

基于臺(tái)達(dá)20PM的多軸數(shù)控管件焊接機(jī)
格式:pdf
大小:803KB
頁數(shù):3P
人氣 :99
 4.4
4.4
在簡(jiǎn)要介紹多軸數(shù)控焊接原理的基礎(chǔ)上。重點(diǎn)討論利用臺(tái)達(dá)內(nèi)嵌運(yùn)動(dòng)控制功能的20PM系列PLC,實(shí)現(xiàn)焊接軌跡的三軸螺旋偏心圓插補(bǔ)平臺(tái)控制,給出軟件編程。




對(duì)開管件焊接文章
格式:pdf
大小:88KB
頁數(shù):4P
有關(guān)深圳市天然氣管線不停輸焊接管件的探討 摘要:論述管線不停輸焊接中帶壓允許施焊壓力、間斷焊、管道介質(zhì)對(duì)焊接影響等問題, 為深圳地區(qū)的不停輸焊接施工提供參考。 關(guān)鍵詞:不停輸帶壓施焊 0序言 西氣東輸二線深圳天然氣高壓輸配系 統(tǒng)工程于2009年9月全面拉開帷幕,截至 目前兩年多的建設(shè)過程中,出現(xiàn)了幾次已建 管線移位的情況,其中與我公司(上海煤氣 第二管線工程有限公司)有關(guān)的如:1、因 深圳水官高速道路擴(kuò)建,2010年6月竣工通 氣的水官高速改線工程第六段管線于2011 年6月再次進(jìn)行管線移位;2、2010年4月 完成敷設(shè)的11標(biāo)西麗段管線因與南光高速 收費(fèi)站紅線沖突于2011年10月進(jìn)行管線移 位;已竣工管線進(jìn)行管線移位的原因比較復(fù) 雜,涉及規(guī)劃、設(shè)計(jì)、權(quán)屬等諸多問題,目 前深圳天然氣高壓輸配系統(tǒng)已建設(shè)大半并 陸續(xù)通氣,預(yù)計(jì)2012年

焊接機(jī)說明書
格式:pdf
大小:373KB
頁數(shù):16P
點(diǎn)焊逆變電源 使用說明書 1 目錄 1.使用注意事項(xiàng)..............................................................................................................................2 1.1安全注意事項(xiàng)....................................................................................................................3 1.2使用前注意事項(xiàng)...................................................................................................
編輯推薦下載
 激光焊接機(jī)轉(zhuǎn)臺(tái)改造
激光焊接機(jī)轉(zhuǎn)臺(tái)改造 激光焊接機(jī)轉(zhuǎn)臺(tái)改造
格式:pdf
大小:132KB
頁數(shù):2P
4.6
以轉(zhuǎn)臺(tái)改造為例,介紹一種提升設(shè)備工藝能力的方法。該方法不改變轉(zhuǎn)臺(tái)電氣驅(qū)動(dòng)部件和機(jī)械傳動(dòng)結(jié)構(gòu),通過改變轉(zhuǎn)臺(tái)上、下臺(tái)面之間的相對(duì)運(yùn)動(dòng)摩擦方式,從而提高轉(zhuǎn)臺(tái)的負(fù)載能力。
2最新最全管件焊接參數(shù)(1)
格式:pdf
大小:41KB
頁數(shù):1P
4.3
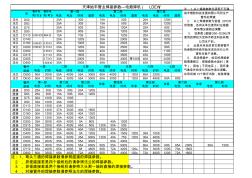
電流電壓時(shí)間溫度電流電壓時(shí)間溫度電流電壓時(shí)間溫度 法蘭d5020a30s15a50s20a120s 法蘭d6325a30s15a50s20a120s 法蘭d7525a50s20a120a25a60s 法蘭d9020a80s25a120s35a100s 法蘭d1100.264ω0.864ω15a70s24a120s20a60s 法蘭d14020a120s35a200s30a100s 法蘭d1600.436ω0.55ω25a100s30a250s35a90s 法蘭d2000.598ω0.70ω25a120s30a250s35a90s 法蘭d2500.58ω35a150s40a300s45a110s 法蘭d3150.71ω35a1
臺(tái)達(dá)20PM多軸數(shù)控管件焊接機(jī)熱門文檔

管件焊接裂紋形成與工藝措施
格式:pdf
大小:78KB
頁數(shù):8P
4.7
重慶市化醫(yī)職業(yè)技能鑒定所論文 第1頁共8頁 目錄 摘要:???????????????????????1 關(guān)鍵字:??????????????????????1 目錄???????????????????????2 1、綜述???????????????????????3 1.1裂紋產(chǎn)生的原因???????????????3 1.2生產(chǎn)中實(shí)際會(huì)遇到的情況????????????3 1.3防止裂紋產(chǎn)生的措施?????????????4 2、關(guān)于裂紋產(chǎn)生的微觀與外部條件影響分析???????5 2.1裂紋產(chǎn)生的可能性分析????????????5 2.2由附加應(yīng)力及殘余應(yīng)力引起的裂紋????????5 2.3由溫度及金相結(jié)構(gòu)引起的裂紋??????????6 2.4防止裂紋的措施????????????????6 3、焊
CBR在管件焊接柔性夾具CAD系統(tǒng)中的應(yīng)用 CBR在管件焊接柔性夾具CAD系統(tǒng)中的應(yīng)用
格式:pdf
大小:1.2MB
頁數(shù):6P
4.5
針對(duì)管件焊接柔性夾具cad系統(tǒng)中新實(shí)例需要重新求解導(dǎo)致的智能化程度不高的問題,在分析了基于實(shí)例推理(cbr)技術(shù)特點(diǎn)的基礎(chǔ)上,采用cbr技術(shù)提高夾具設(shè)計(jì)系統(tǒng)的設(shè)計(jì)效率。在闡述了系統(tǒng)開發(fā)框架的基礎(chǔ)上,介紹了將基于實(shí)例推理(cbr)技術(shù)應(yīng)用在該夾具cad系統(tǒng)中的方法,并且詳細(xì)地描述了cbr在該夾具系統(tǒng)中的表示方法及元件實(shí)例庫的建立過程、實(shí)例的檢索與存儲(chǔ)和對(duì)實(shí)例評(píng)價(jià)與修改的方法。通過初步驗(yàn)證表明,該種思路有效可行。
熱板焊接機(jī)汽車門板焊接機(jī)汽車保險(xiǎn)杠焊接機(jī)汽車門板焊接機(jī)汽車車燈焊接機(jī)超聲波塑料焊接機(jī)
格式:pdf
大小:679KB
頁數(shù):3P
4.6
汽車門板焊接機(jī)超聲波塑料焊拉機(jī)汽車保險(xiǎn)杠焊接機(jī)熱板焊接機(jī) 日力超聲波門板焊接機(jī)的用途:日力汽車門板焊接機(jī)也稱為汽車前后門板焊接機(jī)、汽車保險(xiǎn) 杠焊接機(jī),汽車儀表盤焊接機(jī),汽車儀表臺(tái)焊接機(jī)、汽車擋泥板焊接機(jī)、前后門焊接機(jī)、 汽車車門、汽車門板點(diǎn)焊機(jī)、車門焊接機(jī)、汽車門板超聲波焊接機(jī)、、汽車車門焊接機(jī)、汽 車門焊接機(jī)、車門熱熔焊接機(jī)、車門鉚點(diǎn)機(jī)、汽車門鉚點(diǎn)機(jī)、汽車前后門焊接機(jī)等。用來專 業(yè)焊接車身塑料零件、汽車車門、汽車儀表、車燈車鏡、內(nèi)飾件、濾清器、汽車油杯、剎車 油壺總成等。采用超聲波技術(shù),在不要填加任何粘接劑、填料或溶劑,也不消耗大量 熱源的情況下對(duì)其超聲波焊接,有焊接速度快、焊接強(qiáng)度高、生產(chǎn)效率高的優(yōu)點(diǎn)。 日力超聲波焊接機(jī)的工作原理:當(dāng)超聲波焊接機(jī)作用于熱塑性的塑料接觸面時(shí),超聲波機(jī) 會(huì)產(chǎn)生每秒數(shù)萬次的高周波振動(dòng),通過超聲波機(jī)上的超聲波模具
芯片焊接機(jī)焊頭部件的設(shè)計(jì) 芯片焊接機(jī)焊頭部件的設(shè)計(jì)
格式:pdf
大小:266KB
頁數(shù):2P
4.7
介紹了芯片焊接機(jī)焊頭部件的結(jié)構(gòu)原理,提出了提高定位精度、提高生產(chǎn)率以及防止損壞芯片的措施。
臺(tái)達(dá)20PM多軸數(shù)控管件焊接機(jī)精華文檔
激光焊接機(jī)工作臺(tái)電氣改進(jìn) 激光焊接機(jī)工作臺(tái)電氣改進(jìn)
格式:pdf
大小:152KB
頁數(shù):3P
4.7
本文介紹了雙體yag固體激光焊接機(jī)做自動(dòng)化運(yùn)動(dòng)改進(jìn)的情況,詳細(xì)描述了電控臺(tái)架的軌跡控制思路和定位單元的軟件,指明了電路結(jié)構(gòu)和氣動(dòng)元器件組合,探討分析如何從舊的固定支座設(shè)計(jì)出新的數(shù)控旋轉(zhuǎn)工作臺(tái),完成靈巧的焊接工作。

焊接機(jī)器人的外文文獻(xiàn)
格式:pdf
大小:1.4MB
頁數(shù):6P
4.7
industrialrobot:aninternationaljournal thepranskyinterview:drstevecousins,ceo,savioke,entrepreneurandinnovator joannepransky articleinformation: tocitethisdocument: joannepransky,(2016),"thepranskyinterview:drstevecousins,ceo,savioke,entrepreneurandinnovator",industrial robot:aninternationaljournal,vol.43iss1pp.1-5 permanentlinktothisdocument: http:/
焊接機(jī)器人研究及應(yīng)用現(xiàn)狀
格式:pdf
大小:16KB
頁數(shù):5P
4.8
1焊接機(jī)器人的發(fā)展歷程 自從世界上第一臺(tái)工業(yè)機(jī)器人unimate于1959年在美國誕 生以來,機(jī)器人的應(yīng)用和技術(shù)發(fā)展經(jīng)歷了三個(gè)階段: 第一代是示教再現(xiàn)型機(jī)器人。這類機(jī)器人操作簡(jiǎn)單,不具備外界信息的反饋 能力,難以適應(yīng)工作環(huán)境的變化,在現(xiàn)代化工業(yè)生產(chǎn)中的應(yīng)用受到很大限制。 第二代是具有感知能力的機(jī)器人。這類機(jī)器人對(duì)外界環(huán)境有一定的感知能 力,具備如聽覺、視覺、觸覺等功能,工作時(shí)借助傳感器獲得的信息,靈活調(diào)整 工作狀態(tài),保證在適應(yīng)環(huán)境的情況下完成工作。 第三代是智能型機(jī)器人。這類機(jī)器人不但具有感覺能力,而且具有獨(dú)立判斷、 行動(dòng)、記憶、推理和決策的能力,能適應(yīng)外部對(duì)象、環(huán)境協(xié)調(diào)地工作,能完成更 加復(fù)雜的動(dòng)作,還具備故障自我診斷及修復(fù)能力。 焊接機(jī)器人就是在焊接生產(chǎn)領(lǐng)域代替焊工從事焊接任務(wù)的工業(yè)機(jī)器人。早期 的焊接機(jī)器人缺乏“柔性”,焊接路徑和焊接參數(shù)須根據(jù)實(shí)際作業(yè)條件預(yù)先設(shè)
自動(dòng)焊接機(jī)論文題目選題參考
格式:pdf
大小:75KB
頁數(shù):5P
4.4
領(lǐng)取免費(fèi)查重軟件+一鍵修改降重 www.***.*** 自動(dòng)焊接機(jī)論文題目 一、最新自動(dòng)焊接機(jī)論文選題參考 1、glj-1型自行車架管連接自動(dòng)焊機(jī) 2、dcqh-9718多功能儲(chǔ)能式橋絲自動(dòng)焊接機(jī)及其應(yīng)用 3、微車后橋殼縱縫自動(dòng)焊機(jī)設(shè)計(jì)研究 4、pe閥門自動(dòng)焊接機(jī)的開發(fā)設(shè)計(jì) 5、新能源汽車供電系統(tǒng)自動(dòng)焊接機(jī)機(jī)械系統(tǒng)研制 6、s型觸頭銀觸點(diǎn)自動(dòng)焊接機(jī)的設(shè)計(jì) 7、汽車鋼圈自動(dòng)焊接機(jī) 8、四坐標(biāo)自動(dòng)焊接機(jī)的cnc系統(tǒng) 9、多功能儲(chǔ)能式橋絲自動(dòng)焊接機(jī)的研究與應(yīng)用 10、雙焊槍相貫線自動(dòng)焊接機(jī)機(jī)械系統(tǒng)設(shè)計(jì) 11、帶鋼自動(dòng)焊接機(jī)氣動(dòng)及液壓系統(tǒng)的設(shè)計(jì) 12、paw2000管道全位置自動(dòng)焊機(jī)的研制與應(yīng)用 13、立柱式管-板自動(dòng)焊機(jī)的研發(fā) 14、履帶式翅片燃?xì)庾詣?dòng)焊接機(jī)的研制 15、四自由度管座自動(dòng)焊機(jī) 16、基于c8051f020單片機(jī)的t型管自動(dòng)焊接機(jī)控制系統(tǒng) 17、小型輪轂自動(dòng)焊接機(jī)的研制

倉儲(chǔ)貨架焊接機(jī)
格式:pdf
大小:321KB
頁數(shù):2P
4.5
石家莊金泰福特機(jī)電有限公司 1 倉儲(chǔ)貨架焊接機(jī) 產(chǎn)品簡(jiǎn)介 jtft-hjhj2000型倉儲(chǔ)貨架焊接機(jī)是適合于貨架橫梁和兩端連接板的自動(dòng)焊接,單端 可以用1把焊槍、2把焊槍和3把焊槍完成3條或4條焊縫,機(jī)器由plc控制,操作者無 需懂得焊接技術(shù)也可以焊接出完美焊縫。 產(chǎn)品優(yōu)點(diǎn) 焊接效率高,焊接質(zhì)量好。一臺(tái)jtft-hjhj2000貨架橫梁自動(dòng)焊接機(jī)焊接產(chǎn)量相當(dāng)于4 個(gè)人手工焊接的產(chǎn)量,且焊接質(zhì)量穩(wěn)定,不受人工情緒和技術(shù)影響質(zhì)量。所有操作由plc 控制,觸摸屏可以設(shè)置焊機(jī)相關(guān)數(shù)據(jù)并可以保存在系統(tǒng)中,下次再焊機(jī)同型號(hào)的產(chǎn)品時(shí)只需 調(diào)用電腦中的數(shù)據(jù),無需再次輸入。 適用產(chǎn)品:重型貨架橫梁焊接、輕輕貨架橫梁焊接。 同時(shí)生產(chǎn)的還有: 鋼板自動(dòng)焊接機(jī) 不銹鋼板自動(dòng)焊接機(jī) 不銹鋼板直縫自動(dòng)焊接機(jī) 不銹鋼桶自動(dòng)焊接機(jī) 鋼結(jié)構(gòu)自動(dòng)焊接機(jī) 閥門自動(dòng)焊接機(jī) 鋼管自動(dòng)焊接機(jī)
臺(tái)達(dá)20PM多軸數(shù)控管件焊接機(jī)最新文檔

拉線棒成形焊接機(jī)-baidu
格式:pdf
大小:2.2MB
頁數(shù):5P
4.5
拉線棒成型焊接機(jī)介紹 一、簡(jiǎn)介: 電力拉線棒成型焊接機(jī)是一種拉線棒加工專用設(shè)備,該設(shè)備能對(duì)圓鋼 一次彎曲成形并完成雙面焊接,在降低勞動(dòng)強(qiáng)度的同時(shí),提高了工作效率, 并且保證了產(chǎn)品的焊接質(zhì)量。 二、產(chǎn)品組成: 本機(jī)由鋼筋彎曲單元、焊接單元、液壓?jiǎn)卧⒑笝C(jī)(客戶自備)、電氣 控制部分組成。 1、圓鋼彎曲單元由鋼板焊接的機(jī)身、減速機(jī)和彎曲模具組成。 2、焊接單元由調(diào)速電機(jī)、絲杠導(dǎo)軌、壓料裝置、焊槍固定器、焊槍調(diào) 節(jié)裝置組成,控制焊接長(zhǎng)度、焊接速度、圓鋼合縫、槍姿調(diào)正等 動(dòng)作和工作。 3、液壓?jiǎn)卧梢簤赫竞陀透椎冉M成,兩個(gè)油缸對(duì)圓鋼進(jìn)行壓緊(保證 彎曲長(zhǎng)度一致)和彎曲成型。 4、焊機(jī)為二保焊機(jī),由客戶選擇。 5、電氣控制部分由低壓元器件、電機(jī)、文本控制機(jī)等組成,控制整個(gè) 電氣的自動(dòng)運(yùn)行。 以下為參考圖片: a、彎曲部分:(拉線棒端頭直徑由主機(jī)旋轉(zhuǎn)軸外面耐磨套決定,根據(jù) 尺寸選用,屬于易損件)
焊接機(jī)器人readdata
格式:pdf
大小:20.2MB
頁數(shù):27P
4.8
igm????????????????????????????????????????????1??????61??2404??????100025tel.:+86-10?85861789/85861790fax.:+86-10?85861787e-mail:office@igm-china.com ????????????????????????????????????????????????????????????????????????????2/27??????????????????????????????????????????????????

摩擦焊接機(jī)型號(hào)-2
格式:pdf
大小:24KB
頁數(shù):1P
4.6
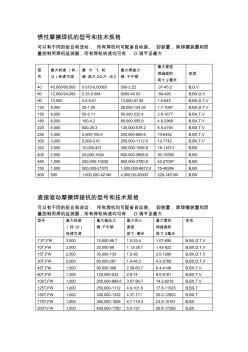
慣性摩擦焊機(jī)的型號(hào)和技術(shù)規(guī)格 可以有不同的組合和改動(dòng),所有焊機(jī)均可配備自動(dòng)裝、卸裝置,除焊瘤裝置和質(zhì) 量控制用焊機(jī)監(jiān)測(cè)器,所有焊機(jī)轉(zhuǎn)速均可有o調(diào)節(jié)至最大 直接驅(qū)動(dòng)摩擦焊接機(jī)的型號(hào)和技術(shù)規(guī)格 可以有不同的組合和改動(dòng),所有焊機(jī)均可配備自動(dòng)裝、卸裝置,除焊瘤裝置和質(zhì) 量控制用焊機(jī)監(jiān)測(cè)器,所有焊機(jī)轉(zhuǎn)速均可有o調(diào)節(jié)至最大 型號(hào)最大轉(zhuǎn)速 (轉(zhuǎn)/分) 轉(zhuǎn)速可調(diào) 最大鍛壓力 磅-千牛頓 最大實(shí)心 直徑 英寸-毫米 最大管形 焊縫面積 英寸2-毫米 變形 7.5t,fw3,00015,000-66.71.0-25.41.07-690b,bx,d,t,v 10t,fw3,00020,000-891.13-28.71.43-923b,bx,d,t,v 15t,fw2,50030,000-1331.5-382.0-1290b,bx,d,t,v 30t,fw

《焊接機(jī)器人》試卷
格式:pdf
大小:284KB
頁數(shù):4P
4.7
2015~2016學(xué)年第一學(xué)期14中職焊2班《焊接機(jī)器人》試卷 姓名:班級(jí):_________________學(xué)號(hào)__________ 1 密封線 題號(hào)一二三四五六合計(jì)審核 得分 閱卷人 一、填空題(每空1分,共25分) 1、“機(jī)器人”,英文單詞,起源于捷克作家 2、國際上的機(jī)器人主要分為日系和。 3、根據(jù)預(yù)先編制的操作程序自動(dòng)重復(fù)工作的自動(dòng)化機(jī)器,所以這種機(jī)器人也稱為。 4、工業(yè)機(jī)器人的控制方式包含和位置控制兩種。 5、工業(yè)機(jī)器人的運(yùn)動(dòng)精度主要包括和重復(fù)定位精度。 6、模式選擇按鈕主要分為和手動(dòng)模式 7、突然停電后,要手動(dòng)及時(shí)關(guān)閉機(jī)器人的主電源和。 8、發(fā)生火災(zāi)時(shí),應(yīng)使用滅火器。 9、表示操作。 10、abb機(jī)器人具有線性運(yùn)動(dòng)、和單軸運(yùn)動(dòng)。 二、單項(xiàng)選擇(每題2分,共20分) 1、示教再現(xiàn)型機(jī)器人屬于。 a
螺旋焊管內(nèi)焊多絲焊接機(jī)構(gòu) 螺旋焊管內(nèi)焊多絲焊接機(jī)構(gòu)
格式:pdf
大小:77KB
頁數(shù):未知
4.3
涉及一種焊接機(jī)構(gòu),是一種螺旋焊管內(nèi)焊多絲焊接機(jī)構(gòu),包括焊接臂。焊接臂上設(shè)有送絲管和三維調(diào)整機(jī)構(gòu),送絲管是柔性送絲軟管,其前端設(shè)有固定在三維調(diào)整機(jī)構(gòu)上的送絲機(jī)頭。該焊接機(jī)構(gòu)傳動(dòng)精度高、穩(wěn)定性好、承重能力強(qiáng)和適應(yīng)能力強(qiáng),一臺(tái)設(shè)備即可實(shí)現(xiàn)單絲焊、雙絲焊、多絲焊,安裝調(diào)整方便。
儀表板橫梁管件焊接殘余應(yīng)力的預(yù)測(cè) 儀表板橫梁管件焊接殘余應(yīng)力的預(yù)測(cè)
格式:pdf
大小:352KB
頁數(shù):5P
4.4
運(yùn)用有限元方法,對(duì)汽車儀表板橫梁薄板結(jié)構(gòu)焊接時(shí)采用斷續(xù)焊的溫度場(chǎng)及殘余應(yīng)力場(chǎng)進(jìn)行了熱-彈塑性數(shù)值模擬。選取局部模型并對(duì)模型進(jìn)行簡(jiǎn)化,采用焊縫熱影響區(qū)網(wǎng)格細(xì)化技術(shù),筆者較為精確地計(jì)算出了溫度場(chǎng)及殘余應(yīng)力場(chǎng)的分布。基于在實(shí)際焊接過程中對(duì)溫度場(chǎng)的測(cè)定,并以此為熱源載荷導(dǎo)入模型進(jìn)行熱-結(jié)構(gòu)耦合計(jì)算。研究了斷續(xù)焊對(duì)溫度場(chǎng)及殘余應(yīng)力場(chǎng)的影響因素。結(jié)果表明:斷續(xù)焊對(duì)母材有循環(huán)加熱作用,且后焊焊縫熱影響區(qū)的殘余應(yīng)力比先焊焊縫熱影響區(qū)的大,焊接殘余應(yīng)力最大值出現(xiàn)在焊縫收弧端根部與大管母材的交界處。
法蘭焊接機(jī)方案
格式:pdf
大小:23KB
頁數(shù):2P
4.4
法蘭焊接專機(jī)技術(shù)方案 1概述 法蘭焊接專機(jī)主要是為了滿足筒體法蘭環(huán)縫自動(dòng)焊接的專用設(shè)備。可以配置mig/mag焊 接電源,能夠?qū)崿F(xiàn)法蘭筒體環(huán)縫的全方位自動(dòng)焊接。具有操作簡(jiǎn)便、安全可靠、效率高、焊 縫成型美觀等性能特點(diǎn);是環(huán)縫自動(dòng)焊接的理想設(shè)備。 成套設(shè)備明細(xì)如下: 設(shè)備規(guī)格及名稱組成單元單位數(shù)量備注 法蘭焊接專機(jī) 底座(含導(dǎo)軌)套1 主動(dòng)架(含:自定心卡盤和減速機(jī))臺(tái)1 導(dǎo)電裝置套1 x形滾輪托架套2 2主要技術(shù)參數(shù) 2.1法蘭焊接專機(jī) 適用工件長(zhǎng)度:1000-6000mm 適應(yīng)工件質(zhì)量:2000kg 適用筒體直徑:φ200~φ700mm 適用法蘭直徑:φ300~φ750mm 卡盤最大裝卡直徑:φ750mm 主軸轉(zhuǎn)速:0
自動(dòng)焊接機(jī)操作規(guī)程
格式:pdf
大小:19KB
頁數(shù):3P
4.5
1 自動(dòng)焊接機(jī)安全操作保養(yǎng)規(guī)程 一、操作者必須持電焊操作證上崗。 二、啟動(dòng)前的準(zhǔn)備工作 (一)工作場(chǎng)所必須保持空氣流通,防止由于工作氣體 的使用而造成用戶缺氧。 (二)不可在工作場(chǎng)所堆放易燃物品,以防發(fā)生火災(zāi)。 (三)檢查焊機(jī)外殼是否接地,電纜是否破損。 (四)檢查焊機(jī)各接線點(diǎn)是否松動(dòng),是否有因接觸不良 而燒損的設(shè)備。 (五)確認(rèn)保護(hù)氣是否有氣,管路是否漏氣。 三、設(shè)備運(yùn)行及相關(guān)操作 (一)按要求安裝好電加熱式氣體減壓器 (二)使用前必須先預(yù)熱5-10分鐘; (三)緩緩將氣瓶上的閥門打開(速度約5度/秒),這 時(shí)可觀察到壓力表的指針慢慢抬起,然后停在合適的刻度 上。 (四)閉合設(shè)備電氣箱空氣開關(guān)對(duì)設(shè)備上電,檢查電氣 箱和機(jī)身是否漏電(發(fā)現(xiàn)漏電須排除后進(jìn)行下一步操作)。 (五)檢查電氣箱側(cè)面指示燈是否正常,發(fā)現(xiàn)異常須排 2 除后進(jìn)行下一步操作。 (六)檢查減速箱是否加注潤(rùn)滑油,
平面跡線油箱自動(dòng)焊接機(jī) 平面跡線油箱自動(dòng)焊接機(jī)
格式:pdf
大小:317KB
頁數(shù):3P
4.8
汽車油箱是用縫焊機(jī)將上下2部分焊接而成的。焊接跡線是不規(guī)則的平面曲線。自動(dòng)焊接機(jī)采用仿形內(nèi)齒圈,用內(nèi)齒輪傳動(dòng)與直線導(dǎo)板約束,實(shí)現(xiàn)焊接跡線;用力矩電動(dòng)機(jī)驅(qū)動(dòng)解決運(yùn)動(dòng)同步問題;用肘桿裝置承載油箱與托盤重量,可使其幾乎無阻力地在平面內(nèi)任意運(yùn)動(dòng)。使用該焊機(jī)可實(shí)現(xiàn)油箱自動(dòng)進(jìn)給進(jìn)行焊接,降低了人工勞動(dòng)強(qiáng)度,提高了生產(chǎn)效率。
臺(tái)達(dá)20PM多軸數(shù)控管件焊接機(jī)相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:資深建筑師
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


