

水運工程預制混凝土構件的生產施工及技術管理
格式:pdf
大小:91KB
頁數:9P
人氣 :67
 4.5
4.5
水運工程預制混凝土構件的生產施工及技術管理 摘要:近些年,隨著港口工程的建設發展,水工施工領域對于碼 頭的內在質量、 觀感質量都在不斷的提升要求。 預制工程作為碼頭施 工的重要組成部分, 它具有施工方便、 確保工程進度及降低施工難度 等優點。論文以施工生產為出發點, 針對預制施工存在的技術質量問 題提出相應的技術管理方法及施工處理措施。 下載論文網 關鍵詞:預制構件;質量控制;技術管理 預制工程作為碼頭施工的一個組成部分, 混凝土構件的質量控制 是專項檢查的重點,在過去的幾十年中,人們在不斷研究、優化混凝 土的內在質量,隨著混凝土新技術、新工藝的發展,對混凝土觀感質 量的要求也在不斷提升。 為能進一步提升水運工程預制鋼筋混凝土構 件的整體質量水平, 結合施工過程中的實際情況, 對預制構件的生產 及技術管理進行一些探討。 1.施工前的準備工作 1.1 熟悉設計圖紙及構件使用計劃 技術人員在拿



 水運工程預制混凝土構件的生產施工與技術管理探析
水運工程預制混凝土構件的生產施工與技術管理探析 水運工程預制混凝土構件的生產施工與技術管理探析
格式:pdf
大小:1.3MB
頁數:2P
水運工程關乎我國水運行業的發展,其工程質量和安全至關重要。在水運工程建設中,預制混凝土構件屬于常用的施工材料,為了確保工程施工能夠順利、安全的展開,加強混凝土工程實體檢測以及提高其構件生產質量顯得尤為關鍵,與此同時加強施工期間的技術管理是確保整個工程有條不紊展開的重要手段。本文對水運工程預制混凝土構件的生產施工與技術管理做出簡要探究,希望能夠為相關水運工作者提供一些借鑒作用。
預制混凝土構件生產工藝
格式:pdf
大小:20KB
頁數:3P
. 精選范本 中新綠建(天津)利達建筑產業化基地產能核算 一、預制混凝土剪力墻外墻板生產線工藝與產能 占用場地:24米跨距車間,長度175米 布置設備有:模臺、支撐輪、驅動輪、模臺清理機、模臺噴涂機、邊模輸送 裝置、數控劃線機、一次布料機、一次振動臺、一次趕平機、二次布料機、 二次振搗臺、二次趕平機、預養室、壓光機、養護窯(室)、堆垛機、平臺 橫向移動(擺渡)、平臺傾翻機、生產線控制室。 生產工藝: 1.模臺清理、涂油 2.模臺劃線 3.模臺裝下層邊模 4.模臺布鋼筋 5.安裝預埋件 6.澆筑混凝土振搗 7.趕平 8.裝上層模具 9.裝保溫板 10.布置鋼筋插斷橋連接件 11.澆筑混凝土振搗 12.趕平 13.預養 14.壓光 15.入窯養護 16.出窯拆模傾翻、起吊 生產線產能:養護窯設置3列6層2排,養護倉位36個,除去3個通過位, 有效
編輯推薦下載
05預制混凝土構件施工
格式:pdf
大小:450KB
頁數:6P
4.4
1 預制混凝土構件施工 鋼筋混凝土結構包括現澆整體式鋼筋混凝土結構和預制裝配整體式鋼筋混凝土結構兩 大類。 預制裝配整體式結構是將各種鋼筋混凝土預制構件用機械進行安裝,并按設計要求進行 裝配的一種結構形式。 預制構件的制作過程包括模板的制作與安裝,鋼筋的制作與安裝,混凝土的制備、運輸, 構件的澆筑振搗和養護,脫模與堆放等。 一、構件制作工藝 根據生產過程中組織構件成型和養護的不同特點,預制構件制作工藝可分為臺座 法、機組流水法和傳送帶法三種。 1.臺座法 臺座是表面光滑平整的混凝土地坪、胎模或混凝土槽。構件的成型、養護、脫模等 生產過程都在臺座上進行。 2.機組流水法 機組流水法是在車間內,根據生產工藝的要求將整個車間劃分為幾個工段,每個工 段皆配備相應的工人和機具設備,構件的成型、養護、脫模等生產過程分別在有關的工段循 序完成。 3.傳送帶流水法 模板在一條呈封閉環形
水運工程預制混凝土構件生產施工及技術管理熱門文檔
如何在施工現場預制混凝土構件 如何在施工現場預制混凝土構件
格式:pdf
大小:53KB
頁數:未知
4.4
現場預制構件的主要工序是:原材料的驗收和儲放;鋼筋的加工制作;模板的制作安裝;混凝土的配制、拌合、運輸和澆筑成型;成品養護、脫模、存放保護等。現根據多年在現場預制構件的施工實踐,對具體施工方法及質量控制預防措施作一簡介。1、現場多采用鋼木混合模板施工許多構件外形多變,只能采用鋼木混合模板制作,可滿足外形需要和加快進度。對預制構件來講外觀質量對模板的依賴最大。模板支設多采用拼裝形式,裝拆
05預制混凝土構件施工 (2)
格式:pdf
大小:451KB
頁數:6P
4.7
1 預制混凝土構件施工 鋼筋混凝土結構包括現澆整體式鋼筋混凝土結構和預制裝配整體式鋼筋混凝土結構兩 大類。 預制裝配整體式結構是將各種鋼筋混凝土預制構件用機械進行安裝,并按設計要求進行 裝配的一種結構形式。 預制構件的制作過程包括模板的制作與安裝,鋼筋的制作與安裝,混凝土的制備、運輸, 構件的澆筑振搗和養護,脫模與堆放等。 一、構件制作工藝 根據生產過程中組織構件成型和養護的不同特點,預制構件制作工藝可分為臺座 法、機組流水法和傳送帶法三種。 1.臺座法 臺座是表面光滑平整的混凝土地坪、胎模或混凝土槽。構件的成型、養護、脫模等 生產過程都在臺座上進行。 2.機組流水法 機組流水法是在車間內,根據生產工藝的要求將整個車間劃分為幾個工段,每個工 段皆配備相應的工人和機具設備,構件的成型、養護、脫模等生產過程分別在有關的工段循 序完成。 3.傳送帶流水法 模板在一條呈封閉環形
混凝土及預制混凝土構件質量規程
格式:pdf
大小:8.3MB
頁數:126P
4.6
混凝土及預制混凝土構件質量控制規程cecs40∶92 長江委信息研究中心館藏1 中國工程建設標準化協會標準 混凝土及預制混凝土構件 質量控制規程 cecs40∶92 主編單位:中國建筑科學研究院 批準部門:中國工程建設標準化協會 批準日期:1992年6月20日 前言 本規程是根據建設部(88)城標字第141號文和原中國工程建設標準 化委員會1988年第(9)號文的要求,由中國建筑科學研究院會同有關單位 共同編制而成。 在編制過程中,對全國混凝土的質量狀況和有關質量控制問題進行了 廣泛的調查研究,吸取了行之有效的生產實踐經驗和科研成果,并借鑒了 國外的有關標準。在先后完成本規程的初稿、征求意見稿及征求全國有 關單位的意見后,完成送審稿,經審查定稿。現批準《混凝土及預制混凝土 構件質量控制規程》cecs40∶92,并推薦給有關工程建設單位使用
水運工程預制混凝土構件生產施工及技術管理精華文檔
混凝土及預制混凝土構件質量規程
格式:pdf
大小:8.7MB
頁數:126P
4.5
混凝土及預制混凝土構件質量控制規程cecs40∶92 長江委信息研究中心館藏1 中國工程建設標準化協會標準 混凝土及預制混凝土構件 質量控制規程 cecs40∶92 主編單位:中國建筑科學研究院 批準部門:中國工程建設標準化協會 批準日期:1992年6月20日 前言 本規程是根據建設部(88)城標字第141號文和原中國工程建設標準 化委員會1988年第(9)號文的要求,由中國建筑科學研究院會同有關單位 共同編制而成。 在編制過程中,對全國混凝土的質量狀況和有關質量控制問題進行了 廣泛的調查研究,吸取了行之有效的生產實踐經驗和科研成果,并借鑒了 國外的有關標準。在先后完成本規程的初稿、征求意見稿及征求全國有 關單位的意見后,完成送審稿,經審查定稿。現批準《混凝土及預制混凝土 構件質量控制規程》cecs40∶92,并推薦給有關工程建設單位使用
《預制混凝土構件質量管理標準》修訂啟動 《預制混凝土構件質量管理標準》修訂啟動
格式:pdf
大小:84KB
頁數:1P
4.5
日前,北京市監督總站組織召開了《預制混凝土構件質量管理標準》修訂啟動及第一次工作會議,參加標準修訂的13家預制構件及預拌混凝土生產企業的技術負責人參加了會議。會議介紹了標準修訂背景和工作計劃,成立了編制組,討論了編制工作大綱和主要研究內容,確定了任務分工和工作進度。經過討論,與會專家一
預制混凝土構件合同證
格式:pdf
大小:20KB
頁數:1P
4.5
預制混凝土構件合格證 委托單位:產品生產許可證編號: 工程名稱:構件合格證編號: 構件名稱及型號數量 生產 日期 混凝土強度等級質量評級結構性能試驗 備注 設計實際出廠鋼筋構件承載力撓度抗裂 公章:審核:制表:制表日期:
 預制混凝土構件出廠合格證
預制混凝土構件出廠合格證 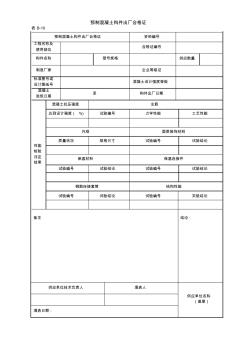
預制混凝土構件出廠合格證 (3)
格式:pdf
大小:36KB
頁數:2P
4.6
預制混凝土構件出廠合格證 表b-10 預制混凝土構件出廠合格證資料編號 工程名稱及 合格證編號 使用部位 構件名稱型號規格供應數量 制造廠家企業等級證 標準圖號或 混凝土設計強度等級 設計圖紙號 混凝土 至構件出廠日期 澆筑日期 混凝土抗壓強度主筋 達到設計強度(%)試驗編號力學性能工藝性能 外觀面層裝飾材料 質量狀況規格尺寸試驗編號試驗結論 性能 檢驗 評定保溫材料保溫連接件 結果 試驗編號試驗結論試驗編號試驗結論 鋼筋連接套筒結構性能 試驗編號試驗結論試驗編號實驗結論 備注結論: 供應單位技術負責人填表人 供應單位名稱 (蓋章) 填表日期: 板類構件:包括各種空心樓板、實心大樓板、槽型板、“t”型板、人防疊 合板、折板、休息板、陽臺板、挑檐板、樓梯、雨罩以及煙道、垃圾道、溝蓋板、 欄板、窗臺板、空調板、隔板、拱板、等品種。 墻
水運工程預制混凝土構件生產施工及技術管理最新文檔

預制混凝土構件出廠合格證
格式:pdf
大小:144KB
頁數:6P
4.6
預制混凝土構件出廠合格證 質控(建)4.1.7.1-1共頁第 頁 構件名稱合格證編號 構件型號規格供應數量 制造廠企業等級證 標準圖號 或設計 圖紙號 混凝土設計 強度等級 混凝土 澆筑日期 構件出廠 日期 性 能 檢 驗 評 定 結 果 混凝土主筋 28天抗壓強度試驗編號力學性能工藝性能 外觀 質量狀況規格尺寸 承載力撓度抗裂檢驗裂縫寬度結構性能試驗編號 結論備注 生產單位 (公章) 技術負責人質檢員填表日期 年月日 鋼構件出廠合格證 質控(建)表4.1.7.1-2共頁第 頁 工程名稱 合格證 編號 委托單位 供應總量 (t) 鋼材材質 原材報告 編號 復試報告 編號 焊條或 焊絲型號 焊藥型號 加工日期出廠日期 序 號 構件名稱 構件 編號 構件規格 構件單重 (kg) 構件 數量
預制混凝土構件安裝 (2)
格式:pdf
大小:15KB
頁數:10P
4.6
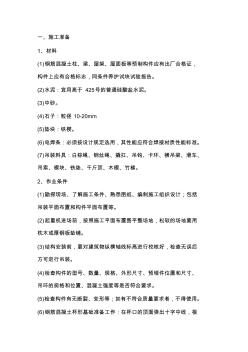
一、施工準備 1、材料 (1)鋼筋混凝土柱、梁、屋架、屋面板等預制構件應有出廠合格證, 構件上應有合格標志,同條件養護試塊試驗報告。 (2)水泥:宜用高于425號的普通硅酸鹽水泥。 (3)中砂。 (4)石子:粒徑10-20mm (5)墊塊:鐵楔。 (6)電焊條:必須按設計規定選用,其性能應符合焊接材質性能標準。 (7)吊裝料具:白棕繩、鋼絲繩、撬扛、吊鉤、卡環、橫吊梁、滑車、 吊索、楔塊、鐵墊、千斤頂、木楔、竹梯。 2、作業條件 (1)勘探現場、了解施工條件、熟悉圖紙、編制施工組織設計;包括 吊裝平面布置和構件平面布置等。 (2)起重機進場前,按照施工平面布置圖平整場地,松軟的場地要用 枕木或厚鋼板墊鋪。 (3)結構安裝前,要對建筑物縱橫軸線標高進行校核好,檢查無誤后 方可進行吊裝。 (4)檢查構件的型號、數量、規格、外形尺寸、預埋件位置和尺寸、 吊環的規格和位置、混凝土強度等是否符

預制混凝土構件質量檢驗報告
格式:pdf
大小:21KB
頁數:1P
4.7
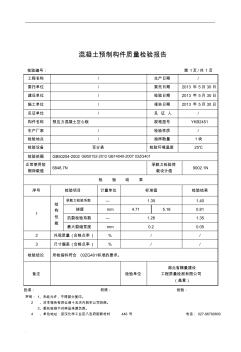
. . 混凝土預制構件質量檢驗報告 檢驗編號:第1頁/共1頁 工程名稱/生產日期/ 委托單位/委托日期2013年5月30日 建設單位/檢驗日期2013年5月30日 施工單位/報告日期2013年5月30日 見證單位/見證人/ 構件名稱預應力混凝土空心板規格型號ykb2451 生產廠家/檢驗性質/ 檢驗地點/抽樣數量1塊 檢驗設備百分表檢驗環境溫度25℃ 檢驗依據gb50204-2002gb50152-2012gb14040-200703zg401 正常使用短 期荷載值 6848.7n 承載力檢驗荷 載設計值 9002.1n 檢驗結果 序號檢驗項目計量單位標準值檢驗結果 1 結 構 性 能 承載力檢驗系數---1.351.40 撓度mm4.715.18

預制混凝土構件出廠合格證 (2)
格式:pdf
大小:151KB
頁數:7P
4.4
` word文檔 預制混凝土構件出廠合格證 質控(建)4.1.7.1-1共頁第 頁 構件名稱合格證編號 構件型號規格供應數量 制造廠企業等級證 標準圖號 或設計 圖紙號 混凝土設計 強度等級 混凝土 澆筑日期 構件出廠 日期 性 能 檢 驗 評 定 結 果 混凝土主筋 28天抗壓強度試驗編號力學性能工藝性能 外觀 質量狀況規格尺寸 承載力撓度抗裂檢驗裂縫寬度結構性能試驗編號 結論備注 生產單位技術負責人質檢員填表日期 ` word文檔 (公章)年月日 鋼構件出廠合格證 質控(建)表4.1.7.1-2共頁第 頁 工程名稱 合格證 編號
 夏季預制混凝土構件的蒸汽養生技術
夏季預制混凝土構件的蒸汽養生技術 夏季預制混凝土構件的蒸汽養生技術
格式:pdf
大小:206KB
頁數:2P
4.5
針對夏季現場預制混凝土構件在蒸汽養生過程中存在的混凝土強度反常的現象,通過現場攻關、數據采集、理論分析,提出有效的措施,進而完善構件混凝土的蒸汽養生技術。
預制混凝土構件襯砌渠道技術 預制混凝土構件襯砌渠道技術
格式:pdf
大小:184KB
頁數:未知
4.4
預制混凝土構件襯砌渠道的適用條件灌區輸水流量為0.04~1.5立方米每秒的,均可采用lzy—c型混凝土構件成型機生產的d40~d140u形混凝土構件;所有明渠均可采用平板混凝土構件襯砌防滲。混凝土構件襯砌渠道的設計1.u形防滲渠道設計根據灌溉水源、控制面積,選擇適宜的渠道比降,參照u形渠道輸水能力表,選擇不同規格的混凝土構件。

(建筑工程管理)預制混凝土構件施工
格式:pdf
大小:232KB
頁數:4P
4.3
(建筑工程管理)預制混凝 土構件施工 預制混凝土構件施工 鋼筋混凝土結構包括現澆整體式鋼筋混凝土結構和預制裝配整體式鋼筋混凝土結構倆大類。 預制裝配整體式結構是將各種鋼筋混凝土預制構件用機械進行安裝,且按設計要求進行裝配 的壹種結構形式。 預制構件的制作過程包括模板的制作和安裝,鋼筋的制作和安裝,混凝土的制備、運輸,構 件的澆筑振搗和養護,脫模和堆放等。 壹、構件制作工藝 根據生產過程中組織構件成型和養護的不同特點,預制構件制作工藝可分為臺座法、機組流 水法和傳送帶法三種。 1.臺座法 臺座是表面光滑平整的混凝土地坪、胎模或混凝土槽。構件的成型、養護、脫模等生產過程 都在臺座上進行。 2.機組流水法 機組流水法是在車間內,根據生產工藝的要求將整個車間劃分為幾個工段,每個工段皆配備 相應的工人和機具設備,構件的成型、養護、脫模等生產過程分別在有關的工段循序完成。 3.傳送帶流水法 模板在壹條
水運工程預制混凝土構件生產施工及技術管理相關
文輯推薦
知識推薦
百科推薦

職位:工程項目管理工程師
擅長專業:土建 安裝 裝飾 市政 園林


