




 鉆床攻螺紋自動控深裝置
鉆床攻螺紋自動控深裝置 鉆床攻螺紋自動控深裝置
格式:pdf
大小:135KB
頁數:2P
我公司是全國最大的專業曲軸生產公司,對曲軸的加工不僅工藝先進,而且正形成規模化和系統化。因此,對機械加工機床的精度及功能要求越來越高。為了適應公司發展的需要,我們也在不斷地對機床進行技術改造,使之與生產需求相適應。下面僅從鉆削曲軸大盤螺紋孔工序進行分析研究與改
攻螺紋前底孔直徑
格式:pdf
大小:47KB
頁數:2P
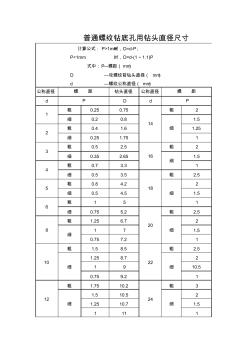
公稱直徑鉆頭直徑公稱直徑 ddd 粗0.250.75粗2 細0.20.81.5 粗0.41.61.25 細0.251.751 粗0.52.5粗2 細0.352.651.5 粗0.73.31 細0.53.5粗2.5 粗0.84.22 細0.54.51.5 粗151 細0.755.2粗2.5 粗1.256.72 171.5 0.757.21 粗1.58.5粗2.5 1.258.72 1910.5 0.759.21 粗1.7510.2粗3 1.510.52 1.2510.71.5 1111 普通螺紋鉆底孔用鉆頭直徑尺寸 式中:p—螺距(mm) 計算公式:p>1mm時,d=d-p
編輯推薦下載
攻螺紋前底孔直徑的確定
格式:pdf
大小:117KB
頁數:2P
 4.5
4.5
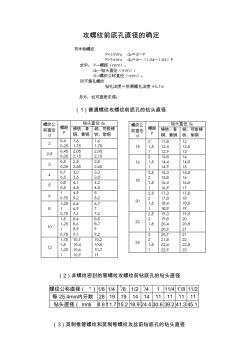
攻螺紋前底孔直徑的確定 (1)普通螺紋攻螺紋前底孔的鉆頭直徑 (2)非螺紋密封的管螺紋攻螺紋前鉆底孔的鉆頭直徑 螺紋公稱直徑(")1/81/43/81/23/4111/413/811/2 每25.4mm內牙數281919141411111111 鉆頭直徑(mm)8.811.715.218.924.430.639.241.345.1 (3)英制錐管螺紋和英制錐螺紋攻絲前鉆底孔的鉆頭直徑 英制錐管螺紋英制錐螺紋 公稱直徑 (") 每25.4mm 內牙數 鉆頭直徑 (mm) 公稱直徑 (") 每25.4mm 內牙數 鉆頭直徑 (mm) 1/8288.41/8278.6 1/41911.21/41811.1 3/81914.73/81814.5 1/21418.31/21417.

攻螺紋前底孔直徑的確定 (2)
格式:pdf
大小:121KB
頁數:2P
4.6
攻螺紋前底孔直徑的確定 (1)普通螺紋攻螺紋前底孔的鉆頭直徑 (2)非螺紋密封的管螺紋攻螺紋前鉆底孔的鉆頭直徑 螺紋公稱直徑(")1/81/43/81/23/4111/413/811/2 每25.4mm內牙數281919141411111111 鉆頭直徑(mm)8.811.715.218.924.430.639.241.345.1 (3)英制錐管螺紋和英制錐螺紋攻絲前鉆底孔的鉆頭直徑 英制錐管螺紋英制錐螺紋 公稱直徑 (") 每25.4mm 內牙數 鉆頭直徑 (mm) 公稱直徑 (") 每25.4mm 內牙數 鉆頭直徑 (mm) 1/8288.41/8278.6 1/41911.21/41811.1 3/81914.73/81814.5 1/21418.31/21417
鏜床攻螺紋卡頭設計熱門文檔
不銹鋼螺母的鉆孔、攻螺紋 不銹鋼螺母的鉆孔、攻螺紋
格式:pdf
大小:369KB
頁數:2P
4.4
在石油、化工行業機械設備及管道的緊固聯接中,為了確保聯接的牢固,嚴防腐蝕失效,不銹鋼緊固件被廣泛應用,其材質一般為鉻不銹鋼或鉻鎳不銹鋼。鉻不銹鋼分為wcr=12%、wcr=17%和wcr=27%等種類;鉻鎳不銹鋼中wcr=17%-20%,wni=8%-11%。鉻鎳不銹鋼的抗腐蝕性能及力學性能比鉻不銹鋼高,因而被首先利用。例如1cr18ni9ti,其特點是韌性大、強度高、導熱性差,切屑的粘附性和加工硬化趨勢較強,故無論是切削還是鉆削性能都不良,尤其是在不銹鋼螺母工件上鉆孔、攻螺紋,鉆頭上易產生積瘤,出現“脹牙”現象;攻螺紋速度慢、絲錐易出現咬死或扭斷、工件表面粗糙度差等不良情況,產品質量不佳。為此本文就工作中遇到的規格m24-m36、材質1cr18ni9ti不銹鋼螺母的鉆孔、螺紋問題略談以下幾點看法,供參考。
普通絲錐攻螺紋的方法及問題處理 普通絲錐攻螺紋的方法及問題處理
格式:pdf
大小:87KB
頁數:2P
4.7
螺紋是機械零件上最常見的結構,用絲錐攻螺紋也是使用比較普遍的加工方法。在機電類專業的學生實訓中,用普遍絲錐攻螺紋是實訓項目之一。就實訓中用普通絲錐攻螺紋的方法及出現的問題進行探討。
不銹鋼工件的鉆孔與攻螺紋 不銹鋼工件的鉆孔與攻螺紋
格式:pdf
大小:208KB
頁數:1P
4.5
由于不銹鋼材料韌性大、熱強度高、導熱性差,在加工中切削力大、切屑粘性強,在刀具上積聚的熱量愈多,切屑帶走的熱量就愈少,切削的熱量難于擴散,致使刀具發熱,降低刀具的切削性能,故帶來一系列問題。為了提高產品質量和生產效率,因此在不銹鋼工件上鉆孔、攻螺紋兩個工藝方面在克服不足之處可采取一些措施。
鈦合金球面上盲孔小直徑攻螺紋工藝 鈦合金球面上盲孔小直徑攻螺紋工藝
格式:pdf
大小:132KB
頁數:2P
4.6
鈦合金屬于難加工材料,對于鈦合金球面上盲孔小直徑攻螺紋更是實際生產中棘手的問題,也是工藝方面的瓶頸。本文通過典型殼體球面上盲孔小直徑攻螺紋總結一套有效加工方法,通過實際證明該方法有效地解決了此類結構零件的攻螺紋問題。
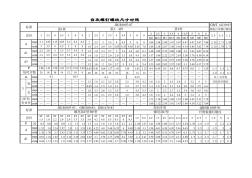
粗牙螺栓、螺釘的擰入深度、攻螺紋深度和鉆孔深度
格式:pdf
大小:142KB
頁數:2P
4.7
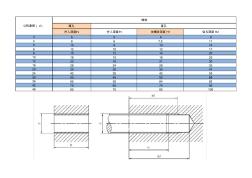
通孔 擰入深度h擰入深度h攻螺紋深度h1鉆孔深度h2 6569 867.511 1081014 12101217 15121420 18151825 22182130 28242833 35303547 42354255 50455268 65556482 75657495 857585108 8 6 公稱直徑(d) 鑄鐵 盲孔 5 4 3 20 16 12 10 48 42 36 30 24
鏜床攻螺紋卡頭設計精華文檔
牽引電機抱軸瓦鏜瓦工藝及專用鏜床設計 牽引電機抱軸瓦鏜瓦工藝及專用鏜床設計
格式:pdf
大小:373KB
頁數:3P
4.4
擬定牽引電機抱軸瓦鏜瓦工藝流程,并詳細設計與制定牽引電機抱軸瓦鏜瓦工序內容。設計開發了鏜削抱軸軸瓦加工的專用機床,采用頂針作為鏜削電機抱軸軸瓦的主要定位夾緊裝置,導向自定位裝置用來提高單刃鏜刀的軸向剛度和定位精度,選取合適的動力頭、液壓滑臺和直線導軌來完成鏜削的進給運動。
基于PLC的鏜床T68電氣設計
格式:pdf
大小:535KB
頁數:23P
4.5
南華大學船山學院 電氣傳動技術課程設計 題目基于plc的鏜床t68電氣設計 專業名稱電氣工程及其自動化 指導教師 指導教師職稱 班級 學號 學生姓名 2014年12月31日 i 電氣傳動技術課程設計任務書 設計(論文)內容及其要求: 1、設計內容 為了適應各種加工工藝的要求,有較大的調速范圍,主電動機采用雙速電動機,用于拖動主 運動和進給運動。主運動和進給運動的調速采用變速孔盤機構。各進給部分的快速移動,采 用一臺快速移動電動機拖動。 設計要求:選用西門子7s-200系列的plc對t68臥式鏜床的電氣控制系統進行改造設計。 給定參數:主電動機7.5kw,1460/2880r/min,380v;快速移動電動機3kw,1430r/min,380v。 2、工作流程圖法的設計步驟: 2.1繪制工作流程圖; 2.2繪制電器主接線圖和plc端子接線圖


攻螺紋前底孔直徑的確定(20200924123932)
格式:pdf
大小:117KB
頁數:2P
4.4
攻螺紋前底孔直徑的確定 (1)普通螺紋攻螺紋前底孔的鉆頭直徑 (2)非螺紋密封的管螺紋攻螺紋前鉆底孔的鉆頭直徑 螺紋公稱直徑(")1/81/43/81/23/4111/413/811/2 每25.4mm內牙數281919141411111111 鉆頭直徑(mm)8.811.715.218.924.430.639.241.345.1 (3)英制錐管螺紋和英制錐螺紋攻絲前鉆底孔的鉆頭直徑 英制錐管螺紋英制錐螺紋 公稱直徑 (") 每25.4mm 內牙數 鉆頭直徑 (mm) 公稱直徑 (") 每25.4mm 內牙數 鉆頭直徑 (mm) 1/8288.41/8278.6 1/41911.21/41811.1 3/81914.73/81814.5 1/21418.31/21417.
普通絲錐攻螺紋操作中的常見問題及解決方法 普通絲錐攻螺紋操作中的常見問題及解決方法
格式:pdf
大小:1.2MB
頁數:1P
4.7
利用普通絲錐攻螺紋是加工螺紋的一種傳統方法,也是攻絲最常用的加工方法,還是中職學校鉗工專業學生的必修技能。學生在學習的過程中,總會遇到各種問題。作為一名中職學校的鉗工實習教師,筆者根據多年的教學經驗,將其中的常見問題及解決方法總結如下。
鏜床攻螺紋卡頭設計最新文檔

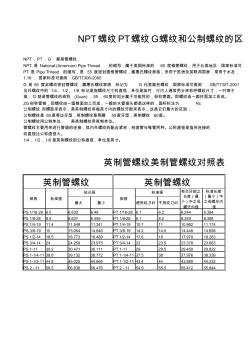
NPT螺紋PT螺紋G螺紋和公制螺紋的區別
格式:pdf
大小:26KB
頁數:2P
4.4
ps1/16-286.56.6326.49pt1/16-286.16.26.2446.384 ps1/8-288.58.6378.495pt1/8-288.18.28.2498.388 ps1/4-1911.411.54911.341pt1/4-1910.71110.96211.174 ps3/8-191515.05414.846pt3/8-1914.214.514.44814.658 ps1/2-1418.518.77318.489pt1/2-1417.61817.97918.263 ps3/4-142424.25923.975pt3/4-142323.523.37823.663 ps1-1130.230.47130.111pt1-112929.529
鏜床自動控制系統改造
格式:pdf
大小:50KB
頁數:1P
4.6
隨著我國工業水平不斷提高,制造裝備水平也得到前所未有的發展,數字化智能化裝備大量應用,而這些都離不開先進的制造業。由些可見,制造業設備的革新變得越來越重要,特別是機床設備的革新對制造業的發展起著制約作用,鏜床是一種具有綜合加工能力的精加工機床,目前我國機械加工企業中還有較多半自動機床,已經不能滿足現在工藝要求,所以機床自動化改造有較好前景。
 數控銑鏜床頭庫附件頭自動更換管理軟件開發設計
數控銑鏜床頭庫附件頭自動更換管理軟件開發設計 數控銑鏜床頭庫附件頭自動更換管理軟件開發設計
格式:pdf
大小:979KB
頁數:5P
4.4
以數控落地銑鏜床頭庫附件頭自動更換,配備西門子840d數控系統為例,介紹了基于cnc和plc控制程序,并融合了用戶變量、用戶宏變量指令及drp雙口ram數據交換等功能的,一種開發設計機床功能控制軟件的方法,供參考。
 淺談不銹鋼攻螺紋技巧
淺談不銹鋼攻螺紋技巧 淺談不銹鋼攻螺紋技巧
格式:pdf
大小:214KB
頁數:3P
4.7
隨著我國生產制造業的迅速發展,產品向著小型化、美觀化等方向發展。不銹鋼材料由于具有耐腐蝕性并兼有強度和韌性方面的優異性能,在高壓電器工業領域,得到了日益廣泛的應用。不銹鋼材料的韌性大、熱強度高、導熱系數低、切削時塑性變形大、加工硬化嚴重、切削熱多、散熱困難等特點,造成刀尖處切削溫度高、切屑粘附刃口嚴重,
柔性化后橋殼大法蘭孔攻螺紋夾具 柔性化后橋殼大法蘭孔攻螺紋夾具
格式:pdf
大小:119KB
頁數:未知
4.4
我司是專業生產汽車后橋的廠家。汽車后橋各零件之間的裝配基本上靠螺栓聯接。因此,螺紋在汽車后橋零件或零部件中到處可見,故攻螺紋是一道常見的工序。一般來說,攻螺紋是以待攻螺紋孔的平面有平行度要求的面進行定位,再以零件其他面進行夾緊的夾具來加工的(見圖1),但后橋殼大法蘭面孔螺紋(見圖2)則不能用上述方案設計的夾具來加工,因為后橋殼是由板材沖壓成形后焊接而
鏜床攻螺紋卡頭設計相關
文輯推薦
知識推薦
百科推薦


職位:消防預結算設計員
擅長專業:土建 安裝 裝飾 市政 園林


