




 安裝穿墻套管的開口銅焊技術分析
安裝穿墻套管的開口銅焊技術分析 
無鍍銅焊絲與鍍銅焊絲對比
格式:pdf
大小:53KB
頁數:6P
無鍍銅焊絲與鍍銅焊絲對比 本文主要介紹無鍍銅焊絲與傳統鍍銅焊絲的差異及試驗對比,分析鍍銅焊絲與無 鍍銅焊絲的優缺點,為后續焊絲的選擇提供理論依據。 1.試驗目的 無鍍銅焊絲具有環保、使用性能好等優點,為不斷研究、應用新工藝,提高焊接 工藝水平,特對無鍍銅焊絲進行本次試驗,以驗證其相關力學性能及使用性能。 2.試驗要求 試驗采用厚度為20mm的q345b鋼材,采用co2氣體保護焊,無鍍銅焊絲(焊絲 型號等同于er50—6),φ1.2mm;對焊縫熔敷金屬進行拉伸試驗和-29℃v型缺 口沖擊試驗。組裝試板時應采取預變形、剛性固定等方式,以保證焊后試板的平 整度。試板焊接時需由主管焊接工程師現場指導,并如實記錄焊接參數等數據。 試板焊接完成后質檢人員進行mt和ut檢測,確保所取試樣無焊接缺陷。其余參 照gb/t8110—2008。 3.試驗過程及數據記錄 本次
編輯推薦下載

銅焊絲
格式:pdf
大小:148KB
頁數:3P
 4.4
4.4
銅焊絲 各種規格型號的銅焊絲 是否提供加工定制否型號hs221/201銅焊絲 類型實芯品牌金橋 標準直徑3.0(mm)重量25公斤(g) 產地天津長度1000mm 規格1.2/1.6/2.0/2.5/3.0/4.0/5.0/6.0牌號hs221 是否含助焊劑是 銅焊絲 牌號主要成份(%)特性和用途相當aws 紫磷銅焊絲s201p0.5curem. 機械性能好,抗裂性好。紫銅氣焊 及氬弧焊用 ercu 硅青銅焊絲s211 si3mn1 curem. 機械性能好,銅合金氬弧焊及 鋼的mig釬焊用 ercusi-al 錫黃銅焊絲s221 cu60sn1si0.3 znrem. 熔點約890℃。黃銅氣焊及碳弧焊用, 也可釬焊銅、鋼、鑄鐵 鐵黃銅焊絲s222 cu58sn0.9si0.1 fe0.8z

銅焊絲簡介
格式:pdf
大小:33KB
頁數:2P
4.4
銅焊絲簡介如下: 牌號主要成份(%)特性和用途相當aws 黃銅焊絲 gmt-cu sncurem 機械性能好,耐 磨性好,流動性 非常優秀,適合 無溫冷焊。 ercusn-d 紫磷銅焊絲s20 1 p0.5curem. 機械性能好,抗 裂性好。紫銅氣 焊及氬弧焊用 ercu 硅青銅焊絲s21 1 si3mn1 curem. 機械性能好,銅 合金氬弧焊及 鋼的mig釬焊 用 ercusi-al 錫青銅焊絲s21 2 sn5curem. 耐磨性好。銅合 金氬弧焊及鋼 的堆焊用 ercusn-a 錫青銅焊絲s21 3 sn8curem. 耐磨性好。銅合 金氬弧焊及鋼 的堆焊用 ercusn-c 鋁青銅焊絲a1s 214 al7.5curem. 耐磨、耐蝕。銅 合金氬弧焊及 鋼的堆焊用 ercual-a1 鋁青銅
銅焊技術熱門文檔
銅焊絲
格式:pdf
大小:43KB
頁數:5P
4.4
銅焊絲 牌號主要成份(%)特性和用途相當aws 紫磷銅焊絲 s201 p0.5curem.機械性能好,抗裂性好。紫銅氣焊及氬弧焊用ercu 硅青銅焊絲 s211 si3mn1curem.機械性能好,銅合金氬弧焊及鋼的mig釬焊用ercusi-a l 錫青銅焊絲 s212 sn5curem.耐磨性好。銅合金氬弧焊及鋼的堆焊用ercusn-a 錫青銅焊絲 s213 sn8curem.耐磨性好。銅合金氬弧焊及鋼的堆焊用ercusn-c 鋁青銅焊絲 a1s214 al7.5curem.耐磨、耐蝕。銅合金氬弧焊及鋼的堆焊用ercual-a 1 鋁青銅焊絲 a2s215 al9curem.耐磨、耐蝕。銅合金氬弧焊及鋼的堆焊用ercual-a 2 鋁青銅焊絲 (a3) a110.5curem.耐磨、
銅銅焊接及銅鋼焊接技術在氧槍噴頭產品中的應用 銅銅焊接及銅鋼焊接技術在氧槍噴頭產品中的應用
格式:pdf
大小:633KB
頁數:4P
4.6
焊接技術是現代工業和科學技術發展的產物,是現代工業制造技術的一個重要的組成部分。通過對氧槍噴頭產品中的焊接工藝難點進行試驗研究,制定了可行的技術方案,保證了產品使用性能的要求。針對產品的結構,對焊接方法的選擇進行了綜合分析,通過試驗研究,確定適于生產的工藝方案,以保證產品質量滿足使用性能。對產品銅-銅焊接工藝進行了較系統研究,主要分析了銅與銅合金的焊接性;釬焊特點;釬焊接頭的形成過程,其中包括釬料和母材金屬成份、釬焊溫度等。同時對氧槍噴頭內部結構的釬焊工藝性從選用釬料、釬焊工藝試驗兩個方面進行了分析研究,并且針對氧槍噴頭銅-鋼焊接工藝性、對零件材質焊接性進行了分析,運用了銅鋼電子束焊接,銅鋼鎢極氬弧焊接,銅鋼熔化極氬弧焊接等方法進行了試驗,確定了適于批量生產的工藝方法,經生產驗證產品達到了各項技術性能指標。
紫銅焊接
格式:pdf
大小:58KB
頁數:9P
4.5
紫銅焊接? 紫銅焊接是被焊工件的材質(這里指紫銅),通過加熱或加壓或兩者并用,并且用 或不用填充材料,使工件的材質紫銅達到原子間的建和而形成永久性連接的工藝過程, 一般用于工業 紫銅焊接過程中,工件和焊料熔化形成熔融區域,熔池冷卻凝固后便形成材料之間 的連接。這一過程中,通常還需要施加壓力。紫銅焊接的能量來源有很多種,包括氣體 焰、電弧、激光、電子束、摩擦和超波等。19世紀末之前,唯一的紫銅焊接工藝是鐵匠 沿用了數百年的金屬鍛焊。最早的現代紫銅焊接技術出現在19世紀末,先是弧焊和氧燃 氣焊,稍后出現了電阻焊。 紫銅焊接的分類:金屬的紫銅焊接,按其工藝過程的特點分有熔焊,壓焊和釬焊三大 類. 熔焊是在紫銅焊接過程中將工件接口加熱至熔化狀態,不加壓力完成紫銅焊接的方 法。熔焊時,熱源將待焊兩工件接口處迅速加熱熔化,形成熔池。熔池隨熱源向前移動, 冷卻后形成連續焊縫而將兩工

銅焊條牌號
格式:pdf
大小:22KB
頁數:1P
4.3
牌號主要成份(%)特性和用途相當aws 紫銅焊絲s201curem. 機械性能好,抗裂性好。紫銅氣焊及氬弧 焊用 ercu 硅青銅s211 si3mn1 curem. 機械性能好,銅合金氬弧焊及鋼的mig釬 焊用 ercusi-al 錫青銅s212sn5curem.耐磨性好。銅合金氬弧焊及鋼的堆焊用ercusn-a 錫青銅s213sn8curem.耐磨性好。銅合金氬弧焊及鋼的堆焊用ercusn-c 鋁青銅a1s214al7.5curem.耐磨、耐蝕。銅合金氬弧焊及鋼的堆焊用ercual-a1 鋁青銅a2s215al9curem. 耐磨、耐蝕。銅合金氬弧焊及鋼 的堆焊用 ercual-a2 鋁青銅(a3)a110.5curem. 耐磨、耐蝕。銅合金氬弧焊及鋼 的堆焊用。 ercua1-a3 錫

雙層銅焊鋼管
格式:pdf
大小:121KB
頁數:9P
4.5
ics; h ×× 中華人民共和國黑色冶金行業標準 yb yb/txxxx—2006 雙層銅焊鋼管 doublewallcopper-brazedsteeltubing 征求意見稿(1) 200×-××-××發布200×-××-××實施 國家經濟貿易委員會發布 yb/txxxx—2006 1 前言 本標準修改采用國際標準iso4038和iso13486-1中有關雙層焊管的內容并根據美國標準astm a254-97(2002)《銅焊鋼管》結合原gb/t11258-1989《雙層卷焊鋼管》進行制訂。 本標準鋼管的尺寸與力學性能和外鍍層的鹽霧試驗與雙層擴口試驗的要求與國際標準相當。 本標準的化學成分、工藝性能中的壓扁、彎曲、耐壓,內表面清潔度等指標嚴于美國標準。增加了 氣密性試驗和汽車用鋼管的
銅焊技術精華文檔

紫銅和黃銅焊接方法
格式:pdf
大小:11KB
頁數:2P
4.6
紫銅和黃銅焊接方法 紫銅的焊接: 焊接紫銅(即一般所稱的工業純銅)的方法有氣焊、手工碳弧焊、手工電弧焊和手工 氬弧焊等方法,大型結構也可采用自動焊。 1.紫銅的氣焊 焊接紫銅最常用的是對接接頭,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種焊絲,一 種是含有脫氧元素的焊絲,如絲201、202;另一種是一般的紫銅絲和母材的切條,采用氣 劑301作助熔劑。氣焊紫銅時應采用中性焰。 2.紫銅的手工電弧焊 在手工電弧焊時采用紫銅焊條銅107,焊芯為紫銅(t2、t3)。焊前應清理焊接處邊 緣。焊件厚度大于4毫米時,焊前必須預熱,預熱溫度一般在400~500℃左右。用銅107 焊條焊接,電源應采用直流反接。 焊接時應當用短弧,焊條不宜作橫向擺動。焊條作往復的直線運動,可以改善焊縫的成 形。長焊縫應采用逐步退焊法。焊接速度應盡量快些。多層焊時,必須徹底清除層間的熔渣。
鍍銅焊絲已經out了,現在都用無鍍銅
格式:pdf
大小:9KB
頁數:5P
4.7
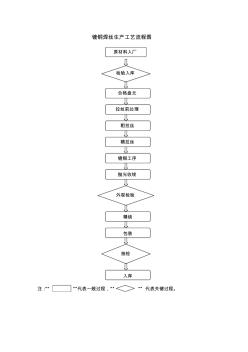
鍍銅焊絲已經out了,現在都用無鍍銅 目前,國內采用焊絲通常鍍銅焊絲居多,即在焊絲 表面以鍍一層銅粉達到保護焊絲不被氧化的作用,但鍍銅也 帶來焊接過程中煙霧大、堵塞導電嘴等一系列問題,尤其是 焊接煙霧問題,使得作業環境差。無鍍銅焊絲屬于一種 環保產品,與鍍銅焊絲相比省去了鍍銅工序,在焊接過程中 煙霧少、飛濺小、焊接穩定性好等,但應用范圍還不多。作 為一種新型產品,要推廣應用還需大量的試驗驗證,山推率 先進行了試驗,進行了相關測試,為在工程機械領域應用打 好了技術基礎。1.無鍍銅焊絲的制造工藝無鍍銅焊 絲(見圖1)與鍍銅焊絲相比省去了鍍銅工序,減少了環境 污染,在焊接過程中可以免受含銅煙霧的損害,更好地保護 作業人員的身心健康。圖1無鍍銅焊絲生產線及生 產工藝屬于焊絲生產技術領域。無鍍銅焊絲生產流程為:放 線架→砂帶拋光→粗拉→精拉→涂潤滑防銹油→焊絲后處 理→纏繞包裝機
銅焊技術最新文檔

純銅焊接工藝探討
格式:pdf
大小:20KB
頁數:3P
4.5
純銅焊接工藝探討 摘要:本文通過對純銅的物理性能及焊接性分析,經過摸索試驗,總結出一 套行之有效的純銅手工氬弧焊焊接施工方法。 關鍵詞:氬弧焊;預熱;純銅;焊劑 引言 純銅是含cu量不低于99.9的工業純銅,純銅的密度為8.96g/m3,熔點為 1083℃,具有面心立方晶格的晶體結構,因此具有優良的導電性,在金屬中僅次 于銀,導熱性僅次于金和銀,在大氣、海水中具有良好的耐蝕性及良好的低溫塑 性,被廣泛應用于導電元件或導體,常應用于電站的母線上。 1.純銅焊接特點 由表1可看出銅焊接性有別于鋼和鋁,其焊接時主要存在以下幾點問題: 1.1.未熔合、易變形 由表1可知銅的熱導系數在20℃時約為鐵的7.2倍,1000℃時約為鐵的11 倍,焊接時熱 量迅速從加熱區傳導出去,加熱范圍擴大,使母材與填充金屬難以熔合,因 此焊接時要采用大功率熱源,焊前要采取
錫青銅焊接要點
格式:pdf
大小:465KB
頁數:2P
4.6
錫青銅焊接要點 錫青銅液-固溫度范圍寬,偏析較嚴重,易生成粗大而脆弱的枝晶組織,使焊縫疏松, 甚至構成氣孔。此外,錫青銅高溫強度和塑性低,具有較大熱脆性,故焊接時易產生熱裂紋。 一般不推薦用氣焊,固接頭過熱區寬、冷速慢,易產生裂紋。需用氣焊時,應用中性焰, 火焰功率與焊碳鋼相同。選用hscusn焊絲或與母材成分相近的青銅棒,但含錫量應比母材 高出1%~2%,以補償焊接時錫的燒損。所用熔劑與焊接純銅相同。 焊條電弧焊時選用ecusⅱ一b(即t227)焊條。焊補厚擘或剛性大的錫青銅鑄件前應 預熱100~200℃,表7-8-28的工藝參數可供參考。焊接時焊條不宜作橫向擺動,以窄焊道 施焊,要保持層間溫度在150~200℃范圍。 表7-8-28錫青銅焊條電弧焊工藝參數 用手工tig焊接錫青銅時選用與氣焊相同的焊絲作填充金屬。可以采用交流或直流正
 化學置換鍍銅焊絲的防銹措施
化學置換鍍銅焊絲的防銹措施 化學置換鍍銅焊絲的防銹措施
格式:pdf
大小:256KB
頁數:3P
4.4
分析置換鍍銅焊絲生銹的原因,認為生銹是由于空氣中的蒸汽或生產車間的酸霧凝結在焊絲表面造成的。為改善焊絲的表面狀態,在焊絲生產過程中采取以下防銹措施:采用優質線材并做好粗拉前處理工作,進行無氧化退火熱處理、加強精拉除脂和鍍前清洗;加強鍍液中各成分的控制、鍍液溫度和攪拌情況控制;加強鍍后的水清洗和烘干、焊絲鍍銅拋光保護、層繞和包裝的控制。結果表明,焊絲銹蝕問題能得到解決。
純銅焊接件清洗液的研發 純銅焊接件清洗液的研發
格式:pdf
大小:220KB
頁數:未知
4.4
比較幾種酸對純銅焊接件中氧化皮、表面雜質的去除能力,確定基礎酸。選定幾種表面活性劑與其配伍,通過比較除油效果,確定清洗液的最終成分和用量,同時確定焊接件清洗后的鈍化處理方法,以達到保色防腐效果。結果表明,磷酸、氫氟酸、氟硼酸和檸檬酸可作基礎酸,與聚醚npe-108配伍可達到清洗效果,苯并三氮唑與硅酸鈉有理想的保色性。

銅焊技術相關
文輯推薦
知識推薦
百科推薦


職位:幕墻BIM設計師
擅長專業:土建 安裝 裝飾 市政 園林


