渣、咬邊、未熔合、未焊透等,以及焊縫尺寸不符合 要求、焊縫成形不良(如:長(zhǎng)度不足,高度不足,未滿焊)等。 1.氣孔: 修復(fù)方法:打磨去除該段焊縫,重新焊接。 修復(fù)方法:打磨去除該段焊縫,重新焊接。 . . 2.砂眼(焊接時(shí)氣體或雜質(zhì)在焊接構(gòu)件內(nèi)部或表面形成的小孔) 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 3.縮孔(焊接后在冷凝過程中收縮而產(chǎn)生的孔洞,形狀不規(guī)則,孔壁粗糙,一般位于鑄件的熱節(jié)處。) 修復(fù)方法:打磨去除所有影響焊縫,重新焊接。 . . 4.焊瘤(金屬物在焊接過程中,通過電流造成金屬焊點(diǎn)局部高溫熔化,液體金屬凝固時(shí),在自重作用下金屬 流淌形成的微小疙瘩) 修復(fù)方法:打磨去除該段重新焊接 5.咬邊(燒筋) . . 修復(fù)方法:重新焊接 6.弧坑(在焊接收尾處形成低于焊縫
pe管材焊接機(jī)操作施工圖示
格式:pdf
大小:4.0MB
頁(yè)數(shù):5P
4.4
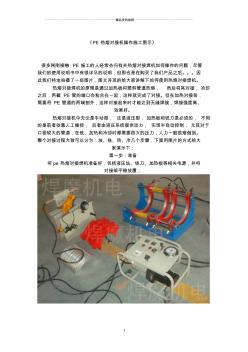
???????????????????????精品資料推薦??????????????????? 1 《pe熱熔對(duì)接機(jī)操作施工圖示》 很多剛剛接觸pe施工的人經(jīng)常會(huì)問有關(guān)熱熔對(duì)接焊機(jī)如何操作的問題,盡管 我們的使用說明書中有很詳盡的說明,但那也是在購(gòu)買了我們產(chǎn)品之后。。。因 此我們特地拍攝了一些圖片,圖文并茂的給大家講解下如何使用熱熔對(duì)接焊機(jī)。 熱熔對(duì)接焊機(jī)的原理是通過加熱板將塑料管道熱熔,然后將其對(duì)接,冷卻 之后,兩截pe管的端口會(huì)粘合在一起,這樣就完成了對(duì)接。但在加熱對(duì)接前, 需要將pe管道的兩端刨齊,這樣對(duì)接起來時(shí)才能達(dá)到無縫焊接,焊接強(qiáng)度高、 效果好。 熱熔對(duì)接機(jī)中無論是手動(dòng)型,還是液壓型,加熱板和銑刀是必須的,不同 的是前者依靠人工操控,后者由液壓系統(tǒng)提供動(dòng)力,實(shí)現(xiàn)半自動(dòng)控制,尤其對(duì)于 口徑較大的管道,在銑、加熱和冷卻時(shí)都需要很大的壓力,人力一般很難
15G909-1 鋼結(jié)構(gòu)連接施工圖示(焊接連接)
格式:pdf
大小:3.7MB
頁(yè)數(shù):87P
4.5
15g909-1鋼結(jié)構(gòu)連接施工圖示(焊接連接),高清無水印,請(qǐng)放心下載
圖示焊接精華文檔

焊接措施
格式:pdf
大小:356KB
頁(yè)數(shù):13P
4.7
百度文庫(kù)-讓每個(gè)人平等地提升自我 1 a 版次日期審核改版原因批準(zhǔn) 青島發(fā)電廠二期2×300mw熱電聯(lián)產(chǎn)工程 編號(hào)10xw017sepcocss 作業(yè)指導(dǎo)書 熱控焊接施工 編寫/日期: 山東電力建設(shè)第二工程公司電儀工程處 百度文庫(kù)-讓每個(gè)人平等地提升自我 2 一、工程概況: 青島發(fā)電廠擴(kuò)建2×300mw熱電聯(lián)產(chǎn)機(jī)組由華東電力設(shè)計(jì)院設(shè)計(jì),其對(duì)大口徑管道焊接有相應(yīng) 的焊接設(shè)計(jì)要求,但對(duì)電儀專業(yè)的一般鋼結(jié)構(gòu)焊接、小口徑取樣焊接未作具體設(shè)計(jì),但在 《火力發(fā)電廠焊接技術(shù)規(guī)程》dl/t869-2004及《火電施工質(zhì)量檢驗(yàn)及評(píng)定標(biāo) 準(zhǔn)》焊接篇96版規(guī)定中,對(duì)一般鋼結(jié)構(gòu)、小口徑取樣管道控制取源部件在內(nèi)、外部質(zhì)量及外 觀工藝等方面均有嚴(yán)格的要求。因此為規(guī)范焊接管理、指導(dǎo)焊接施工
焊接論文
格式:pdf
大小:109KB
頁(yè)數(shù):12P
4.5
1 焊接論文 姓名:陳強(qiáng)學(xué)號(hào):班級(jí):模具111 論文摘要: 19世紀(jì)80年代,焊接只用于鐵匠鍛造上。工業(yè)化的發(fā)展和兩次世界大戰(zhàn)的 爆發(fā)對(duì)現(xiàn)代焊接的快速發(fā)展產(chǎn)生了影響。基本焊接方法—電阻焊、氣焊和電弧焊 都是在一戰(zhàn)前發(fā)明的。但20世紀(jì)早期,氣體焊接切割在制造和修理工作中占主 導(dǎo)地位。隨著經(jīng)濟(jì)的發(fā)展,尤其是改革開放之后的幾年,在制造業(yè)中焊接成為重 要的加工工藝方法之一,廣泛用于機(jī)械制造、航空航天、能源交通、石油化工、 建筑等行業(yè)。以后的焊接其核心說實(shí)現(xiàn)沒有人直接參與的自動(dòng)焊接過程。焊接自 動(dòng)化主要包括兩方面:一是焊接工序的自動(dòng)化,二是焊接生產(chǎn)的自動(dòng)化。 關(guān)鍵詞: 鑄焊、集成化、iqr系統(tǒng)、智能化、焊接自動(dòng)化。 一、焊接發(fā)展歷史 焊接技術(shù)是隨著金屬的應(yīng)用而出現(xiàn)的,古代的焊接方法主要是鑄焊、釬焊和 鍛焊,中國(guó)商朝制造的鐵刃銅鉞,就是鐵與銅的鑄焊件,其表面銅


圖示焊接最新文檔
焊接 (2)
格式:pdf
大小:63KB
頁(yè)數(shù):8P
4.8
1.什么是焊接?焊接的實(shí)質(zhì)是什么? 焊接是指通過加熱或加壓,或兩者并用,并且用或不用填充材料,使焊件達(dá)到結(jié)合的一種方法。 焊接過程的本質(zhì)就是通過適當(dāng)?shù)奈锢砘瘜W(xué)過程克服這兩個(gè)困難,使兩個(gè)分離焊件表面的原子接近 到晶格距離而形成結(jié)合力。 2.焊接方法與其他連接方法相比有什么優(yōu)越性? (1)結(jié)構(gòu)可靠,連接接頭系數(shù)高(2)與鉚接件和鑄件相比,結(jié)構(gòu)簡(jiǎn)化,同樣的承載條件,焊接 結(jié)構(gòu)更輕更薄,可節(jié)省大量的材料,模具等,工序簡(jiǎn)單;(3)密封性能好(4)連接厚度大(5) 可焊接不同的材料:焊接結(jié)構(gòu)可按不同要求在不同部位采用不同的材料實(shí)現(xiàn)連接;(6)設(shè)計(jì)靈 活、簡(jiǎn)單:焊接結(jié)構(gòu)可通過對(duì)接、角接、搭接等多種方法設(shè)計(jì)成任意結(jié)構(gòu),避免了鑄、鉚、鍛工 藝對(duì)工件形狀等的諸多要求限制,靈活方便,可實(shí)現(xiàn)性強(qiáng);(7)制造工藝簡(jiǎn)便,生產(chǎn)周期短, 成本低,更易實(shí)現(xiàn)專業(yè)化批量生產(chǎn),經(jīng)濟(jì)效益明顯;(8)容易實(shí)現(xiàn)機(jī)械化

氣保焊——焊接技師論文
格式:pdf
大小:1.0MB
頁(yè)數(shù):9P
4.6
1/9 co2氣體保護(hù)焊在焊接起汽車重機(jī)構(gòu)件工藝 的應(yīng)用淺析及實(shí)戰(zhàn)技巧 【摘要】 二氧化碳電弧焊(co2焊)的保護(hù)氣體是二氧化碳,由于二氧化碳?xì)怏w的 熱物理性能的特殊影響,使用常規(guī)焊接電源時(shí),焊絲端頭熔化金屬不可能形成平 衡的軸向自由過渡,通常需要采用短路過渡和熔滴縮頸爆斷,因此,與mag焊自 由過渡相比飛濺較多。針對(duì)這個(gè)問題主要介紹了co2氣體保護(hù)焊焊接技術(shù)及焊接 起重機(jī)結(jié)構(gòu)件需要注意的一些問題,對(duì)co2氣體保護(hù)焊接工藝設(shè)計(jì)及其應(yīng)用具有 一定的指導(dǎo)作用。 【關(guān)鍵詞】co2;氣保焊;焊接工藝;起重機(jī)結(jié)構(gòu)件; 通過對(duì)co2氣保焊、富氬氣氣保焊及焊條電弧焊進(jìn)行對(duì)比、工藝試驗(yàn)及評(píng)定, 決定除對(duì)個(gè)別有外觀要求的焊縫采用富氬氣氣體保護(hù)焊外,其余均采用co2氣保 焊。生產(chǎn)實(shí)踐證明,co2氣保焊相較于焊條電弧焊:焊接速度快、引弧性能好、 熔深大、熔敷效率高

氬弧焊焊接技巧
格式:pdf
大小:11KB
頁(yè)數(shù):2P
4.5
氬弧焊焊接技巧在哪里? 瀏覽:32次作者:企業(yè)庫(kù)時(shí)間:2010-7-94:14:08 鎢極氬弧焊就是把氬氣做為保護(hù)氣體的焊接。借助產(chǎn)生在鎢電極與焊體之間的電弧,加熱和熔化焊材 本身(在添加填充金屬時(shí)也被熔化),而后形成焊縫金屬。鎢電極,熔池,電弧以及被電弧加熱的連接縫 區(qū)域,受氬氣流的保護(hù)而不被大氣污染。 氬弧焊時(shí),焊炬、填充金屬及焊件的相對(duì)位置如下圖: 弧長(zhǎng)一般取1-1.5倍鎢電極直徑。 停止焊接時(shí),首先從熔池中抽出填充金屬(填充金屬根據(jù)焊件厚薄添加),熱端部仍需停留在氬氣流的保 護(hù)下,以防止其氧化。 1.焊槍(焊炬) 鎢極氬弧焊槍(也稱焊炬)除了夾持鎢電極,輸送焊接電流外,還要噴射保護(hù)氣體。大電流焊槍長(zhǎng)時(shí)間焊 接還需使用水冷焊槍。因此,焊槍的正確使用及保護(hù)是相當(dāng)重要的。 鎢電極負(fù)載電流能力(a) 鎢電極直徑(mm)純鎢釷鎢鈰鎢 φ1.020-601
焊接-------焊接技術(shù)人員培訓(xùn)手冊(cè)
格式:pdf
大小:150KB
頁(yè)數(shù):46P
4.7
1 焊接技術(shù)人員培訓(xùn)手冊(cè) 第一部分焊接工藝評(píng)定的使用管理&焊接工藝規(guī)程 的編制 一、焊接工藝評(píng)定的有關(guān)概念 二、焊接工藝評(píng)定及使用管理程序 三、焊接工藝評(píng)定變素及其評(píng)定規(guī)則 四、如何閱讀焊接工藝評(píng)定報(bào)告 五、如何編制焊接工藝規(guī)程 一、焊接工藝評(píng)定的有關(guān)概念 1、焊接工藝評(píng)定的定義和目的 2、消除焊接工藝評(píng)定認(rèn)識(shí)上誤區(qū): 3、“焊接性能”與“焊接性”4、“焊接性能試驗(yàn)”與“焊接工藝評(píng)定”5、“焊縫”與“焊接接頭”6、“焊 接工藝評(píng)定”與“焊工技能考試”7、焊接工藝評(píng)定的基本條件 8、常用焊接工藝評(píng)定標(biāo)準(zhǔn): jb4708-2000《鋼制壓力容器焊接工藝評(píng)定》 gb50236-98《現(xiàn)場(chǎng)設(shè)備、工業(yè)管道焊接工程施工及驗(yàn)收規(guī)范》第4章 勞部發(fā)1996[276]號(hào)《蒸汽鍋爐安全監(jiān)察規(guī)程》附錄i jgj81-2000《建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程》第5章 gb128-90
焊接工程學(xué)焊接方法篇
格式:pdf
大小:8KB
頁(yè)數(shù):2P
4.4
1 《焊接工程學(xué)》課程教學(xué)大綱 第一篇焊接方法 第三章熔化極電弧焊方法 第一節(jié)mig和mag 原理:熔化極氣體保護(hù)焊屬于用電弧作為熱源的熔化焊方法,其電弧建立在連續(xù)送進(jìn)的 焊絲與熔池之間。熔化的焊絲金屬與母材金屬混合而成的熔池在電弧熱源移走后結(jié)晶而形成 焊縫,并把分離的母材通過冶金方式連接起來。 熔滴過渡的方式:短路過渡(小電流,短弧),滴狀過渡(小電流,長(zhǎng)弧),射滴過渡(mig, 鋁),射流過渡(mig,鋼焊絲,直流反接,長(zhǎng)弧),亞射流過渡(焊縫起皺現(xiàn)象,鋁合金, 短弧,直流反極性接法),旋轉(zhuǎn)射流過渡(鋼焊mig焊,伸出長(zhǎng)度長(zhǎng),或電流遠(yuǎn)大于射流 臨界電流)。 噴射臨界電流:不同焊接材料不同保護(hù)氣氛等工藝參數(shù)的影響。 電流極性:直流正接和直流反接。 氣體保護(hù)方式:mig以ar或he為主,mag在ar或he中加入o2(一般小于5%)和

焊接標(biāo)準(zhǔn)大全-焊接國(guó)家標(biāo)準(zhǔn)匯總
格式:pdf
大小:11KB
頁(yè)數(shù):6P
4.7
焊接國(guó)家標(biāo)準(zhǔn)總匯 標(biāo)準(zhǔn)號(hào)標(biāo)準(zhǔn)名稱 焊接基礎(chǔ)通用標(biāo)準(zhǔn) gb/t3375--94焊接術(shù)語(yǔ) gb324--88焊縫符號(hào)表示法 gb5185--85金屬焊接及釬焊方法在圖樣上的表示代號(hào) gb12212--90技術(shù)制圖焊縫符號(hào)的尺寸、比例及簡(jiǎn)化表示法 gb4656--84技術(shù)制圖金屬結(jié)構(gòu)件表示法 gb985--88氣焊、手工電弧焊及氣體保護(hù)焊焊縫坡口的基本形式 和尺寸 gb986--88埋弧焊焊縫坡口的基本形式與尺寸 gb/t12467.1—1998焊接質(zhì)量要求金屬材料的熔化焊第1部分:選擇及使用 指南 gb/tl2468.2--1998焊接質(zhì)量保證金屬材料的熔化焊第2
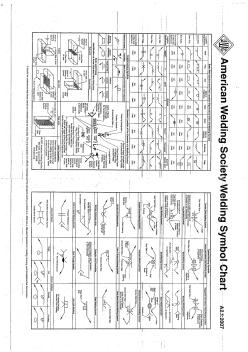
美國(guó)焊接協(xié)會(huì)(AWS)焊接符號(hào)
格式:pdf
大小:676KB
頁(yè)數(shù):1P
4.7
美國(guó)焊接協(xié)會(huì)(AWS)焊接符號(hào)
圖示焊接相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:木門結(jié)構(gòu)工程師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


