




銅鋁焊接方法
格式:pdf
大小:54KB
頁數:2P
用心專注,服務專業 銅鋁焊接方法 由于鋁的活潑性極強,在焊接過程中極易氧化,所以在焊接類似于鋁—鋁、銅—鋁釬接接 頭時,通常需進行焊前實驗,以確定適合的焊接材料和助焊劑。 1.釬料的選擇 當選擇釬料合金時需要考慮幾個因素.首先是被連接金屬的兼容性,接頭間隙,釬焊 溫度,加熱方法,工作溫度及環境因素也需要引起重視。 近年來新型釬焊材料的出現,在進行較為活潑的有色金屬焊接實踐中,采用藥芯焊材作 為填充材料可得到良好的焊接接頭(不需要其他助焊劑)。注意控制焊接接頭的裝配間隙和 施焊部位的表面清理,選用xr-fc22、hd110等藥芯焊絲,在不需要其他助焊劑的情況下, 能更容易地得到良好的焊接接頭。 焊絲xr-fc0215是針對電器行業設計及生產的新一代高性能環保焊接材料,它適用于 在銅鋁之間、銅母線與鋁箔之間、鋁鋁之間的焊接作業。 銅鋁藥芯焊絲xr-fc20

銅鋁焊起來 空調技術提起來
格式:pdf
大小:281KB
頁數:1P
“我們用了10噸銅,實驗了無數次,才發現與世界權威焊接方法相反的創意才是真正的解決之道,這個創意造就了空調銅鋁連接管這個新型產品。”中國海洋大學材料科學與工程研究院高級工程師趙越對記者說。
編輯推薦下載

銅鋁焊接方法
格式:pdf
大小:16KB
頁數:2P
 4.5
4.5
銅鋁焊接方法 由于鋁的活潑性極強,在焊接過程中極易氧化,所以在焊接類似于鋁—鋁、銅—鋁釬接接 頭時,通常需進行焊前實驗,以確定適合的焊接材料和助焊劑。 1.釬料的選擇 當選擇釬料合金時需要考慮幾個因素.首先是被連接金屬的兼容性,接頭間隙,釬焊 溫度,加熱方法,工作溫度及環境因素也需要引起重視。 近年來新型釬焊材料的出現,在進行較為活潑的有色金屬焊接實踐中,采用藥芯焊材作 為填充材料可得到良好的焊接接頭(不需要其他助焊劑)。注意控制焊接接頭的裝配間隙和 施焊部位的表面清理,選用xr-fc22、hd110等藥芯焊絲,在不需要其他助焊劑的情況下, 能更容易地得到良好的焊接接頭。 焊絲xr-fc0215是針對電器行業設計及生產的新一代高性能環保焊接材料,它適用于 在銅鋁之間、銅母線與鋁箔之間、鋁鋁之間的焊接作業。 銅鋁藥芯焊絲xr-fc20a的流動性適中,

銅鋁焊條使用心得
格式:pdf
大小:10KB
頁數:1P
4.6
銅鋁焊條的應用愈來愈廣泛,本人實際維修中積累了一點不成熟的經驗,現不自量力的寫出 來,與同行交流,歡迎批評,斧正,補充。 一、銅鋁焊條性能簡介:見上表 二、銅鋁接頭的焊接 1)、將待焊接銅鋁管用沙布拋光,除銹。擴孔連接,最好先擴喇叭口,再擴杯形口,將 兩管連接。 2)、點燃焊槍,調至最小中性焰(略顯碳化焰也可),在接口處來回移動,盡量多加熱 銅管,以少量邊火加熱鋁管即可。向接口處送入焊條,熔化時,迅速移離焊槍,盡量采用立 焊,不要采用水平焊接,因為焊條流動性極好,容易掉落,焊接強度不高 3)、如果一次不能焊接成功,請不要考慮補焊,極難成功。必須重新拋光,擴孔。。。。 三、鋁管的補焊 1)、將泄漏鋁管拋光,處理 2)、點燃焊槍,調至最小中性焰(略顯碳化焰也可),在泄漏處來回移動,盡量以焊槍 的外焰剛能拷到鋁管為準,千萬不可大火加熱,以免將薄壁鋁管熔化,陡
銅鋁焊錫線熱門文檔
鍍錫線裸銅線檢驗標準
格式:pdf
大小:5KB
頁數:2P
4.4
鍍錫線裸銅線檢驗標準: 成品操作員將所有生產的銅絲拉到包裝臺后,品檢須將銅絲拿到包裝臺上,對其 品質進行嚴格檢驗,具體檢驗標準須嚴格按照以下步驟進行: 一、外觀檢驗:須將裝滿銅絲的線軸放倒地包裝臺上,用一只手拿一張白紙立放 于距銅絲1-2cm的位置,另一只手將銅線的線軸滾動一周,目測其外觀是否達 到以下標準: 1)表面光滑、無黑線、無亂線、無麻點、無氧化、無打花、無刮傷碰傷、無 鍍錫不良(粘錫、漏錫)、無斜線、無手接頭、無手印。 2)排線良好、均勻、無堆邊、欠邊(邊高邊低或兩邊高兩邊低)、無起股。 3)張力適中不過松或過緊。 4)滾動后銅線表面無粘灰現象(過滿) 二、線徑檢驗:線徑要按照國家通用標準,客戶有特殊要求時照其要求嚴格控制。 具體檢驗步驟如下: 1)、先調試千分尺是否歸零。 2)、將要檢驗的銅絲放入千分尺的夾線外,適當用力(力道不可過重或過輕) 扭動千分尺
鋁焊絲鋁焊條
格式:pdf
大小:46KB
頁數:4P
4.7
常州三眾焊材有限公司位于江蘇省常州市,成立于2012年10月,總投資5000萬人民幣,占地50畝,現有 員工80余人。公司主要產品:“三眾”牌氣保焊絲、er50-6二保焊絲、er70s-6保護焊絲、co2焊絲、鋁 焊絲、鋁焊條、鋁合金焊絲、er5356鋁焊絲、4043鋁焊絲、311鋁焊絲、331鋁焊絲、301鋁焊絲 4047鋁焊絲、5183鋁焊絲、鋁硅焊絲、不銹鋼焊絲、焊接異鐘鋼不銹鋼焊絲、耐高溫不銹鋼焊絲、耐強 酸不銹鋼焊絲、er308不銹鋼焊絲er308l不銹鋼焊絲、er316l不銹鋼焊絲,桶裝焊絲帽、氣體保護焊絲、 氬弧焊絲等各類特種焊絲。公司認證:iso9001質量體系認證,在2013年3月不銹鋼和鋁合金焊絲通過 ce、db、tuv和八國船級社聯合認證。公司優勢:完整研發團隊,先進生
銅鋁釬焊工藝
格式:pdf
大小:21KB
頁數:3P
4.3
天津市龍浩工業技術有限公司 地址:天津市河北區金鐘河大街愛家星河國際2-1-2103 電話:022-26366669傳真:022-26366669 目前,中小型變壓器及電力變壓器制造行業為降低產品成本,采用鋁材代替銅材,但在 產品制作過程中確會遇到鋁與銅相焊接的難題。由于鋁與銅(異種材料)的焊接性差,必須 采用特殊的焊料、焊劑,操作上也不同于一般的焊接工藝。 自2007年以來我公司連續鑄錠和等溫擠壓技術(焊劑包在直徑2.0mm的焊料中,制成 藥芯焊絲——藥芯釬料)進行開發性試驗,并經國內200多家變壓器廠批量生產,效果甚佳。 不但操作方便,接合強度高,潤濕性好,且接頭無腐蝕性。我公司可提供的焊料名稱、性能 列于下表。 編號牌號焊絲特點抗拉強度(kg/mm2) 1n0927適于鋁線、排與銅線、排相焊接。3.0-3.8 焊絲直徑2.0mm,1公斤

銅鋁線焊接工藝
格式:pdf
大小:16KB
頁數:1P
4.3
威歐丁(天津)焊接技術有限公司 m51低溫銅鋁焊絲如何焊接銅鋁線 背景:m51低溫銅鋁焊絲的運用很廣泛,一般是配合m51-f活性焊劑焊接的,廣泛 運用于超薄,異性結構,異種金屬的焊接中,適用的金屬焊接種類也是多種類金屬如銅, 鋁,鉛,鋅,金,銀等的焊接。今天我們焊接的是銅和鋁的異種金屬焊接,是來源于電子 行業的銅鋁線接頭的焊接,通過后面的視頻操作我們可以回答銅鋁線是可以采用m51低 溫銅鋁焊絲配合m51-f的活性焊劑來焊接的。 銅鋁線接頭適用的金屬種類:純銅,黃銅,鈹銅等銅合金,純鋁線(一般線頭都是純 鋁并且雜質含量是非常少的) 原理:利用一切可利用的熱源把被焊金屬加熱到m51焊絲所需要的焊接工作溫度179 度,并且輔以m51-f焊劑破除金屬表面張力,增強焊接流動性成型解決銅鋁焊接 焊接方式一:電烙鐵焊接 焊接方式二:we53專用多孔噴槍火焰加熱焊接
銅鋁焊錫線精華文檔
鐵銅鋁
格式:pdf
大小:103KB
頁數:8P
4.4
教學內容 教學內容可分為三部分: 認識“銅鐵鋁各是從哪里來的”;。 觀察認識“銅鐵鋁的特點”; 認識“銅鐵鋁”各有哪些用途 思考:第一部分第一張圖的內容“為什么把生活中物體與礦石放在一起,合金制 品” 學生情況分析 學生們在生活中對“鐵、銅和鋁”的名字還是比較熟悉的,而且接觸還是較多的, 其中接觸最多的應該是鐵。但他們似乎對“鐵、銅和鋁”的概念比較混淆,把生活 中的金屬物質都稱為“鐵”,少有說鋁、銅的。因此,就現有水平判斷“鐵、銅和鋁” 是很有困難的。但由于認知上差別很大,因此激發興趣很容易。 學生對本課內容“銅鐵鋁各是從哪里來的”還是有 基礎的,如圖。因此,教學可以建立在此基礎上。 課標要求: 7.主要的能源礦產、金屬礦產及其提煉物。﹡ 2.2知道主要的能源礦產、金屬礦產及其提煉物的名稱。·觀看礦石及其提煉物的標本。 5。地球的物質包括巖石、沙、土壤、水、空氣等。
常用焊錫材料的綜述
格式:pdf
大小:14KB
頁數:2P
4.6
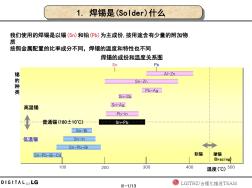
常用焊錫材料的綜述 電子行業的生產與維修都離不開焊錫,這些材料是是從事工作中必不可少的。為了提高初 學者對焊錫材料的認識和了解,以下對常用的焊錫材料作簡單淺入,希望對初學者有些幫助。 一、錫鉛合金焊錫 焊錫是連接元器件與線路板之間的介質,我們在電子線路的安裝和維修中經常用到的 焊錫是由錫和鉛兩種金屬按一定比例融合而成的,其中錫所占的比例稍高。 純錫sn(stan-num)為銀白色,有光澤,富有延展性,在空氣中不易氧化,它的熔點為 232℃。錫能與大多數金屬熔融而形成合金。但純錫的材料呈脆性,為了增加焊料的柔韌性 和降低焊料的熔點,必須用另一種金屬與錫融合,以緩和錫的性能。 純鉛pb(plum-bum)為青灰色,質軟而重,有延展性,容易氧化,有毒性,純鉛的熔點 為327℃。 當錫和鉛按比例融合后,構成錫鉛合金焊料,此時,它的熔點變低,使用方便,并能 與大多數金屬結合。 焊錫的熔點會隨
焊錫絲加工工藝
格式:pdf
大小:11KB
頁數:3P
4.4
焊錫絲加工工藝 傳統焊錫絲的制造流程大致為:合金熔合、澆鑄、擠壓、拉絲、繞線、包裝這幾步,在這個 生產流程中,每一個環節都比較重要,每一道工序都應有品質控制點,下面將這幾個工序的 相關情況進行簡要介紹。 (一)、“合金熔合”及“澆鑄” “合金熔合”是指將種金屬按一定的比例進行熔煉、去雜并做成所需要的合金過程。此 工序在實際操作中,往往在熔合完成的同時開始“澆鑄”,“澆鑄”是指將熔合好的合金倒入 成型模中,一般為圓柱型,所以也有人稱此半成品為“錫圓柱”,“錫圓柱”的長短、粗細視 壓機入口情況而定,以能夠較方便地放入擠壓機進行擠壓為準。在此,將“熔合”與“澆鑄” 放到一起來講,此兩段工藝所需設備并不復雜,主要設備包括:熔爐、鑄造模具、成型模、 溫度傳感器等。 目前的熔合過程中,以油、電加熱為主,也有部分廠商使用煤碳加熱,使用油、電加熱 需要相應特制的加熱熔爐,可自
銅鋁焊錫線最新文檔
銅鋁母線的型
格式:pdf
大小:90KB
頁數:4P
4.5
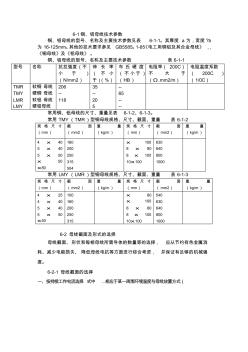
6-1銅、鋁母線技術參數 銅、鋁母線的型號、名稱及主要技術參數見表6-1-1。其厚度a為,寬度?b 為16-125mm。其他的技術要求參見gb5585。1-85《電工用銅鋁及其合金母線》,, 《銅母線》及《鋁母線》。 銅、鋁母線的型號、名稱及主要技術參數表6-1-1 型號名稱抗拉強度(不 小于) (n/mm2) 伸長率 (不小 于)(%) 布氏硬度 (不小于) (hb) 電阻率(200c) 不大于 (ω.mm2/m) 電阻溫度系數 (200c) (1/0c) tmr tmy lmr lmy 軟銅母線 硬銅母線 軟鋁母線 硬鋁母線 206 -- 118 35 -- 20 5 -- 65 -- -- 常用銅、鋁母線的尺寸、重量見表6-1-2、6-1-3。 常用tmy(tmr)型銅母線規格、尺寸、截面、
 銅排、鋁排及銅鋁排之間的焊接
銅排、鋁排及銅鋁排之間的焊接 銅排、鋁排及銅鋁排之間的焊接
格式:pdf
大小:410KB
頁數:5P
4.5
概述了引線焊接的技術要求,闡明了銅排與銅排、鋁排與鋁排焊接時易出現的缺陷及焊接工藝要點,并介紹了鋁與銅的焊接工藝。
銅鋁端子
格式:pdf
大小:9KB
頁數:1P
4.3
為什么鋁線跟銅線不能相接? 1.銅鋁的電位不同,銅鋁接觸的部分會由于原電池反應加速鋁線的氧化,時間久了銅鋁接 頭處會接觸不良。要想接在一起,必須用銅鋁過度線夾或過度線管。 2.這是一個化學問題,金屬的化學特性有相對活潑和不活潑,比如黃金,從來都不生銹, 這就說明黃金化學不活潑,鐵容易生銹,鐵就比黃金活潑,如果兩種金屬放在一起就會加 速活潑金屬的氧化,鋁和銅相比,鋁比較活潑,兩種電纜連接,會加速鋁氧化(也就是生 銹),影響使用。 3.當銅、鋁導體直接連接時,這兩種金屬的接觸面在空氣中水分、二氧化碳和其他雜質的 作用下極易形成電解液,從而形成的以鋁為負極、銅為正極的原電池,使鋁產生電化腐蝕, 造成銅、鋁連接處的接觸電阻增大。另外,由于銅、鋁的彈性模量和熱膨脹系數相差很大, 在運行中經多次冷熱循環(通電與斷電)后,會使接觸點處產生較大的間隙而影響接觸,也
 德國ALCOS@E5A銅鋁焊絲在變壓器行業的應用
德國ALCOS@E5A銅鋁焊絲在變壓器行業的應用 德國ALCOS@E5A銅鋁焊絲在變壓器行業的應用
格式:pdf
大小:53KB
頁數:未知
4.7
德國alcos作為全球銅鋁焊接的領導者于2007年推出了新一代銅鋁焊接產品alcos@e5a銅鋁藥芯自釬焊絲,釬料自帶無腐蝕高活性釬劑,釬料符合rohas綠色標準。該釬料為al-ag-zn-ni基材料及其他活性元素組成,中間包裹釬劑為富含超潤濕因子無腐蝕環保calus銅鋁釬劑,產品適合于銅鋁焊接。
銅鋁過渡伸縮節的焊接工藝 銅鋁過渡伸縮節的焊接工藝
格式:pdf
大小:424KB
頁數:未知
4.6
采用tig.mig焊和閃光對焊焊接鈾鋁過渡伸縮節,確保了產品質量.提高了生產工效.取得了滿意的結果.文中介紹了相應的焊接夾具及焊接工藝
銅鋁管焊接系統原理設計 銅鋁管焊接系統原理設計
格式:pdf
大小:534KB
頁數:5P
4.4
為實現銅鋁管的優質焊接,需要研制相應的焊接設備.以系統的觀點,采用功能分析法這一現代機械系統設計方法進行分析設計.通過對總功能的分解和功能元的組合,得到了銅鋁管焊接系統的功能結構,進而得到其形態學矩陣.通過對形態學矩陣中各方案的分析評價,最終得到了最佳可行方案.實際研制出的銅鋁管焊接設備,整體性能達到了國際先進水平.

銅鋁焊錫線相關
文輯推薦
知識推薦
百科推薦


職位:市政規劃師
擅長專業:土建 安裝 裝飾 市政 園林


