

ОСТ36-24-77碳鋼焊接管道部件三通
格式:pdf
大小:94KB
頁數(shù):3P
人氣 :86
 4.6
4.6
焊接三通管 ОСТ 36-24-77 3.1.6. 焊接三通管 ОСТ 36-24-77 簡要技術(shù)特性: 公稱壓力, PN 達 2.5MPa (兆帕) 外徑, DN 325-1620mm 溫度, T 零下 30‘ С 至零上 300° С 材質(zhì) 鋼號 СтЗсп , 20, 09 Г2С ,17Г1С 焊接三通管在工藝管道施工中用于連接碳素鋼管, 應(yīng)用管道包括適用國家技術(shù)監(jiān)督局規(guī)范的管道, 廣泛 用于化學(xué)、石油化學(xué)、石油、冶金和其他工業(yè)企業(yè)。 標準適用等徑和異徑焊接碳素鋼三通管, PN≤2.5Mpa (兆帕)。 等徑三通管的符號示例: DN=820mm , S=16mm ,采用鋼 ВСтЗСП: 三通管 ТС 820x16 ВСТЗСП ОСТ 36-24-77 異徑三通管的符號示例: DN=820mm ,dN=530mm ,S1=10mm , S2=7mm ,采用鋼 ВСТ




焊接管道標準(標準)
格式:pdf
大小:6KB
頁數(shù):2P
本文由baoyujianshe貢獻 doc文檔可能在wap端瀏覽體驗不佳。建議您優(yōu)先選擇txt,或下載源文件到本機 查看。 管道焊接技術(shù)標準 金屬管道種類繁多、數(shù)量大,使用工況千差萬別。我國不同行業(yè)采用不同的應(yīng)用 標準體系,標準之間 差別很大。當然,由于金屬管道的工況,如溫度、壓力、介質(zhì)、 環(huán)境等不同,標準有差距是客觀存在的。 例如,電力電站管道高壓、高溫、蒸汽介質(zhì) 居多;石化、石油管道受壓、腐蝕介質(zhì)居多;化工行業(yè)管道還 有劇毒介質(zhì)(如氯氣) ;機械行業(yè)壓力容器,按使用情況及工況分成低壓、中壓、高壓、超高壓,按容器 類 別分成第一類壓力容器、第二類壓力容器、第三類壓力容器。船舶管道有高壓的蒸汽 管道、主機冷卻的 海水管道(承壓及受腐蝕)、污水管道(承壓及受高溫)、燃油輸 送管道、壓縮空氣管道等,在不同的工 況條件下運行。以下?lián)褚榻B一些基本標準。 一、壓力管
 焊接管道LBB分析中泄漏速率的研究
焊接管道LBB分析中泄漏速率的研究 焊接管道LBB分析中泄漏速率的研究
格式:pdf
大小:762KB
頁數(shù):4P
先泄后斷(lbb)技術(shù)已經(jīng)廣泛地應(yīng)用于焊接壓力容器及管道的設(shè)計中,該理論是指在壓力容器和管道中的裂紋達到失穩(wěn)狀態(tài)以前,可以檢測到通過該裂紋的流體的泄漏。使用計算機程序模擬了通過裂紋的流體泄漏速率;通過有限元分析程序fluent,對簡單情況下的單相流體在壓力管道中裂紋不同張開方向上的泄漏速率進行模擬計算,并對其結(jié)果進行比較分析。得出泄漏速率與裂紋張開位移(cod)和裂紋長度的關(guān)系均不是線性關(guān)系,并且cod的擴展對泄漏速率的影響要大于裂紋長度對其的影響。因此,cod的擴展值是影響管道內(nèi)流體泄漏速率的主要因素。
編輯推薦下載
淺談如何提高焊接管道的質(zhì)量 淺談如何提高焊接管道的質(zhì)量
格式:pdf
大小:998KB
頁數(shù):1P
4.8
在焊接過程中經(jīng)常遇到管道的焊接,焊接中由于受到外界影響,在一定的情況下嚴重影響焊接質(zhì)量,筆者就焊接過程中如何提高焊接管道的質(zhì)量進行闡述。
淺析帶壓焊接管道的焊接堵漏 淺析帶壓焊接管道的焊接堵漏
格式:pdf
大小:102KB
頁數(shù):未知
4.4
煉油廠、化工廠中管道眾多,由于其輸送的介質(zhì)不斷流動,在腐蝕、沖刷、振動等因素的影響下,在直管輸送管段上、異徑管段上、流體介質(zhì)改變方向的彎頭及三通處、管道的焊縫上經(jīng)常會出現(xiàn)泄漏。而泄漏如果得不到有效的控制,就會造成環(huán)境污染,影響企業(yè)經(jīng)濟效益甚至發(fā)生安全事故。因此如何快速有效地、在不降低管內(nèi)介質(zhì)壓力及溫度的情況下止住泄漏就成了現(xiàn)代煉油、化工企業(yè)研究的重要問題。在一般情況下,管道一旦發(fā)生泄漏,是很難在動態(tài)下進行補焊的,原因有二:其一,熔融的金屬在沒有得到凝固之前,就可能被噴出的介質(zhì)吹跑;其二,泄漏介質(zhì)本身有可能威脅施焊人員的人身安全,尤其是易燃易爆的泄漏介質(zhì),就更難以在動態(tài)狀況下進行補焊了。
碳鋼焊接管道部件三通熱門文檔
管壁厚度對在線焊接管道承壓能力的影響 管壁厚度對在線焊接管道承壓能力的影響
格式:pdf
大小:689KB
頁數(shù):5P
4.3
運用有限元法對不同壁厚的管道進行在線焊接時的溫度場進行了數(shù)值模擬,內(nèi)部介質(zhì)流動對焊接溫度場的影響通過確定介質(zhì)與管壁的換熱系數(shù)來考慮,并根據(jù)溫度計算結(jié)果,獲得管道的剩余強度因子,進而獲得管道的極限壓力。研究表明,焊縫上點的峰值溫度隨著壁厚的增大而略有升高,而主管內(nèi)壁的峰值溫度隨著壁厚的增大而下降。當壁厚增大到一定程度時,在線焊接管道的剩余強度因子增大速度減緩。
 輸氣管線在役焊接管道內(nèi)壁變形的數(shù)值模擬
輸氣管線在役焊接管道內(nèi)壁變形的數(shù)值模擬 輸氣管線在役焊接管道內(nèi)壁變形的數(shù)值模擬
格式:pdf
大小:1007KB
頁數(shù):5P
4.8
采用焊接過程數(shù)值模擬軟件sysweld研究了輸氣管線在役焊接過程中管道內(nèi)壁的變形,并和常規(guī)焊接進行了對比.結(jié)果表明,對于在役焊接近縫區(qū)的一點,隨著焊接熱源的靠近,變形量逐漸增大,當焊接熱源經(jīng)過該點時變形量最大,在隨后的冷卻過程中,變形量減小.在役焊接時焊接接頭的變形與常規(guī)焊接有較大差異,在役焊接過程中接頭的瞬態(tài)變形和殘余變形均為外凸變形;而對于常規(guī)焊接,隨著焊接冷卻過程的進行,逐漸由外凸變形過渡為內(nèi)凹變形,最終的殘余變形為內(nèi)凹變形.隨著焊接熱輸入的增大,在役焊接接頭近縫區(qū)的瞬態(tài)變形和殘余變形均增大,遠離焊縫中心區(qū)域的瞬態(tài)變形和殘余變形隨著熱輸入的增加而減小.
焊接管道檢修口和清掃口制作安裝
格式:pdf
大小:87KB
頁數(shù):1P
4.6
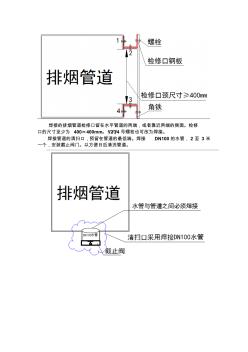
焊接的排煙管道檢修口留在水平管道的兩端,或者靠近兩端的側(cè)面。檢修 口的尺寸至少為400×400mm。1/2/3/4號螺栓也可改為焊接。 焊接管道的清掃口,預(yù)留在管道的最低端。焊接dn100的水管,2至3米 一個,安裝截止閥門。以方便日后清洗管道。
新型無焊接管道技術(shù)在石油機械中的應(yīng)用 新型無焊接管道技術(shù)在石油機械中的應(yīng)用
格式:pdf
大小:542KB
頁數(shù):3P
4.5
管道在石油機械中主要用來傳輸石油、天然氣體、高壓水和液壓能量等,要求管道能承受流體壓力而無泄漏,能承受壓力沖擊而連接牢靠,可多次重復(fù)裝拆,具有高清潔度等。介紹了新近發(fā)展起來的walform擠壓式管道連接技術(shù)、37°擴口法蘭管道連接技術(shù)、90°擴口法蘭管道連接技術(shù)、止推環(huán)法蘭管道連接技術(shù)等新型無焊接管道技術(shù)及其在石油機械中的應(yīng)用。
碳鋼焊接管道部件三通精華文檔
介質(zhì)流速對在線焊接管道極限壓力的影響 介質(zhì)流速對在線焊接管道極限壓力的影響
格式:pdf
大小:1.4MB
頁數(shù):5P
4.8
運用有限元法對不同介質(zhì)流速下在線焊接時的溫度場進行了數(shù)值模擬,內(nèi)部介質(zhì)流動對焊接溫度場的影響通過確定介質(zhì)與管壁的換熱系數(shù)來考慮;根據(jù)溫度計算結(jié)果,獲得管道的剩余強度因子,進而判定管壁是否燒穿。研究表明,隨著流速的增大,焊縫位置處外壁上的峰值溫度無明顯變化,而內(nèi)壁上的峰值溫度隨之下降;在線焊接管道的剩余強度因子及所能承受的極限壓力呈上升趨勢,且在一定范圍內(nèi)增大明顯,故應(yīng)充分利用該流速變化范圍的特點以確定最佳施工條件。
裝配式焊接管道施工技術(shù)研究 裝配式焊接管道施工技術(shù)研究
格式:pdf
大小:1.9MB
頁數(shù):3P
4.7
以上海和輝光電第6代amoled顯示項目中的壓縮空氣系統(tǒng)施工為背景,從運用bim技術(shù)解決管線碰撞與管線綜合、利用單線圖分解管段進行預(yù)制、設(shè)計與工廠的嚴密配合和焊接施工這4個方面介紹了裝配式焊接管道施工技術(shù)。通過實踐,證明這一施工方式可基本保證成本可控、管材無浪費,同時加快了施工進度。
無焊接管道在年產(chǎn)200kt紙漿項目中的應(yīng)用 無焊接管道在年產(chǎn)200kt紙漿項目中的應(yīng)用
格式:pdf
大小:481KB
頁數(shù):3P
4.3
對焊接管道、傳統(tǒng)卡套式管接頭和無焊接管道優(yōu)、缺點進行對比分析,并結(jié)合裝置特點,在制漿車間液壓裝置管道系統(tǒng)中成功應(yīng)用了無焊接管道,避免了焊接管道、傳統(tǒng)卡套式管接頭之不足。
鋁合金焊接管道X射線探傷工藝改進研究 鋁合金焊接管道X射線探傷工藝改進研究
格式:pdf
大小:236KB
頁數(shù):3P
4.4
針對空分設(shè)備中鋁合金焊接管道要求100%射線探傷的情況,在保證射線照相靈敏度的前提下,探索出既能保證底片質(zhì)量、又能使探傷效率提高5~10倍的多管道同步探傷工藝。
在線焊接管道設(shè)計壓力的影響因素 在線焊接管道設(shè)計壓力的影響因素
格式:pdf
大小:343KB
頁數(shù):11P
4.7
提出了預(yù)測在線焊接管道設(shè)計壓力及燒穿的方法.運用有限元法對不同參數(shù)下在線焊接時的溫度場進行了數(shù)值模擬,內(nèi)部介質(zhì)流動對焊接溫度場的影響通過確定介質(zhì)與管壁間的換熱系數(shù)來考慮,并根據(jù)溫度計算結(jié)果,獲得了管道的剩余強度因子和設(shè)計壓力,進而判定管壁是否燒穿.研究表明:在線焊接管道的設(shè)計壓力隨著焊接熱輸入的增大而降低,當熱輸入增大到一定程度時,曲線趨于平緩;隨著流速的增大,在線焊接管道的剩余強度因子及所能承受的設(shè)計壓力呈上升趨勢,且在一定范圍內(nèi)增大明顯,故應(yīng)充分利用該流速變化范圍的特點以確定最佳施工條件;剩余強度因子隨著壁厚的增加而升高,當壁厚增大到一定程度時,在線焊接管道的剩余強度因子增大速度減緩,此后繼續(xù)增加壁厚,則對材料的利用率有所下降.根據(jù)設(shè)計壓力與各參數(shù)的關(guān)系曲線可以獲得安全操作條件.
碳鋼焊接管道部件三通最新文檔
工業(yè)管道碳鋼焊接通用工藝
格式:pdf
大小:54KB
頁數(shù):6P
4.8
工業(yè)管道碳鋼焊接通用工藝 1適用范圍 1.1本通用工藝適用于本公司內(nèi)工業(yè)管道工程的碳鋼類管材的焊接施工。 1.2本通用工藝只適用于氬弧焊、手工電弧焊作業(yè)。 2引用(依據(jù))文件 2.1《工業(yè)金屬管道工程施工規(guī)范》gb50235-2010 2.2《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》gb50236-2010 2.3《特種設(shè)備焊接操作人員考核細則》tsgz6002-2010 2.4《石油化工劇毒、可燃介質(zhì)管道工程及驗收規(guī)范》sh3501-2010 2.5《石油化工鋼制管道工程工藝標準》shj517-2007 2.6《化工金屬管道工程施工及驗收規(guī)范》hg20225-2007 2.7《電力化工工程高溫管道焊接規(guī)程》(管道篇)dl/5031-2005 2.8《石油化工工程高溫管道焊接規(guī)程》sh3523-2005 3施工準備 3.1材料要求 3.1.1焊

工業(yè)管道碳鋼焊接通用施工工藝
格式:pdf
大小:135KB
頁數(shù):11P
4.3
工業(yè)管道碳鋼焊接通用施工工藝 工業(yè)管道碳鋼焊接通用施工工藝 1適用范圍: 本工藝適用于fcc所承建工程中碳鋼及16mn鋼等非低溫管材類采用 氬弧焊、手工電弧焊的焊接施工。 2施工準備 2.1材料要求: 2.1.1施工現(xiàn)場應(yīng)配有符合要求的固定焊條庫或流動焊條庫。 2.1.2焊材必須具有質(zhì)量證明書或材質(zhì)合格證,焊材的保管、烘干、發(fā)放、 回收嚴格按《壓力管道安裝質(zhì)量保證手冊》中有關(guān)規(guī)定執(zhí)行,焊條烘干參 數(shù)原則上按生產(chǎn)廠家說明書提供的參數(shù)進行,如無則按焊接工藝指導(dǎo)書給 定的參數(shù)進行。 2.1.3焊絲使用前,應(yīng)去除表面的油脂、銹等雜物。 2.1.4保溫材料性能應(yīng)符合予熱及熱處理要求。 2.2機具要求: 2.2.1焊機為直流焊機,焊機應(yīng)完好、性能可靠,雙表指示靈敏,且在校 準周期內(nèi)。 2.2.2予熱及熱處理的設(shè)備完好,性能可靠,檢測儀表在校準周期內(nèi),且 符合《壓力管道質(zhì)保手冊
基于BS7910含缺陷X80鋼焊接管道的安全評定 基于BS7910含缺陷X80鋼焊接管道的安全評定
格式:pdf
大小:241KB
頁數(shù):未知
4.4
根據(jù)英國標準bs7448,制備帶預(yù)制疲勞裂紋的三點彎曲(threepointbent,tpb)標準試樣,對x80管線鋼焊縫、熱影響區(qū)和母材進行0℃斷裂韌度試驗,根據(jù)ctod(cracktipopeningdisplacement)試驗結(jié)果,結(jié)合材料的力學(xué)性能、載荷條件,采用英國bs7910結(jié)構(gòu)完整性評定方法的1a、2a評定曲線,針對焊縫內(nèi)部的深埋裂紋,對x80鋼管道焊縫進行安全評定。通過迭代計算確定含有深埋裂紋x80鋼管道焊縫中的容許裂紋尺寸。
雙密封焊接管道施工工法(伊犁工程項目部)
格式:pdf
大小:2.3MB
頁數(shù):11P
4.6
中國化學(xué)工程第六建設(shè)有限公司 雙密封焊接管道施工工法 1.前言 管道工程管道腐蝕一直是人們關(guān)心的問題之一。管道腐蝕在內(nèi)外壁都會 發(fā)生,由于管內(nèi)輸送介質(zhì)的因素比管道外界環(huán)境更加復(fù)雜,管道運行過程中, 因輸送介質(zhì)中存在各種腐蝕性物質(zhì),導(dǎo)致管道內(nèi)銹蝕,進而產(chǎn)生穿孔和泄漏 事故。造成了生產(chǎn)停產(chǎn),環(huán)境污染等問題。腐蝕縮短了管道的使用壽命,降低 了管道的輸送能力,引起生產(chǎn)費用的增加和意外事故的發(fā)生,內(nèi)腐蝕往往更容 易使企業(yè)遭受損失。 面對當前凸現(xiàn)的全球能源危機以及對環(huán)境保護意識的不斷增強和監(jiān)管, 人們對輸送介質(zhì)的鋼質(zhì)管道的內(nèi)外防腐保護工作越來越重視。在管道外防腐 施工技術(shù)日臻完善的今天,管道內(nèi)防腐隨著防腐施工技術(shù)的日益發(fā)展,管道 內(nèi)防腐工作可以通過靜電熱噴涂等防腐工藝,單根鋼質(zhì)管道在車間內(nèi)生產(chǎn)產(chǎn) 線上分批量完成,內(nèi)防腐合格的管道運至施工現(xiàn)場進行安裝。 施工現(xiàn)場管道焊接過程中,焊縫周圍的內(nèi)防


碳鋼焊接施工工藝
格式:pdf
大小:121KB
頁數(shù):11P
4.3
工業(yè)管道碳鋼焊接通用施工工藝 1適用范圍: 本工藝適用于fcc所承建工程中碳鋼及16mn鋼等非低溫管材類采用 氬弧焊、手工電弧焊的焊接施工。 2施工準備 2.1材料要求: 2.1.1施工現(xiàn)場應(yīng)配有符合要求的固定焊條庫或流動焊條庫。 2.1.2焊材必須具有質(zhì)量證明書或材質(zhì)合格證,焊材的保管、烘干、發(fā)放、 回收嚴格按《壓力管道安裝質(zhì)量保證手冊》中有關(guān)規(guī)定執(zhí)行,焊條烘干參 數(shù)原則上按生產(chǎn)廠家說明書提供的參數(shù)進行,如無則按焊接工藝指導(dǎo)書給 定的參數(shù)進行。 2.1.3焊絲使用前,應(yīng)去除表面的油脂、銹等雜物。 2.1.4保溫材料性能應(yīng)符合予熱及熱處理要求。 2.2機具要求: 2.2.1焊機為直流焊機,焊機應(yīng)完好、性能可靠,雙表指示靈敏,且在校 準周期內(nèi)。 2.2.2予熱及熱處理的設(shè)備完好,性能可靠,檢測儀表在校準周期內(nèi),且 符合《壓力管道質(zhì)保手冊》中的計量要求。 2.2.3
碳鋼焊接管道部件三通相關(guān)
文輯推薦
知識推薦
百科推薦


職位:給水排水工程
擅長專業(yè):土建 安裝 裝飾 市政 園林


