

鈦金字制作工藝流程
格式:pdf
大小:6KB
頁數:2P
人氣 :67
 4.6
4.6
鈦金字制作工藝流程 由于可以持續多年不變色,且光彩奪目,因此鈦金字在戶外廣告制作、廣 告展示制作中非常受歡迎,是一種實用的廣告字,是以鈦金板為材料,通過切 割、包邊、拋光等工藝制作而成。 鈦金字特點 1、優良的耐候性,對自然環境適應性很強,即使長時間在日光照射、風吹 雨淋也不會使其性能發生改變,抗老化性能好,在室外也能安心使用。 2、加工性能良好,既適合機械加工又易熱成型,表面可以噴漆、絲印或真 空鍍膜。 3、無毒,即使與人長期接觸也無害,還有燃燒時產生的氣體不產生有毒氣 體。 鈦金字制作要點 一)字樣:把顧主所需的字體放大到需要的尺寸,由于是一些名人字體準 確性要大。 二)選材:根據字的大小要求選擇適當厚度的銅材 . 三)下料:把字稿直接貼在鈦金字板上,也可把字稿摹在鈦金板上,字稿 四周適應地留出余量,否則字變細,變瘦,然后用電剪子剪成平字 四)槽鼓:首先退火變軟。用木或鐵榔頭在鐵鉆或



鈦金字制作工藝流程(20201023123045)
格式:pdf
大小:32KB
頁數:3P
鈦金字制作方法 鈦金字經加工后表面有黃金色光澤,主要用于高級裝飾上。其特點: 強度高,耐磨性好,不銹蝕,有豪華感,有民族感。 (1)材料:鈦金板,或鍍鋅板,或不銹鋼板 (2)工具:電剪子、鐵皮剪、鐵榔頭、鋼板1塊,焊錫、烙鐵、 銼刀、拋光機、電烤箱、清漆。 (3)操作工藝順序:字樣—選材—下料—槽鼓—焊接—拋光— 電鍍—噴膜—安裝 (4)操作工作要點: 字樣:把顧主所需的字體放大到需要的尺寸,由于是一些名人字 體準確性要大。 選材:根據字的大小要求選擇適當厚度的銅材. 下料: 把字稿直接貼在鈦金板上,也可把字稿摹在鈦金板上,字稿四周 適應地留出余量,否則字變細,變瘦,然后用電剪子剪成平字。 槽鼓: 首先退火變軟。用木或鐵榔頭在鐵鉆或鐵板上敲起鼓來。敲鼓是 關鍵,只能在筆劃中間敲,一遍一遍往過高敲,使自己起鼓,隨打隨 與字樣核對,敲打的力度要求光(面),平(雙口),勻

鈦金(不銹鋼)標牌制作工藝流程
格式:pdf
大小:11KB
頁數:2P
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司名稱標牌 等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些,但做 的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘烤後 不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜
編輯推薦下載
鋁合金標牌制作工藝流程
格式:pdf
大小:19KB
頁數:1P
4.5
專注標識標牌行業15年 鋁合金標牌制作工藝流程 1.機加成型。采用機加工成型后噴漆,使其安裝尺寸統一規范且可批量生 產。儀器噴漆面板的加工對尺寸要求較嚴格,需要有經驗的鉗、銑工, 有條件的可采用數控鉆床。 2.除油。標識為了使鋁板表面對印刷涂料有一定的親合性,要把板材表面 的油污除去,一般封裝油污可先用細軟鋸末揩除,再用有機溶劑去油; 機加工中的油污則可用有機溶劑或堿性溶液化學除油。 3.拋光。板材表面有劃痕,應先刮抹一層膩子,使其平滑,并依客戶的要 求選擇是機械拋光、化學拋光,還是電化學拋光。 4.噴底漆。由于鋁合金材料與面漆、印刷油墨的結合性較差,在鋁合金面板 噴面漆之前需要噴一層約0.01mm厚的環氧鋅黃底漆。 5.噴面漆。根據客戶的要求,噴涂相應顏色的氨基漆或丙烯酸色漆。對淺 顏色漆尤其是白色漆,其干燥溫度和干燥時間應嚴格掌握,否則白色漆 泛黃。 6.絲網印刷。
金屬軟管制作工藝流程
格式:pdf
大小:1.3MB
頁數:5P
4.8
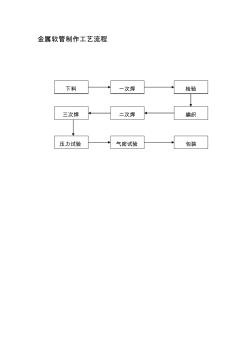
金屬軟管制作工藝流程 下料一次焊檢驗 二次焊編織 壓力試驗氣密試驗 三次焊 包裝 金屬軟管檢驗和試驗管理辦法 金屬軟管原料檢驗項目: 1.金屬網套:絲徑、錠數、根數、斷絲數量。方法:目測。 2.波紋管材質、波高、波距、板厚、縱焊縫無損檢測。方法:測量。 3.法蘭:壓力等級。 4.聯接接頭形式:材質、螺紋。 若合同每規格數量為10支以上,則為全檢,超過10支以上為抽檢,按壓力 等級分為低壓75%抽檢,中壓80%抽檢,高壓90%抽檢。 若合同每規格數量為10臺以下,則為全檢,超過10臺以上為抽檢,按壓力 等級分為低壓75%抽檢,中壓80%抽檢,高壓90%抽檢。 檢驗要求: 1.外表是否光滑,有無裂紋、缺角現象 2.尺寸是否符號合所需標準或圖紙要求 3.經檢驗是否達到合格。 驗證方法: 1.檢測有目測試方法(包括外表光潔度) 2.用卷尺、游標卡尺等進行
鈦金字制作工藝流程熱門文檔
金屬軟管制作工藝流程 (2)
格式:pdf
大小:1.3MB
頁數:5P
4.6
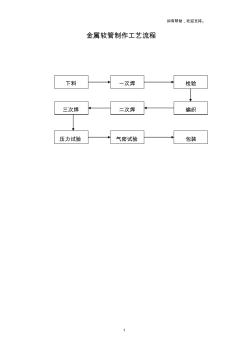
如有幫助,歡迎支持。 1 金屬軟管制作工藝流程 下料一次焊檢驗 二次焊編織 壓力試驗氣密試驗 三次焊 包裝 如有幫助,歡迎支持。 2 金屬軟管檢驗和試驗管理辦法 金屬軟管原料檢驗項目: 1.金屬網套:絲徑、錠數、根數、斷絲數量。方法:目測。 2.波紋管材質、波高、波距、板厚、縱焊縫無損檢測。方法:測量。 3.法蘭:壓力等級。 4.聯接接頭形式:材質、螺紋。 若合同每規格數量為10支以上,則為全檢,超過10支以上為抽檢,按壓力 等級分為低壓75%抽檢,中壓80%抽檢,高壓90%抽檢。 若合同每規格數量為10臺以下,則為全檢,超過10臺以上為抽檢,按壓力 等級分為低壓75%抽檢,中壓80%抽檢,高壓90%抽檢。 檢驗要求: 1.外表是否光滑,有無裂紋、缺角現象 2.尺寸是否符號合所需標準或圖紙要求 3.經檢驗是否達到合格。 驗證方法: 1.檢測有目測試方

](https://files.zjtcn.com/group1/M00/6B/42/CgoBZ2A6XHyAW34yAAAhvsCTgVc366.jpg)
鈦金字制作、安裝委托合同書1[1](精)
格式:pdf
大小:13KB
頁數:2P
4.7
鈦金字制作、安裝合同書 甲方: 乙方: 依據《中華人民共和國合同法》和有關法規的規定,現就鈦金字制作、安裝事 項,雙方協商達成如下協議: 一、制作內容 制作、安裝鈦金字(包工包料,大小為米(內容為,用三角鐵固定。 安裝位置 二、制作安裝費用: 制作、安裝費用每平方元,總共為:人民幣(大寫元整(¥元。 三、付款方式: 制作前甲方應向乙方支付元做為預付款,安裝完成,并經甲方驗收后,甲方向乙 方支付剩余費用,即人民幣元整。 四、乙方制作、安裝的時間,交付方式: 1、乙方制作、安裝的工期為天,如遇不可抗力因素(如雨、4級以上大風等工 期順延。 2、乙方須在規定時間交付工程,并接受甲方驗收。 五、質保期 1、質保期限為年。不可抗拒力自然災害(如八級以上大風等不在質保范圍以 內。 五、雙方的權利義務: 1、安
鈦金不銹鋼標牌制作工藝流程
格式:pdf
大小:11KB
頁數:2P
4.6
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司 名稱標牌等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些, 但做的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘 烤後不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜貼平整、牢固的附著,需要加熱貼好膜的板材
鈦金不銹鋼標牌制作工藝流程
格式:pdf
大小:6KB
頁數:2P
4.6
一、材料準備 ????先說說規格及板材選用: ????a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm ????b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 ????????(這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司名稱等) ????c、材料:~厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些,但做的產品挺括、 美觀; ??????????????但也不宜太厚,??太厚的成本太高。 ????根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用機將標牌的版式,用不乾膠刻出來。 ????注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,并且烘烤後 不易脫膠。
鈦金字制作工藝流程精華文檔

LED發光字,燈串制作工藝及流程
格式:pdf
大小:4.0MB
頁數:24P
4.5
led發光字制作流程 目錄 一、led燈串產品介紹及比較 1、led燈串產品的概述 2、led產品的應用范圍 3、led防水燈串的描述及特點 4、led產品性能參數 5、led照明與普通霓虹燈照明運營成本比較 6、戶外廣告載體性能比較 二.led發光字相關材料介紹 1、發光字字體材料及加工方法 2、發光字線材 3、發光字控制單元 4、發光字變電箱 三、發光字前期設計 1、繪畫字體并排孔 2、制作效果圖 3、繪制施工圖 四、發光字制作和組裝 1、led燈串安裝插式及配線 2、控制單元的組裝 五、發光字現場施工 1、招牌的安裝 2、電力系統的安裝 六、完成發光字案例 一、led燈串產品介紹 1、led燈串產品的概述 led燈串產品,是采用先進的led半導體芯片作為發光組件,通過科
簡述不銹鋼字和鈦金字的區別
格式:pdf
大小:636KB
頁數:3P
4.8
簡述不銹鋼字和鈦金字的區別 發布日期:2016-03-2609:26:03總瀏覽:126 如今廣告字在市面上種類繁多,其中鈦金字和不銹鋼字也是非常常見的,那 么美諾心在這里給大家辨別兩者的區別和各自的特點吧。 一、什么是鈦金字? 鈦金字大體分兩種,一種是由各種不同的金屬字制作成型后,再通過鍍鈦, 烘烤等工藝,加工形成的不同顏色的鈦金廣告字。另一種則是用鈦金板直接敲打 制作而成的鈦金廣告字。常規的顏色有金黃色、白色、黑色等。 二、鈦金字的特點: 1、鈦金字有金屬質感,具有莊重,高檔的感覺; 2、鈦金字有較強的立體感; 3、鈦金字耐候性好,在戶外持續多年不變色,而且光彩奪目。 三、鈦金字的應用范圍: 鈦金字現在已經廣泛應用在各行各業,所以在未來的市場中鈦金字將會取代 銅字成為市場上金屬廣告字的主打產品。 二、什么是不銹鋼字? 不銹鋼字是一種采用不銹鋼為主要材質,通過切割、打磨、



彩圖玻璃的制作工藝流程
格式:pdf
大小:193KB
頁數:1P
4.3
清潔玻璃先用雙飛粉將玻璃表面擦干凈同時又去除了玻璃表面的水分濕氣,然后用干凈、干燥的布將玻璃表面抹凈,保證玻璃表面無塵干燥,以免造成涂層脫離現

鈦金字制作工藝流程最新文檔

鋼管樁制作工藝流程
格式:pdf
大小:1.0MB
頁數:3P
4.7
文檔 螺旋鋼管制作工藝 螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙 面埋弧焊工藝焊接而成的螺旋縫鋼管. 一、原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢 驗(以q345b為例q—鋼的屈服強度的“屈”字漢語拼音的首位字母; 345—屈服強度數值,單位mpa;b—質量等級為b級。)。 1q345b化學成分c:≤0.20%,si≤0.50%,mn:≤1.70%,p≤0.035%, s:≤0.035%,nb≤0.07%,v:≤0.15%,ti≤0.20%,cr≤0.30%,ni:≤0.50%, cu:≤0.30%,n:≤0.012%,mo:≤0.10% 2q345b力學性能屈服強度:≤16mm:≤345,16-40mm:≤335,40-63mm: ≤325,63—80mm:≤315,80—100m:≤305,100—150mm:≤285,

風管制作工藝流程 (2)
格式:pdf
大小:15KB
頁數:1P
4.7
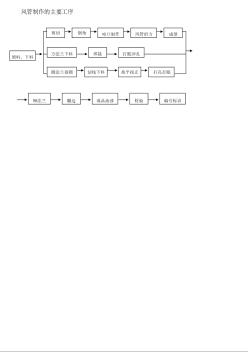
風管制作的主要工序 領料、下料 剪切倒角咬口制作 方法蘭下料焊接打眼沖孔 風管折方成型 鉚法蘭翻邊成品油漆檢驗編號標識 圓法蘭卷圓劃線下找平找打孔打眼
風管制作工藝流程
格式:pdf
大小:37KB
頁數:4P
4.6
施工工藝 1.6.1金屬風管制作 1.6.1.1工藝流程 (1)咬口連接工藝流程: 1.6.1.2操作工藝要點 (1)風管尺寸的核定。根據設計要求、圖紙會審紀要,結合現場實測數據繪制 風管加工草圖,并標明系統風量、風壓測定孔的位置。 (2)風管展開。依照風管施工圖(或放樣圖)把風管的表面形狀按實際的大小 鋪在板料上;展開方法有三種即平行線展開法、放射線展開法和三角線展開法。 (3)板材剪切前必須進行下料復核,復核無誤后按劃線形狀進行剪切。 (4)板材下料后在壓口之前,必須用倒角機或剪刀進行倒角。倒角形狀如圖 1.6.1.2-1。 (5)板材的拼接和圓形風管的閉合咬口可采用單咬口;矩形風管或配件的四角 組合可采用轉角咬口、聯合角咬口、按扣式咬角;圓形彎管的組合可采用立咬口 (圖1.6.1.2-2)。 咬口寬度和留量根據板材厚度而定,應符合表1.6.1.2-1的要求。咬口留量


銅門制作工藝流程
格式:pdf
大小:13KB
頁數:2P
4.6
重慶富瑞銅精典裝飾工程有限公司 銅門制作工藝流程 一、排料、剪折板 根據訂單計算銅板、線條、銅花、角鐵、方管、油漆木材、五金配件、外協件、包裝材料等。 1)門框、門套、門頭、門扇銅板剪切->沖孔、打缺口->折彎 2)門扇內骨架銅板剪切->沖孔、打缺口->折彎 3)門框、門套、門頭內骨架鐵管下料 二、內部鋼結構焊接 1)門扇骨架組裝焊接->填門芯材料->加焊鎖、鉸鏈等加強板->打磨處理 2)門框、門套、門頭鐵管骨架組裝焊接->打磨處理 三、銅板氧化著色及防氧化處理 銅板、料型、花件及線條等做打磨處理->上色->噴漆->進烤箱 四、門扇組裝 1)門扇骨架訂木板->四邊銅邊料組裝->線條及其它銅板裝飾組裝->花件組裝 2)門套、門頭骨架訂木板->門套、門頭、銅板、線條組裝、花件組裝 五、五金件裝配 1)五金件開孔->打固定螺絲孔、攻絲 2)五

螺栓球加工制作工藝流程
格式:pdf
大小:282KB
頁數:8P
4.8
江蘇鑫鵬建設科技有限公司 材料檢驗 毛坯下料 料塊加熱 鍛造成型 熱處理 毛坯球檢驗 基準面切削 基準孔加工 螺孔平面切削 螺孔加工 編號、標識 螺栓球噴涂及發貨 過程監測 檢測平面度 網架螺栓球加工制作工藝流程 一、螺栓球加工制作工藝流程圖 江蘇鑫鵬建設科技有限公司 45#圓鋼 鍛前加熱坯料 鍛后進行預處理 基準面 銑床加工 數控鉆床 加工 1.毛坯下料 2.鍛造成型 3.基準面加工 5.螺孔平面切削 4.基準孔加工 6.螺孔加工 刻畫螺孔 加工線 優質絲攻加 工螺栓孔 江蘇鑫鵬建設科技有限公司 二、螺栓球加工工藝 a球坯鍛造 根據球徑大小,選擇不同直徑的圓鋼下料,料塊加熱,熱鍛成型,并回火消除內應力。 節點螺栓球選用優質碳素結構鋼(gb/t699-99)規定的45號鋼。 b螺孔加工 1)加工基準孔:把球坯夾持在車床卡盤上,按照不同球直徑、基準面與球中心線的尺寸關系等 要求,在機床
玻璃制作工藝流程
格式:pdf
大小:13KB
頁數:3P
4.4
材質 玻璃器皿多用鈉鈣硅酸鹽玻璃做成。無色透明的器皿,玻璃中的含鐵量一般低于 0.02%。在玻璃原料中加入著色劑,可制得有色玻璃;加入乳濁劑,制得乳濁玻璃 (見玻璃制造)。 制造琢磨車刻的高級藝術器皿如高腳杯、香水瓶、果盆等多采用鉀鉛硅酸鹽玻璃, 又稱鉛晶質玻璃。這種玻璃含pbo,具有高折射率和色散,磨刻棱面時格外光亮, 高比重,敲擊時發清脆聲響。 含pbo30%以上的為全鉛晶質玻璃,含pbo24~30%為中鉛晶質玻璃,含pbo18% 以下為低鉛晶質玻璃。 另外還有含bao的鋇晶質玻璃。 煮食器皿如咖啡壺等制品采用耐熱硼硅酸鹽玻璃,其熱膨脹系數低,耐溫度急變 性強。 成型 將按玻璃成分配合的粉料和熟料投入坩堝窯或池窯(見玻璃熔窯)中熔制,熔 化后,澄清成均勻無氣泡、無結石、無條紋的玻璃液,再冷卻至適應相應成型方 法要求的粘度范圍,進行各種
窗簾的制作工藝流程 (2)
格式:pdf
大小:7KB
頁數:3P
4.5
24/3下載文檔可編輯 窗簾的制作工藝流程 一、窗簾的剪裁: 窗簾剪裁時首先一定要看清楚布的經緯(鏈接布的經緯)走向,如果 經線直的話,可以抽絲的,就抽絲剪裁,如果不直的話,或者不可以抽絲 的布料,一定不可以按經線剪裁,而要按90度直角剪裁,這樣掛出來的效 果才是垂直的。 1、普通窗身的裁法:應按窗寬乘2倍的布料對剖開,兩邊各加6公分 左右包邊,上邊包布帶,若布長度夠的情況下,可把布帶包在里面,下面 可用包邊布包邊,如果布長的情況下,可卷邊,把多余的布卷在里面。 2、需要對花的裁法:需要對花花的大部分是豎條或豎花,彎條或彎花 圖案,這種就要兩邊對稱,兩片窗簾布上豎條數量相同,同時每片布兩邊 都要留6公分包邊,再留5公分邊距,然后開始畫打折部分和間距部分。 打這部分和間距部分要根據花紋距離來定。 二、窗簾的打法: 我們按所需要的尺寸把布料下好后,先打上面的布帶,如果布長度夠

鋼筋制作工藝流程
格式:pdf
大小:62KB
頁數:4P
4.5
1 預制場地驗收 鋼筋規格數量計算 鋼筋進料 鋼筋驗收 鋼筋綁扎、安裝 鋼筋加工檢驗 鋼筋綁扎、安裝檢驗 進入下一道工序 鋼筋下料、加工 施工工藝設計 不合格 不合格 不合格 鋼筋檢查、試驗、報驗 電纜槽、遮板鋼筋制作工藝流程 合格 合格 鋼筋常用的分類鋼筋種類很多,通常按化學成分、生產工藝、軋制外形、供應形式、直徑 大小,以及在結構中的用途進行分類: (一)按軋制外形分 (1)光面鋼筋:i級鋼筋(q235鋼鋼筋)均軋制為光面圓形截面,供應形式有盤圓,直徑不大 于10mm,長度為6m~12m。 2 (2)帶肋鋼筋:有螺旋形、人字形和月牙形三種,一般ⅱ、ⅲ級鋼筋軋制成人字形,ⅳ級鋼筋 軋制成螺旋形及月牙形。 (3)鋼線(分低碳鋼絲和碳素鋼絲兩種)及鋼絞線。 (4)冷軋扭鋼筋:經冷軋并冷扭成型。 (二)按直徑大小分 鋼絲(直徑3~5mm)、細鋼筋(直徑6~10
鈦金字制作工藝流程相關
文輯推薦
知識推薦
百科推薦


職位:建筑智能化設計工程師
擅長專業:土建 安裝 裝飾 市政 園林


