

基于臺達PLC的塑料軟管生產線控制系統的設計
格式:pdf
大小:20KB
頁數:1P
人氣 :61
 4.5
4.5
本文針對塑料軟管生產線的工序及溫度控制在塑料軟管生產中的重要性,設計了以DVPEH2系列PLC為核心和基于Devicenet現場總線的控制系統,重點介紹了系統的硬件配置和軟件設計思路。經試驗表明,該系統硬件簡單可靠,性能穩定,控溫精度高,具有較高的實用價值。



編輯推薦下載

基于PLC的電鍍生產線控制系統的設計
格式:pdf
大小:166KB
頁數:4P
4.8
基于plc的電鍍生產線控制系統的設計 2011/6/8/來源:中國電鍍助劑網 余劍 (南京理工大學泰州科技學院電子電氣工程學院,江蘇泰州225300) 摘要:介紹了利用西門子s7-200plc對某條電鍍生產線行車的運動控制,本 控制系統還采用了組態王監控軟件。利用組態王與plc相結合的控制方式,實 現了對這條生產線的控制簡單化,大大提高了生產效率。 關鍵詞:電鍍生產線;行車控制;plc;組態王 1·概述 電鍍工藝隸屬電化學生產工藝,傳統的工藝含有自動設備少,集成度低,在電 鍍手工生產過程中,工人不可避免地要接觸一些硝酸、重金屬鹽、氰化物等一些 有毒有害物質,對他們的安全健康有很大的影響。現在,在電鍍生產線控制中采 用了plc技術后,實現了對其自動化控制,減輕了工人勞動強度,提高了生產 效率和生產質量。 2·電鍍生產線控制系統的設計與實現 2.
臺達PLC的塑料軟管生產線控制系統的設計熱門文檔
 基于PLC的熱浸鋅自動生產線控制系統
基于PLC的熱浸鋅自動生產線控制系統 基于PLC的熱浸鋅自動生產線控制系統
格式:pdf
大小:703KB
頁數:3P
4.5
基于西門子公司s7-200plc研制了熱浸鋅自動化生產線控制系統。在工藝生產線設計的基礎上設計了硬件,并編寫了軟件,使用開環控制和閉環控制相結合的方法,實現了熱浸鋅生產線的自動化。結果表明控制系統穩定可靠,生產效率和產品質量都有很大提高。
基于PLC的無箱射壓造型生產線控制系統改造
格式:pdf
大小:644KB
頁數:3P
4.6
以生產工藝為依據,用三菱plc對具有垂直分型形式的鑄造造型設備生產線進行改造,實現鑄造過程的自動化。經長期運行表明,系統抗干擾能力得以有效改善,維修方便,產品質量得到保證。
SGX20/50型彩印塑料軟管生產線 SGX20/50型彩印塑料軟管生產線
格式:pdf
大小:240KB
頁數:1P
4.7
sgx20/50型彩印塑料軟管生產線系生產pe彩印軟管的專用成套設備,由7種主機、4種輔機組成。該生產線主要用于化妝品(如面膜、防曬霜、護膚霜等)、食品(如果醬、蕃茄醬等)、化工產品(如去污膏、乳膠、潤滑油脂等)等的包裝。包裝容器是用彩印塑料軟管,產品形狀類同于牙膏管,但管身、管肩由聚乙烯,管蓋由聚丙烯塑料組成,根據軟管直徑的大小,管身長短及管蓋形狀可組合成各種規格。塑料軟管是國內最新開發流行的新型包裝產品,具有不易破損、無毒、攜帶方便、美觀價廉等優點,可取代玻璃容器,提高產品檔次。它可廣泛用于日化、醫藥、食品、洗滌劑、化妝品等行
球扁鋼生產線控制系統研究及其PLC實現 球扁鋼生產線控制系統研究及其PLC實現
格式:pdf
大小:81KB
頁數:2P
4.8
文章論述了濟鋼中型軋鋼廠球扁鋼生產線目前的控制系統不適應市場經濟條件下品種規格多、符合變化范圍大的軋制需求,設計了基于可編程控制器(plc)的軋機電氣控制系統,實現了整個生產線的連鎖自動控制和全程監控,系統的控制自動化水平得到提高,設備運行可靠性明顯提高。
臺達PLC的塑料軟管生產線控制系統的設計精華文檔
基于PLC的電鍍生產線控制系統設計
格式:pdf
大小:1.5MB
頁數:50P
4.5
塔里木大學機械電氣化工程學院畢業設計(論文) 1 基于plc的電鍍自動控制系統的設計 學生姓名邢線菊 學號8052213037 所屬學院機械電氣化工程學院 專業機電一體化 班級專16 指導老師劉媛杰 日期2016.5 塔里木大學機械電氣化工程學院制 16屆畢業設計 塔里木大學機械電氣化工程學院畢業設計(論文) ii 前言 本設計探討了如何利用德國西門子s7-200系列plc進行自動化電鍍生 產線的控制,在本次設計中,我從自動控制技術器件在國內的應用前景及 電鍍生產現場的環境來考慮,以使該生產線真正具備自動生產運行為目的, 制定了在當前及以后都應用廣泛且能適應多種環境的可編程控制器來控制 整個工作流程的方案。重點分析了系統軟硬件設計部分,并給出了系統硬 件接線圖、plc控制i/o端口分配表以及整體程序流程圖等,實現了電鍍 生產自動化,提
基于PLC的開卷校平剪板生產線控制系統設計 基于PLC的開卷校平剪板生產線控制系統設計
格式:pdf
大小:345KB
頁數:3P
4.3
介紹了開卷校平剪切生產線的組成,提出了一種應用plc、變頻器及光電傳感器實現開卷機、校平機與橫切機之間速度跟隨控制的方法,設計了生產線控制系統,plc與變頻器通訊采用ls-bus協議,板材長度由旋轉編碼器間接測量。
基于Profibus現場總線的塑料膜片生產線控制系統 基于Profibus現場總線的塑料膜片生產線控制系統
格式:pdf
大小:493KB
頁數:3P
4.5
闡述了由abb變頻器、人機界面(hmi)及s7-300plc組成的塑料膜片生產線自動控制系統。該系統采用現場總線、卷取應用宏、觸控等先進控制技術,具有精確的控制性能,良好的動態特性,能夠實現工廠網絡化、信息化。
基于PLC的鋼筋焊接網生產線控制系統的研究 基于PLC的鋼筋焊接網生產線控制系統的研究
格式:pdf
大小:919KB
頁數:3P
4.7
介紹了plc在鋼筋焊接網自動化生產線中的應用熏對整個控制系統的構成、功能、硬件實現與軟件設計均進行了分析,特別介紹了鋼筋焊接網生產過程中橫向鋼筋的輸送和焊接過程順序控制的梯形圖設計。運行結果表明,plc的應用大大提高了鋼筋焊接網自動化生產線的生產效率和產品質量,方便了生產過程的控制和管理。
一種新穎的包裝材料——包裝用塑料軟管生產線 一種新穎的包裝材料——包裝用塑料軟管生產線
格式:pdf
大小:244KB
頁數:3P
4.4
為了解決日用化妝品的包裝及裝潢問題,我廠于1985年11月初,由香港引進一套臺灣產的塑料軟管生產線。整個生產線由八臺設備組成,生產方式新穎,軟管產品美觀大方、無毒。可以用作日用化妝品、藥品、食品及潤滑脂等各種膏脂狀物的包裝。
臺達PLC的塑料軟管生產線控制系統的設計最新文檔
包裝生產線控制系統設計
格式:pdf
大小:57KB
頁數:1P
4.5
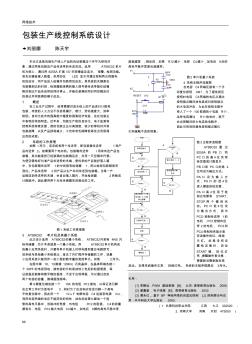
網絡技術 66 包裝生產線控制系統設計 ◆劉麗娜陳天宇 本論文選取包裝生產線上產品的自動裝箱這個環節為研究對 象,通過兩條包裝及產品傳送帶的傳送完成。選用at89c52單片 機為核心,通過用8255a擴展i/o實現鍵盤及顯示、報警、檢測功能。 首先在鍵盤輸入數值,采用四位led顯示并通過控制兩臺伺服電 機的運動,將產品送入紙箱并包裝然后運走。其系統的關鍵是在 包裝箱到達的時刻,檢測器能準確的輸入信號使傳送帶能在紙箱 剛好到達產品傳送帶的同時停止,并能在裝滿的同時將空箱及時 的到達并將裝滿的箱子運走。 1概述 在工業生產過程中,經常需要對流水線上的產品進行計數和 包裝,傳統的人工方法不僅容易漏計、錯計、勞動強度大、效率 較低。自動化技術的提高能大幅度的提高經濟效益,這在包裝業 中表現的特別明顯。近年來,包裝生產線的自動化、電子監測和 控制系統持續發展,使的包
U型生產線控制系統設計 U型生產線控制系統設計
格式:pdf
大小:942KB
頁數:2P
4.7
從目前市場來看,質量已經有標準來衡量,采購也都是集中采購形式,利潤在各廠家的竟爭下已做到了最低,在這種形式下,最直接的贏利方式就是產量。在這種形式下,企業更注重進行技術改革,生產線滿足了它們的要求,從而對傳送設備就要有更高的要求。
基于CAN總線的包裝生產線控制系統設計 基于CAN總線的包裝生產線控制系統設計
格式:pdf
大小:9KB
頁數:1P
4.5
在包裝生產線中,can總線技術在控制系統中具有重要的作用,can總線技術的優勢主要表現為控制具有分散性以及數字化的信息傳遞模式,使其在包裝生產線控制系統中具有廣泛的應用。
OCKWELL汽車總裝生產線控制系統
格式:pdf
大小:30KB
頁數:3P
4.6
ockwell汽車總裝生產線控制系統 一、引言 devicenet現場總線是世界一流的自動化控制和信息解決方案供應商— —美國羅克韋爾自動化(rockwellautomation)公司推出的最優的工業控制網 絡技術——netlinx的底層網絡。devicenet具有開放、低價、可靠、高效的優 點,特別適合于高實時性要求的工業現場的底層控制。 devicenet現已成為國際標準iec62026-3(2000-07)低壓開關設備和控 制設備—控制器-設備接口,也已被列為歐洲標準en50325。此外,devicenet 實際上是亞洲和美洲的設備網標準。devicenet得到了世界各地眾多制造商的 支持,已經注冊的符合devicenet規范的產品有數千種,實際應用的devicenet 節點設備已達數百萬個。在北美和日本,devicenet在同類產品中占
C/Z檁條互換生產線控制系統的設計與應用 C/Z檁條互換生產線控制系統的設計與應用
格式:pdf
大小:232KB
頁數:2P
4.8
文章介紹了由plc控制,運用ifix組態軟件制作界面的c/z檁條互換生產線的構成,主要功能,編程方法及程序等。

PLC與變頻器在電鍍生產線控制系統改造中的應用
格式:pdf
大小:250KB
頁數:3P
4.7
根據單梁懸掛起重機(0.5t)的電氣原理和工作需要,設計了一套plc、變頻器控制系統,它不僅具備了傳統繼電器對單梁懸掛起重機的控制功能,而且還具有自動循環、信號提示、高效運行準確停車、熱過載保護等一系列新的功能,實現了電鍍自動化控制。主要介紹了三菱公司plc和變頻器在單梁懸掛起重機改造中的應用。
基于PLC消防閥門生產線控制系統 基于PLC消防閥門生產線控制系統
格式:pdf
大小:311KB
頁數:4P
4.5
設計了一種基于可編程序控制器、人機界面和伺服控制技術的消防閥門生產線控制系統,介紹了生產線的總體設計、工作原理及系統的硬件和軟件設計,重點介紹了如何利用plc控制伺服電機以及觸摸屏畫面的設計.該系統可以完成不同板料長度的加工,從而可以加工不同規格的閥門體,具有操作簡便、運行平穩、控制精確度高、監控功能完善及人機界面友好等特點,現已投入使用.
電纜生產線控制系統探討
格式:pdf
大小:555KB
頁數:5P
4.4
電纜生產線控制系統探討 收藏此信息打印該信息添加:用戶發布來源:未知 1引言 現在電纜工業具有復雜、規模大、高速、高效的特點,因而對生產自動化提出了越來越高的 要求。隨著半導體集成電路大規模的發展,電線設備從早期的分立元件構成的簡單邏輯線路 系統,發展到cpu數字化平臺的智能化儀表和計算機構成的獨立控制系統。目前大多數采 用ipc和plc及智能儀表等自動化控制技術集成控制生產線的流程線。 本文研討通過張力信號控制電機的轉速,使電纜生產線上電線的張力接近為零。 2生產工藝問題分析 我們采用的電纜生產過程為:為保證擠塑機機筒內塑料溫度恒定,設備采用水、風同時冷卻 方式。當機頭擠出塑料溫度、光澤、速度合適時,啟動生產線。在聯動控制狀態下,放線機、 擠塑機、牽引機、收線機的運行速度能夠根據生產工藝要求和生產經驗自動調整,以達到張 力合適,穩定生產
臺達PLC的塑料軟管生產線控制系統的設計相關
文輯推薦
知識推薦
百科推薦


職位:駐場項目資料員
擅長專業:土建 安裝 裝飾 市政 園林


