

2.4.3、山西西龍池壓力鋼管制造安裝工程焊接總結報告
格式:pdf
大小:203KB
頁數:27P
人氣 :55
 4.4
4.4
山西西龍池壓力鋼管制造安裝工程 焊接總結報告 報告編制:周 林 中國水利水電第三工程局制造安裝分局 二 OO七年六月二十八日 2 1、工程來源 工程招投標 2、工程概況 山西西龍池抽水蓄能電站位于山西省忻州市五臺縣境內,滹沱河與 清水河交匯處上游約 3km處的滹沱河左岸。電站距忻州市及太原市公路 里程分別為 74km和 154km。電站共安裝 4 臺單級混流可逆式水泵 (水輪) 電動(發電)機組,是一座日調節的純抽水蓄能電站。電站總裝機容量 為 1200MW(4×300MW),年發電量為 18.05 億 kW·h。電站建成后,并 入山西電網,擔任系統調峰、填谷、調頻及事故備用等任務,對改善山 西電網電源結構、提高供電質量和保證電網安全經濟穩定運行,具有重 要作用。 西龍池抽水蓄能電站由上水庫、輸水系統、地下廠房系統、下水庫、 地面開關站等建筑物組成。 工程建設總工期為 6年,即




敏達壓力鋼管制造與安裝工藝大綱
格式:pdf
大小:63KB
頁數:13P
緬甸myittha水電站 引水壓力鋼管制造與安裝 施工工藝大綱 審批:_______________________ 審核:_______________________ 編制:_______________________ 中國葛洲壩集團機械船舶有限公司 2011年5月 目錄 1.編制依據...................................................................................................................1 2.工程概況...................................................................................................................
壓力鋼管制造安裝及驗收規范
格式:pdf
大小:155KB
頁數:17P
壓力鋼管制造安裝及驗收規范? dl5017—93 ?目錄 1主題內容與適用范圍 2引用標準 3一般規定 3.1技術資料 3.2材料 3.3對測量工具和基準點的要求 4壓力鋼管制造 4.1直管、彎管和漸變管的制造 4.2岔管和伸縮節制造 5壓力鋼管安裝 5.1埋管安裝 5.2明管安裝 6壓力鋼管焊接錯誤!未指定書簽。 6.1焊接工藝評定 6.2焊工資格 6.3焊接的基本規定和工藝要求 6.4焊縫檢驗 6.5缺陷的處理和焊補 7壓力鋼管焊后消除應力熱處理 7.1基本規定 7.2熱處理工藝 8壓力鋼管防腐蝕 8.1表面預處理1 8.2涂料涂裝 8.3涂料涂層質量檢查 8.4金屬噴涂 9水壓試驗 9.1基本規定 9.2岔管水壓試驗 9.3明管水壓試驗 10包裝、運
編輯推薦下載
壓力鋼管制造與安裝工程施工組織設計
格式:pdf
大小:278KB
頁數:44P
4.4
(此文檔為word格式,下載后您可任意編輯修改!) 和靜大山口二級水電站 壓力鋼管制造與安裝工程 施 工 組 織 設 計 新疆匯通水利電力工程建設有限公司 2012年7月 批準:張世賢 審核:王志剛 校核:賈春毅 編寫:劉涌 目錄 一、工程概況 二、施工場地總布置、人員組織 三、鋼管的制造工藝 四、鋼管的安裝工藝 五、焊接工藝 六、無損檢測工藝規程 七、防腐工藝 八、工期進度計劃安排及運輸措施 九、質量控制措施 十、安全生產及文明施工 十一、附錄 一、工程概況 大山口二級水電站位于新疆巴音郭楞蒙古自治州和靜縣境內,為開都河規劃梯 級開發中的第8級,為引水式電站,其上游為大山口水電站,下游為小山口水電站。 大山口二級水電站以發電為主,水電站引水發電流量170m3s,尾水1316.5m,裝機 容量49.5mw,由裝機容量確定電站工程等別為ⅳ等,工程規模為小(1)型
山西西龍池壓力鋼管制造安裝工程焊接總結報告熱門文檔
 小浪底工程壓力鋼管制造與安裝
小浪底工程壓力鋼管制造與安裝 小浪底工程壓力鋼管制造與安裝
格式:pdf
大小:544KB
頁數:4P
4.4
小浪底工程壓力鋼管直徑大(內徑7800mm),材質強度高(800mpa級),制造、安裝、焊接工藝復雜,施工難度大,方法獨特。灌漿孔封堵采用了非焊接方式封堵方法(螺紋鋼塞和環氧膠),屬國內首次采用。封閉段管殼安裝根據施工具體情況采取了獨特的安裝方式和接頭型式,并一次安裝成功,保證了工期和質量。該工程的實踐經驗可供有關工程借鑒。
壓力鋼管制造安裝及驗收規范 (2)
格式:pdf
大小:155KB
頁數:17P
4.4
壓力鋼管制造安裝及驗收規范? dl5017—93 ?目錄 1主題內容與適用范圍 2引用標準 3一般規定 3.1技術資料 3.2材料 3.3對測量工具和基準點的要求 4壓力鋼管制造 4.1直管、彎管和漸變管的制造 4.2岔管和伸縮節制造 5壓力鋼管安裝 5.1埋管安裝 5.2明管安裝 6壓力鋼管焊接錯誤!未指定書簽。 6.1焊接工藝評定 6.2焊工資格 6.3焊接的基本規定和工藝要求 6.4焊縫檢驗 6.5缺陷的處理和焊補 7壓力鋼管焊后消除應力熱處理 7.1基本規定 7.2熱處理工藝 8壓力鋼管防腐蝕 8.1表面預處理1 8.2涂料涂裝 8.3涂料涂層質量檢查 8.4金屬噴涂 9水壓試驗 9.1基本規定 9.2岔管水壓試驗 9.3明管水壓試驗 10包裝、運

引水壓力鋼管制造與安裝
格式:pdf
大小:79KB
頁數:10P
4.7
引水壓力鋼管制造與安裝 施工工藝大綱 (緬甸myittha水力發電項目) 審批:_______________________ 審核:_______________________ 編制:_______________________ 中國×××集團 2012年6月 目錄 1.編制依據..................................................................1 2.工程概況..................................................................1 3.工藝方案..................................................................1 3.1制造工藝方案...
壓力鋼管制造安裝及驗收規范匯編
格式:pdf
大小:183KB
頁數:17P
4.4
壓力鋼管制造安裝及驗收規范 dl5017—93 目錄 1主題內容與適用范圍2 2引用標準2 3一般規定2 3.1技術資料2 3.2材料2 3.3對測量工具和基準點的要求2 4壓力鋼管制造3 4.1直管、彎管和漸變管的制造3 4.2岔管和伸縮節制造5 5壓力鋼管安裝7 5.1埋管安裝7 5.2明管安裝7 6壓力鋼管焊接8 6.1焊接工藝評定8 6.2焊工資格9 6.3焊接的基本規定和工藝要求10 6.4焊縫檢驗12 6.5缺陷的處理和焊補14 7壓力鋼管焊后消除應力熱處理14 7.1基本規定14 7.2熱處理工藝14 8壓力鋼管防腐蝕15 8.1表面預處理15 8.2涂料涂裝16 8.
山西西龍池壓力鋼管制造安裝工程焊接總結報告精華文檔
 淺談復雜異型四通漸變壓力鋼管制造及焊接
淺談復雜異型四通漸變壓力鋼管制造及焊接 淺談復雜異型四通漸變壓力鋼管制造及焊接
格式:pdf
大小:393KB
頁數:2P
4.4
1993年,正當東江——香港供水三期擴建工程接近尾聲時,我局機電安裝公司承接了深圳量水間壓力鋼管制造和安裝工程。其中在量水間的進水口和出水口各有一段復雜異型四通漸變壓力管頭,它們是由一個直徑2.2m管漸變成為三個直徑為1.6m管構成。
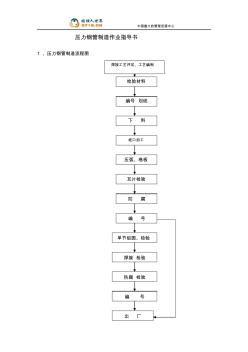
壓力鋼管制造作業指導書
格式:pdf
大小:381KB
頁數:16P
4.8
中國最大的管理資源中心 壓力鋼管制造作業指導書 1、壓力鋼管制造流程圖 檢驗材料 編號劃線 下料 壓弧、卷板 單節組圓、檢驗 瓦片檢驗 焊接檢驗 防腐 防腐檢驗 編號 編號 出廠 焊接工藝評定、工藝編制 坡口加工 中國最大的管理資源中心 2作業方法及要求 2.1材料 2.1.1作業方法 2.1.1.1制作鋼管使用的鋼材、焊材,必須符合合同文件及圖紙的規定; 2.1.1.2鋼材應有出廠質量證明書,如無出廠質量證明書或標號不清,有 疑問者,應予復檢,復檢符合規定,方可使用; 2.1.1.3鋼板如需超聲波探傷的,應按zbj74003《壓力容器用鋼板超聲波 探傷》標準進行探傷,碳素鋼應符合該標準現定的iv級要求,低合金鋼板應符 合iii級要求; 2.1.1.4鋼板的厚度應符合gb709《熱軋鋼板和鋼帶的尺寸、外形及允許 偏差》的規定,表面質
壓力鋼管制造安裝及驗收規范 (3)
格式:pdf
大小:235KB
頁數:35P
4.6
1 2020年6月23日 壓力鋼管制造安裝 及驗收規范 資料內容僅供參考,如有不當或者侵權,請聯系本人改正或者刪除。 2 2020年6月23日 壓力鋼管制造安裝及驗收規范 dl5017—93 目錄 1主題內容與適用范圍4 2引用標準4 3一般規定5 3.1技術資料5 3.2材料5 3.3對測量工具和基準點的要求6 4壓力鋼管制造6 4.1直管、彎管和漸變管的制造6 4.2岔管和伸縮節制造11 5壓力鋼管安裝13 5.1埋管安裝13 5.2明管安裝15 6壓力鋼管焊接15 6.1焊接工藝評定15 6.2焊工資格19 6.3焊接的基本規定和工藝要求19 6.4焊縫檢驗25 資料內容僅供參考,如有不當或者侵權,請聯系本人改正或者刪除。 3 2020年6月23日

壓力鋼管制作安裝工藝
格式:pdf
大小:63KB
頁數:9P
4.5
壓力鋼管及鋼材制造安裝工藝方法 及主要技術措施 1.鋼管及鋼襯制造工藝方法及主要技術措施 1.1施工準備 (1)技術準備 收到壓力鋼管施工設計圖紙后,首先進行技術性審圖和工藝性審圖,并根據 審圖結果編制《工藝大綱》、《材料需用量計劃》、《外協外購件清單》和《檢驗計 劃》。以及《零件工藝卡》、《裝焊工藝卡》等工藝文件,繪制鋼管瓦片拼料圖。 (2)鋼材準備 ①鋼板的規格、尺寸、材質由技術或工藝員編制的鋼管拼料圖及下料工藝 卡確定,并提出詳細的訂貨采購清單經機電物資部、專業總工審批后申請采購; ②每批鋼材入庫驗收時,應向監理人提交產品質量證明書,并接受監理人 的檢查,沒有產品合格證件的鋼材不得使用。 ③我方將對所有鋼板進行抽樣檢驗。每批鋼板抽樣數量為2%,且不少于2 張,必要時根據監理人的指令隨機抽樣,增加附加檢驗量; ④鋼板應按鋼種、厚度分類堆放,墊離地面,應架設防雨棚,防
山西西龍池壓力鋼管制造安裝工程焊接總結報告最新文檔
水電站壓力鋼管制造與安裝工程施工組織設計
格式:pdf
大小:1.0MB
頁數:105P
4.4
水電站壓力鋼管制造與安裝工程施工組織設計 【精編】水電站壓力鋼管制造與安裝工程施工組織設計 和靜大山口二級水電站 壓力鋼管制造與安裝工程 施 工 組 織 設 計 新疆匯通水利電力工程建設有限公司 2012年7月 【精編】水電站壓力鋼管制造與安裝工程施工組織設計 水電站擴機工程隧洞項目部交通洞安全施工組織設計(doc51頁 批準:張世賢 審核:王志剛 校核:賈春毅 編寫:劉涌 【精編】水電站壓力鋼管制造與安裝工程施工組織設計 水電站擴機工程隧洞項目部交通洞安全施工組織設計(doc51頁 目錄 一、工程概況 二、施工場地總布置、人員組織 三、鋼管的制造工藝 四、鋼管的安裝工藝 五、焊接工藝 六、無損檢測工藝規程 七、防腐工藝 八、工期進度計劃安排及運輸措施 九、質量控制措施 十、安全生產及文明施工 十一、附錄 【精編】
引水壓力鋼管制造及安裝工程監理實施細則
格式:pdf
大小:49KB
頁數:10P
4.5
引水壓力鋼管制造及安裝工程監理實施細則 一、總則 1.1本細則適用于中小型水電站引水壓力鋼管的制造與安裝監理工程項目。 1.2本細則依據工程承建合同文件(包括合同技術規范),國家頒的sd144—85《水電 站壓力鋼管設計規范》、dl5017—93《壓力鋼管制造、安裝及驗收規范》、sd2008—84 《水工建筑金屬結構焊接技術規程》、sl36—92《水工金屬結構焊接通用技術條件》、 jb4708—92《鋼制壓力容器焊工藝評定》、gb3323—87《鋼熔化焊對接接頭身體照相 及質量分級》、gb1134—89《鋼焊接手工超聲探傷方法和探傷方法和探傷結果的分級》、 sl105-95《水工金屬結構防腐蝕規范》、sdl014—85《涂漆通用技術條件》、sdj249.2 —88《水利水電基本建設工程單元工程質量評定標準金屬結構及啟閉機安裝工程 (試行)》、tgps.j01—20
Solidworks、AutoPOL for Windows軟件在壓力鋼管制造中的應用 Solidworks、AutoPOL for Windows軟件在壓力鋼管制造中的應用
格式:pdf
大小:285KB
頁數:3P
4.5
闡述solidworks三維設計軟件與autopolforwindows軟件(鈑金展開專業軟件)在壓力鋼管制造過程中的下料放樣、管道展開、模擬管道的整體組拼、干涉檢查等方面的應用,相比于傳統的autocad平行線放樣法更快捷、精確、省時、省工,能直觀地反應出產品的立體效果,為壓力鋼管的制作帶來了極大方便。
壓力鋼管制造與安裝工程施工組織設計(44頁)
格式:pdf
大小:279KB
頁數:44P
4.4
(此文檔為word格式,下載后您可任意編輯修改!) 和靜大山口二級水電站 壓力鋼管制造與安裝工程 施 工 組 織 設 計 新疆匯通水利電力工程建設有限公司 2012年7月 批準:張世賢 審核:王志剛 校核:賈春毅 編寫:劉涌 目錄 一、工程概況 二、施工場地總布置、人員組織 三、鋼管的制造工藝 四、鋼管的安裝工藝 五、焊接工藝 六、無損檢測工藝規程 七、防腐工藝 八、工期進度計劃安排及運輸措施 九、質量控制措施 十、安全生產及文明施工 十一、附錄 一、工程概況 大山口二級水電站位于新疆巴音郭楞蒙古自治州和靜縣境內,為開都河規劃梯 級開發中的第8級,為引水式電站,其上游為大山口水電站,下游為小山口水電站。 大山口二級水電站以發電為主,水電站引水發電流量170m3s,尾水1316.5m,裝機 容量49.5mw,由裝機容量確定電站工程等別為ⅳ等,工程規模為小(1)型

水電站壓力鋼管制造與安裝工程施工組織設計 (2)
格式:pdf
大小:1.0MB
頁數:105P
4.6
水電站壓力鋼管制造與安裝工程施工組織設計 【精編】水電站壓力鋼管制造與安裝工程施工組織設計 和靜大山口二級水電站 壓力鋼管制造與安裝工程 施 工 組 織 設 計 新疆匯通水利電力工程建設有限公司 2012年7月 【精編】水電站壓力鋼管制造與安裝工程施工組織設計 水電站擴機工程隧洞項目部交通洞安全施工組織設計(doc51頁 批準:張世賢 審核:王志剛 校核:賈春毅 編寫:劉涌 【精編】水電站壓力鋼管制造與安裝工程施工組織設計 水電站擴機工程隧洞項目部交通洞安全施工組織設計(doc51頁 目錄 一、工程概況 二、施工場地總布置、人員組織 三、鋼管的制造工藝 四、鋼管的安裝工藝 五、焊接工藝 六、無損檢測工藝規程 七、防腐工藝 八、工期進度計劃安排及運輸措施 九、質量控制措施 十、安全生產及文明施工 十一、附錄 【精編】

壓力鋼管制造及安裝監理實施細則
格式:pdf
大小:49KB
頁數:15P
4.3
壓力鋼管制作及安裝監理實施細則 長江三峽技術經濟發展有限公司 喜兒溝監理部 二〇一一年三月 2 核定: 審查: 擬稿: 3 目錄 一、總則........................................................................................4 二、編制依據................................................................................4 三、開工許可申請........................................................................5 四、質量標準................................................

某電站壓力鋼管制造及安裝技術措施
格式:pdf
大小:81KB
頁數:18P
4.3
第9章金屬結構與設備安裝工程 9.1壓力鋼管的制作、安裝和運輸 9.1.1管件制造 9.1.1.1直管、彎管和漸變段的制造 (1)鋼板的劃線、切割和坡口加工 1)鋼管的劃線應滿足下列要求: ①鋼板劃線的極限偏差應符合表1-1的規定; 表1-1鋼板劃線的極限偏差 ②直管環縫間距不應小于500mm; ③相鄰管節縱縫間距應大于板厚的5倍,且不小于100mm; ④同一管節相鄰縱縫間距不應小于500mm; ⑤明管的縱縫位置與明管的垂直軸和水平軸所夾的圓心角應符合施工圖紙 規定的范圍。 2)鋼板劃線后的標記應符合dl5017-93第4.1.2條和第4.1.3條的規定。 3)鋼板的切割和刨邊采用刨邊機或半自動氣割機加工的方法。 4)切割和刨邊面的熔渣、毛刺和缺口,應用砂輪磨除,所有板材加工后的 邊緣不得有裂紋、夾層和夾渣等缺陷。 5)鋼板加工后坡口尺寸的極限偏差,在施工圖紙未
三峽電廠壓力鋼管制造安裝技術綜述 三峽電廠壓力鋼管制造安裝技術綜述
格式:pdf
大小:748KB
頁數:5P
4.6
三峽水電廠裝設有32條直徑達12.4m的壓力鋼管,采用不同的裝置方式。僅對鋼管管節、湊合節、伸縮節的制造安裝工藝、鋼管焊接殘余應力的處理、焊縫檢測等方面取得的創新成果加以綜合。
龍開口水電站壓力鋼管制造技術
格式:pdf
大小:184KB
頁數:2P
4.6
摘要:壓力鋼管多用于大、中型電站,銜接著電站進水口和蝸殼,承受高速水流沖涮及相應水頭壓力,在電站樞紐中其重要性不言而喻。在壓力鋼管制造過程中,科學先進、切實可行的制造工藝對保證其質量至關重要。本文介紹了龍開口水電站壓力鋼管下料、瓦片卷制、焊接的一系列制造技術,并對焊接關鍵工序重點進行了說明,就高強度鋼一些特殊控制要求進行了說明。

鋼管制造焊接作業指導書
格式:pdf
大小:234KB
頁數:9P
4.4
小灣水電站壓力鋼管制造 焊接作業指導書 批準: 審核: 編制:許毓成 水電十四局機電安裝總公司小灣電站項目部技術科 二00六年六月三日 1 小灣電站壓力鋼管的焊接依據設計圖紙、設計修改通知單、昆明設計 院提供的《壓力鋼管制造及安裝施工技術要求》以及《壓力鋼管制造安裝 及驗收規范dl5017-93》執行。壓力鋼管焊接包括:鋼管縱縫、環縫、加 勁環、阻水環的拼接縫以及與管壁角縫的焊接。 參加焊接的施工人員和無損檢測人員均需持有有效的合格證書。 一、縱縫預熱和焊接 采有手工電弧焊接,管節縱縫采用不對稱的x60°、鈍邊2mm的坡口 型式(外小內大),在施焊前,先將焊縫兩側的污物清理干凈,準備進行 焊縫的焊前預熱工作。 焊前預熱是防止低溫裂紋、焊縫影響區硬度過高引起冷裂紋以及減少 焊接殘余應力的重要工藝措施。所以,在焊接前,必須按焊接工藝評定報 告的要求對
山西西龍池壓力鋼管制造安裝工程焊接總結報告相關
文輯推薦
知識推薦
百科推薦


職位:公路專業監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


