

唐山國豐ф1450中薄板坯連鑄連軋工程體會
格式:pdf
大小:241KB
頁數:1P
人氣 :96
 4.6
4.6
對唐山國豐ф1450中薄板坯連鑄連軋工程地質情況進行了詳細的介紹,通過方案比選決定采用水泥粉煤灰碎石樁(CFG樁)進行地基處理,具體闡述了CFG樁在該工程中的應用,從而大大地節約了投資,取得了很好的經濟效益。



 鞍鋼1700中薄板坯連鑄連軋工程總結
鞍鋼1700中薄板坯連鑄連軋工程總結 鞍鋼1700中薄板坯連鑄連軋工程總結
格式:pdf
大小:91KB
頁數:未知
鞍鋼1700建設工程,是1780技改工程的繼續,是充分利用熱軋帶鋼廠原1700機組設備通過搬遷改造,與二煉鋼廠連鋅工藝線相連,形成一條熱裝、直軋短流程連鑄連軋生產線。
編輯推薦下載
CSP薄板坯連鑄連軋
格式:pdf
大小:118KB
頁數:4P
4.7
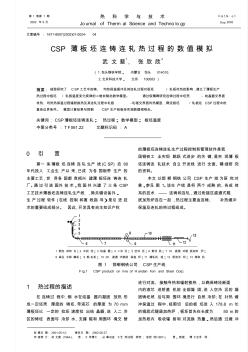
第1卷第1期 2002年9月 熱科學與技術 journalofthermalscienceandtechnology vol.1,no.1 sep.2002 文章編號:1671-8097(2002)01-0024-04 收稿日期:2001-05-12;修回日期:2002-06-27. 作者簡介:武文斐(1964-),男,工學博士,從事冶金工藝熱過程研究;張欣欣(1957-),男,教授,博士生導師. csp薄板坯連鑄連軋熱過程的數值模擬 武文斐 1,張欣欣2 (1.包頭鋼鐵學院,內蒙古包頭014010; 2.北京科技大學,北京100083) 摘要:細致研究了csp工藝中連鑄、均熱保溫緩沖及其連軋過程對板坯
鞍鋼1700中薄板坯連鑄連軋生產線(ASP)工程與生產實踐 鞍鋼1700中薄板坯連鑄連軋生產線(ASP)工程與生產實踐
格式:pdf
大小:684KB
頁數:5P
4.6
主要對鞍鋼1700中薄板坯連鑄連軋生產線(angangstripproduction)研制的背景、工程情況、原料及產品規格、主要工藝設備、自動化系統及創新點進行了說明,并介紹了該生產線投產后一年來的生產實績。
唐山國豐ф1450中薄板坯連鑄連軋工程體會熱門文檔
邯鋼薄板坯連鑄連軋中的板帶厚度控制 邯鋼薄板坯連鑄連軋中的板帶厚度控制
格式:pdf
大小:487KB
頁數:未知
4.7
邯鋼引進的薄板坯連鑄連軋(csp)中,用長行程液壓缸與階梯墊板結合的熱軋板帶材生產厚度自動控制(hgc),提高了快速液壓執行機構的穩定性和響應速度.文章對該hgc系統進行了分析,并提出了作者自己的見解.
薄板坯連鑄連軋(7)—馬鋼CSP
格式:pdf
大小:329KB
頁數:7P
4.8
薄板坯連鑄連軋(7)—馬鋼csp http://www.***.***2006-12-19 馬鋼的薄板坯連鑄連軋生產線采用了德國sms-demag集團的csp薄板坯連鑄連軋技 術,年設計生產熱軋板卷200萬噸。 馬鋼csp產品品種 馬鋼csp設計的產品大綱:產品規格為:厚度0.8~12.7mm(其中≤2.omm的 占總產量的25%以上);寬度900~1600mm。生產的主要品種有:碳素結構鋼、優質 碳素結構鋼、地合金高強度結構鋼、汽車結構鋼、高耐候結構鋼、管線鋼和超低 碳鋼。其中熱軋產品的70~80%作為冷軋原料。產品中碳素結構鋼(代表鋼號 q195~q235)占總量的約50%以上,優質碳素結構鋼(代表鋼號08、08al、10~35 號鋼)約占20%,低合金高強度結構鋼(代表鋼號q345~q460)約占10%,汽車結 構
薄板坯連鑄連軋(2)—珠鋼CSP
格式:pdf
大小:17KB
頁數:6P
4.4
薄板坯連鑄連軋(2)—珠鋼csp http://www.***.***2006-12-19 珠鋼是國內擁有第1條采用短流程工藝生產熱軋薄板生產線的企業。總的生產規 模為160~180萬t/a熱帶材。分兩期建設,第一期設計能力約為80萬t/a。該 生產線于1999年8月下旬正式投產,一期配備了公稱容量為150t的電弧爐和lf 爐;一臺薄板坯連鑄機;一條直通式輥底爐;一條熱連軋線。該廠的電爐csp流 程生產線具有顯著特點,其工藝技術能特別經濟地生產熱軋帶鋼,經濟效益高,投 資費用比采用普通工藝的設備低得多。eaf-lf-csp生產線的生產周期短,從投料 冶煉開始到最終成品,整個周期時間只需2.5h,這是傳統生產工藝無法比擬的。珠 鋼csp生產線自動化水平高,6機架精軋機組具有高精度的自動化控制系統,板形好 、厚差小、適宜
唐山國豐ф1450中薄板坯連鑄連軋工程體會精華文檔
鞍鋼1700中薄板坯連軋工程熱力部分設計及施工服務 鞍鋼1700中薄板坯連軋工程熱力部分設計及施工服務
格式:pdf
大小:42KB
頁數:1P
4.4
簡要地總結了鞍鋼1700中薄板坯連軋工程熱力工程中凈化壓縮空氣的制備和廠區與車間的熱力管網的設計工作中的一些成功經驗以及存在的問題。同時對服務工作也作了客觀的總結。

電工鋼板的生產與薄板坯連鑄連軋工藝
格式:pdf
大小:395KB
頁數:4P
4.4
本文在闡述硅鋼現有生產工藝的基礎上,分析了我國硅鋼生產存在的主要問題,指出了我國在硅鋼生產中與國外的差距,說明了采用薄板坯連鑄連軋工藝生產硅鋼的發展趨勢,探討了連鑄連軋生產電工鋼的核心工藝技術。結果表明,自主開發低成本、緊湊型的冷軋硅鋼生產流程和工藝切實可行且發展前景良好。
薄板坯連鑄連軋鋼的組織性能綜合控制理論及應用 薄板坯連鑄連軋鋼的組織性能綜合控制理論及應用
格式:pdf
大小:394KB
頁數:5P
4.5
在對國內外薄板坯連鑄連軋工藝及產品開發現狀及發展趨勢分析的基礎上,通過大量的試驗研究提出了連鑄連軋組織性能綜合控制的概念,對鋼中夾雜物超細化,錳和硫的控制,熱連軋過程中的再結晶、組織細化及沉淀析出,層流冷卻過程特征及對組織性能的影響以及柔性軋制工藝控制進行了研究分析,給出了通過組織性能綜合控制得到的高性能低碳高強鋼板(hslc)在汽車上應用的實例。
本鋼薄板坯連鑄連軋生產線節能功能開發 本鋼薄板坯連鑄連軋生產線節能功能開發
格式:pdf
大小:98KB
頁數:未知
4.7
介紹了本鋼薄板坯連鑄連軋生產線軋機與卷取機部分節能功能的開發原理。在薄板坯連鑄連軋生產線的生產中,由于產品低等因素,致使噸鋼電耗處在一個較高的水平,此功能主要利用軋制過程中的待機時間,通過對精軋機的速度控制與卷取機起停控制來降低電耗。

唐鋼薄板坯連鑄連軋輥底式加熱爐技術改造效果分析
格式:pdf
大小:297KB
頁數:4P
4.4
論述了唐鋼薄板坯連鑄連軋輥底式加熱爐燃燒系統的改造。改造后使加熱爐提高了加熱能力和加熱質量,減少了板坯表面氧化燒損,降低了煤氣消耗,經濟效益顯著。指出陶瓷蜂窩狀蓄熱體的使用壽命及損壞更換有待進一步提高和解決。
唐山國豐ф1450中薄板坯連鑄連軋工程體會最新文檔
薄板坯連鑄連軋生產超薄低碳鋼板的組織與性能 薄板坯連鑄連軋生產超薄低碳鋼板的組織與性能
格式:pdf
大小:910KB
頁數:4P
4.7
利用光學顯微鏡、掃描電鏡和透射電鏡等研究了唐鋼薄板坯連鑄連軋線(ftsr線)熱軋低碳鋼超薄板(厚0.8mm)的顯微組織和第二相析出粒子,對鋼板的力學性能和成形性等進行了研究。結果表明:超薄低碳鋼板的顯微組織為比較細小、均勻的鐵素體晶粒及少量的珠光體組織,鐵素體的平均晶粒尺寸約7.0μm,鋼板具有良好的綜合力學性能和優良的成形性,鋼中存在的較高密度位錯和少量第二相析出粒子對鋼板性能的提高起到了有利的作用。
薄板坯連鑄連軋工藝試制600 MPa級C-Si-Mn系TRIP鋼的研究 薄板坯連鑄連軋工藝試制600 MPa級C-Si-Mn系TRIP鋼的研究
格式:pdf
大小:574KB
頁數:3P
4.6
在實驗室條件下模擬薄板坯連鑄連軋工藝試制了600mpa級c-si-mn系trip鋼,其力學性能檢測及組織分析結果表明,用此工藝生產600mpa級c-si-mn系trip鋼是可行的。
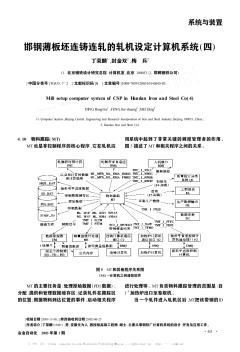
邯鋼薄板坯連鑄連軋的軋機設定計算機系統(四)
格式:pdf
大小:362KB
頁數:3P
4.6
邯鋼薄板坯連鑄連軋的軋機設定計算機系統(四) 丁榮麟1,封金雙2,梅 兵2 (11北京鋼鐵設計研究總院計算機室,北京100053;21邯鄲鋼鐵公司) [中圖分類號]tg333.7+2 [文獻標識碼]b [文章編號]100027059(2003)0120043203 millsetupcomputersystemofcspinhandanironandsteelco(4) dingrong2lin1,fengjin2shuang2,meibing2 (11computersection,beijingcentralengineeringandresearchincorporationofironandsteelindustry,beijing100053,china; 21handani
包鋼薄板坯連鑄連軋車間軋機區設備基礎施工
格式:pdf
大小:315KB
頁數:2P
4.4
采取分層、分段施工方法,從基礎底板、墻壁、平臺、溝道到基礎頂板共經歷了三個大的階段;在施工中采取了一系列措施,解決了鋼筋綁扎、模板安裝和大體積砼施工上的難題,最終成功地完成了軋機區設備基礎施工的全過程。
薄板坯連鑄連軋生產熱軋TRIP鋼可行性分析 薄板坯連鑄連軋生產熱軋TRIP鋼可行性分析
格式:pdf
大小:1.2MB
頁數:6P
4.7
薄板坯連鑄連軋是當代鋼鐵工業的先進技術,自1989年問世以來已取得巨大的進步。當前,擴展薄板坯連鑄連軋可生產鋼種范圍具有重要意義。近年來,隨著汽車工業對鋼鐵材料性能要求的不斷提高,具有優異性能的低合金trip鋼受到相當的重視。本文就薄板壞連鑄連軋生產熱軋trip鋼的可行性進行了分析和討論。指出了生產熱軋trip鋼的困難性所在,并提出了幾個方面的解決措施。
薄板坯連鑄連軋CSP生產低碳鋼板的組織特征 薄板坯連鑄連軋CSP生產低碳鋼板的組織特征
格式:pdf
大小:551KB
頁數:4P
4.6
4對珠鋼csp線生產的低碳鋼(zj400)連鑄坯及軋后的組織特征觀察和硬度測定表明:csp線生產的連鑄坯鑄態組織為較細的樹枝晶,枝晶寬度為幾微米到30μm,靠近表面層的枝晶寬度與中心區域差別很小。經第一道次50%變形后,板坯組織明顯細化,具有局部“樹枝晶”特征,“枝晶”寬度約5μm,中心區域硬度降低。成品薄板的晶粒尺寸平均為5μm,大多呈尖角型。變形區應力、應變及溫度分布的有限元模擬分析結果與實際組織分析結果吻合
實驗室薄板坯連鑄連軋電工鋼板的組織與性能 實驗室薄板坯連鑄連軋電工鋼板的組織與性能
格式:pdf
大小:1.8MB
頁數:5P
4.3
在實驗室條件下對兩種電工鋼進行了薄板坯連鑄連軋,對fe-3.2%si取向硅鋼板的鑄坯組織、偏析、軋后組織和抑制劑形貌、織構等進行了分析,同時利用熱模擬技術測定了fe-1.6%si無取向硅鋼的cct曲線,建立了變形抗力模型。結果表明:fe-3.2%si取向硅鋼鑄坯等軸晶比例為35%左右,鑄坯表面至中心的碳、硫和磷偏析指數為0.9~1.1,熱軋后組織不均勻,分三個區域,熱軋帶次表層有一定的{110}〈001〉高斯織構存在,織構的組分和傳統工藝的基本相同,但織構強度稍弱;給出了fe-1.6%si無取向硅鋼鐵素體區、奧氏體區和兩相區變形抗力的數學模型。
薄板坯連鑄連軋廠鋼卷庫計算機管理系統 薄板坯連鑄連軋廠鋼卷庫計算機管理系統
格式:pdf
大小:413KB
頁數:3P
4.8
文章詳細論述了包鋼薄板坯連鑄連軋廠鋼卷庫計算機管理系統的設計思想、應用開發環境和實現計算機系統功能所需要的軟硬件的基本構成,并著重描述了系統應用程序設計及主要技術,對系統的工作原理、工藝流程及應用范圍和應用效果進行了簡要的介紹。

薄板坯連鑄連軋帶的生產線的技術改造和改進??
格式:pdf
大小:228KB
頁數:2P
4.7
自1989年第一條薄板坯連鑄連軋生產線在美國紐科鋼鐵公司克勞福茲維爾鋼廠投產以來,在20多年的時間中得以迅速發展,截止目前全球已有約70條生產線在生產和建設中,年產能力約1億t。
唐山國豐ф1450中薄板坯連鑄連軋工程體會相關
文輯推薦
知識推薦
百科推薦


職位:建造師
擅長專業:土建 安裝 裝飾 市政 園林


