




 軟啟動器在水箱拉絲機中的應用
軟啟動器在水箱拉絲機中的應用 軟啟動器在水箱拉絲機中的應用
格式:pdf
大小:185KB
頁數:3P
介紹電子軟啟動器在不需調速的水箱拉絲機中的應用。軟啟動方式與傳統啟動方式幾方面的對比結果表明:用軟啟動器啟動可降低對供電電網質量的影響,改善電機啟動特性,減小啟動對機械設備的沖擊,降低設備運行和維護成本等,是今后發展的方向
小型水箱拉絲機打軸電氣排線裝置
格式:pdf
大小:219KB
頁數:1P
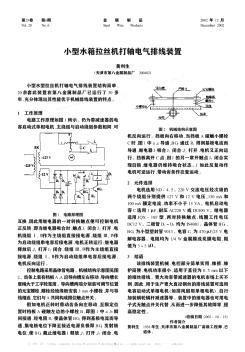
小型水箱拉絲機打軸電氣排線裝置 黃利生 (天津市第八金屬制品廠 300402) 小型水型拉絲機打軸電氣排線裝置結構簡單, 20余套此裝置在第八金屬制品廠已運行了30多 年,充分體現出其性能優于機械排線裝置的特點。 1 工作原理 電路工作原理如圖1所示。仍為帶減速器的電 容啟動式單相電機,主繞組與啟動繞組參數相同,可 圖1 電路原理圖 互換,因此用繼電器的一對轉換觸點便可控制電機 正反轉,即當繼電器吸合時,觸點j1閉合j2打開,電 機繞組ⅰ、ⅱ作為主繞組直接接電源,繞組ⅲ、ⅳ作 為啟動繞組串電容后接電源,電機正轉運行;繼電器 釋放后,j1打開j2閉合,繞組ⅲ、ⅳ作為主繞組直接 接電源,繞組ⅰ、ⅱ作為啟動繞組串電容后接電源, 電機反向運行。 控制電路采用晶體管電路。機械結構示意圖見圖 2。齒條上裝有檔板a,a沿導向
編輯推薦下載
水箱拉絲機塔輪表面滑動摩擦損耗功率的定量分析 水箱拉絲機塔輪表面滑動摩擦損耗功率的定量分析
格式:pdf
大小:359KB
頁數:3P
 4.5
4.5
水箱拉絲機在金屬制品行業得到了廣泛的應用。但人們認為,由于塔輪表面與鋼絲之間存在著相對滑動,功率損耗大,據有關
1銅拉絲機大拉機1#√
格式:pdf
大小:261KB
頁數:7P
4.4
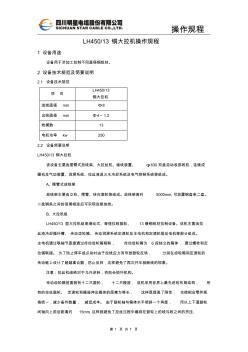
操作規程 第1頁共7頁 lh450/13銅大拉機操作規程 1設備用途 設備用于冷加工拉制不同直徑銅線材。 2設備技術規范及簡要說明 2.1設備技術規范 項目 lh450/13 銅大拉機 進線直徑mmφ8 出線直徑mmφ4~1.2 線模數13 電機功率kw250 2.2設備簡要說明 lh450/13銅大拉機 該設備主要由擺臂式放線架、大拉絲機、儲線裝置、φ630雙盤自動收排線機,連續成 圈機及氣動裝置、潤滑系統、拉絲液退火水冷卻系統及電氣控制系統等組成。 a、擺臂式放線架 放線架主要由立柱、擺臂、轉向滾輪等組成。放線架高約5000mm,可放置銅盤條二盤。 二盤銅條之間的首尾相連后可實現連續放線。 b、大拉機組 lh450/13型大拉機組是滑動式、等徑拉線鼓輪、13模銅線材拉制設備。該機主要由拉 絲液冷卻循環槽、
水箱拉絲機拉拔低碳盤條工藝熱門文檔
1-銅拉絲機大拉機1#√
格式:pdf
大小:279KB
頁數:7P
4.4
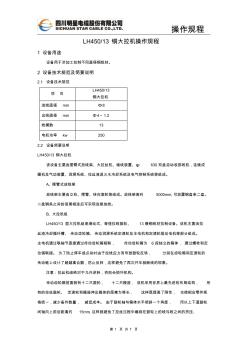
操作規程 第1頁共7頁 lh450/13銅大拉機操作規程 1設備用途 設備用于冷加工拉制不同直徑銅線材。 2設備技術規范及簡要說明 2.1設備技術規范 項目 lh450/13 銅大拉機 進線直徑mmφ8 出線直徑mmφ4~1.2 線模數13 電機功率kw250 2.2設備簡要說明 lh450/13銅大拉機 該設備主要由擺臂式放線架、大拉絲機、儲線裝置、φ630雙盤自動收排線機,連續成 圈機及氣動裝置、潤滑系統、拉絲液退火水冷卻系統及電氣控制系統等組成。 a、擺臂式放線架 放線架主要由立柱、擺臂、轉向滾輪等組成。放線架高約5000mm,可放置銅盤條二盤。 二盤銅條之間的首尾相連后可實現連續放線。 b、大拉機組 lh450/13型大拉機組是滑動式、等徑拉線鼓輪、13模銅線材拉制設備。該機主要由拉 絲液冷卻循環槽、

拉絲機模頭加工工藝分析
格式:pdf
大小:38KB
頁數:1P
4.8
2018年第3期 時代農機 timesagriculturalmachinery 第45卷第3期 vol.45no.3 2018年3月 mar.2018 作者簡介:欒承志(1983-),男,江蘇鹽城人,大學本科,講師,主要研 究方向:機械設計。 拉絲機模頭加工工藝分析 欒承志 淵袁213022冤 摘要:模頭是拉絲機中很重要的組成部分,結構比較復雜,精度要求比較高,要加工的孔多,內表面還有曲面組 成,則涉及到了二維的槽及孔,還有三維的曲面的加工,工序很長且具有廣泛的代表性。 關鍵詞:模頭;工序 1加工設備介紹 哈斯機床主要機件有底座、工作臺、門橋、鞍座、主軸頭、 雙油缸配重系統及自動換刀系統,所有機件在設計時,均考慮 符合長期精度維持及切削適應性。 2加工工藝分析 ①把運來的一塊鍛料拿到銑床上進行粗銑;②銑好的材 料再按照圖

鋁絲拉絲機技術參數
格式:pdf
大小:286KB
頁數:8P
4.7
鋁絲拉絲機 技術要求: 1.拉絲機 -機床入口壓平大小自動制定的軋碎機 -一部分用壞以后可以把絞盤翻轉 -工作能力不少于20000小時,絞盤表面上耐磨的面層 -每個絞盤控制踏板(分別的) -控制臺 -智能數控絞盤傳動 -拉模數量為9個(最多) -精制拉模的絞盤用冷水冷卻 -切削冷卻液到拉模供給 -絞盤結構和布置得防止刨屑現象 -拉模座的支架結構得保證切削冷卻液送到拉模 -拉模座的結構得保證拉模的安裝(件圖2和表3) 2.供給機 -保證拉絲機的不停運行,速度不少于5、6表上的 3.張緊器 -保證裝置正常運行 4.接收器 -鋁絲到繞線盤的可分開的線軸上收卷 繞線盤尺寸: 1)內徑:≈454mm 2)外徑:≈750mm 3)高度:≈260mm -鋁絲到繞線盤的不可分開的線軸上收卷(見圖3) -現成鋁絲分放 -收
拉絲機安全操作規程
格式:pdf
大小:14KB
頁數:2P
4.4
一、上崗要求: ⑴、操作人員必須持有拉絲機操作資格證,嚴禁無證人員上機操作。 ⑵、操作人員必須在指定的設備進行生產性加工操作,嚴禁非本機人員上機操作或串位操作。 ⑶、操作人員必須熟悉本設備的基本技術參數及性能指標。 ⑷、操作人員必須忠于職守,認真負責,熟練掌握本設備的操作、維護及保養。 ⑸、操作人員必須不斷總結學習,求得本身素質不斷提高。 二、安全操作: ⑴、操作人員必須戴手套作業,以防工件燒傷手指和影響產品質量。 ⑵、開機前應認真檢查設備供氣氣 (5kg/cm2),供氣管線是否漏氣,排出空氣過濾器中的積水。 ⑶、正確安裝拉絲砂帶(拉絲砂帶內側箭頭方向應和拉絲輥上箭頭方向一致)。認真檢查上、下軸承座及 升降絲杠潤滑是否良好,確定出料上正面無人時方可開機。 ⑷、設備啟動后應立即檢查砂帶擺幅是否在要求范圍內,有無其它異常現象,否則應立即調整或關機處理。 ⑸、嚴禁拉絲機和收塵風機同時啟動,嚴

拉絲機張力控制系統
格式:pdf
大小:56KB
頁數:5P
4.4
1 拉絲機張力控制系統 核心提示:拉絲機也被叫做拔絲機、拉線機、拔料機,是指在常 溫下通過拉伸模具對金屬材料進行壓力加工的一種機械設備,通過拉 伸可以將線材加工成為所需要的各種規格的線材。 一拉絲機簡介: 拉絲機也被叫做拔絲機、拉線機、拔料機,是指在常溫下通過拉 伸模具對金屬材料進行壓力加工的一種機械設備,通過拉伸可以將線 材加工成為所需要的各種規格的線材。 從產品終端來說,拉絲機可以分為大拉機、中拉機、小拉機、微 拉機;從拉絲機內部控制方式和機械結構來說,又可以分為水箱式、 滑輪式、直進式等主要的幾種。一般來講 大拉機的加工的線徑在10mm以上,中拉機在1mm到10mm 之間,小拉在0.1mm到1mm之間,小于0.1mm的為微拉。 二.工藝流程: 1.放線:金屬絲放線,整個拉絲機環節來說,其控制沒有過高 精度要求,大部分拉絲機械,放線操作是變頻器驅動放
水箱拉絲機拉拔低碳盤條工藝精華文檔
拉絲機調速控制系統的設計改造
格式:pdf
大小:341KB
頁數:2P
4.6
目前,我國金屬加工行業的拉絲機傳動系統有發電機—電動機組直流傳動系統,有交流多速電機傳動系統,有交流電磁調速電機傳動系統及少數晶閘管控制的交流調速系統等。但總體來說,仍以發電機—電動機組的直流系統為主。以直流電動機為主傳動電機的調速系統,都面臨著維護困難的問題。由于鋼絲生產環境十分惡劣,拉拔潤滑粉及在拉攏過程中產生的金屬粉塵均可能落在電動機的整流子表面,使其磨損嚴重。并且金屬粉塵在直流磁場的作用下吸附在磁極周
鋼簾線拉絲機控制系統設計 鋼簾線拉絲機控制系統設計
格式:pdf
大小:640KB
頁數:3P
4.5
鋼簾線是輪胎的重要組成部分,其質量直接影響著輪胎質量。tb6型鋼簾線拉絲機控制系統,采用可編程序控制器(plc)作主控制器,雙變頻器(vvvf)驅動實現恒張力控制。經實際使用,拉制的鋼簾線直徑均勻,收線端面平整,系統運行穩定,生產效率高。

水箱拉絲機拉拔低碳盤條工藝最新文檔
拉絲用低碳鋼熱軋圓盤條
格式:pdf
大小:26KB
頁數:4P
4.5
備案號:qb/44020077984-2007 廣東省企業產品標準 q/sg01-2007 拉絲用低碳鋼熱軋圓盤條 hot-rolledlowcarbonsteelwirerodsfordrawing 2007-01-02發布2007-01-12實 施 廣東韶鋼松山股份有限公司發布 1 q/sg01-2007 前言 本標準參照gb/t1.1-2000《標準化工作導則第一部分:標準的結構和編寫規則實施指南》編寫。 本標準規定了拉絲用低碳鋼熱軋圓盤條產品的技術要求。 本標準適用于廣東韶鋼松山股份有限公司生產的拉絲用低碳鋼熱軋圓盤條。 本標準由廣東韶鋼松山股份有限公司技術研究中心起草。 本標準主要起草人:黃銳、張志明、鐘凡
鈦及鈦合金拉絲機用收線機的設計
格式:pdf
大小:256KB
頁數:5P
4.5
鈦及鈦合金拉絲機用收線機的設計 摘要鈦絲材加工因加工硬化需多次去應力退火,傳統的收線 機不能方便卸料進行中間退火,需多次復繞費時費力,且多采用變 頻調速,很不經濟,本次實用新型設計采用三維實體設計,進行虛 擬裝配,傳動系統采用力矩電機實現不同線徑不同強度絲材的恒張 力控制,收線卷筒采用曲柄滑塊原理實現卷筒的張縮功能,實現絲 材中間卷繞及退火卷繞兩種工況,自定中心結構方便實現卷筒的裝 卡與拆卸,同時采用簡單的結構實現料頭的裝卡以及配套的排線及 保護裝置。 關鍵詞加工硬化;去應力退火;三維實體設計;虛擬裝配 中圖分類號th122文獻標識碼a文章編號1674-6708 (2011)57-0157-01 1應用概況 收線機是將薄膜、帶材、單絲、軟管及包覆電線等用輥筒進行 收卷的機械[1],在絲材和帶材生產過程中應用十分普遍,比如作 為拉絲機的下線設備,如果采用工字輪收線
低碳鋼絲的拉拔要求
格式:pdf
大小:6KB
頁數:2P
4.7
低碳鋼絲的拉拔要求 低碳鋼絲的需要量很大,其設備及工藝也比較簡單,一般小型工廠都能夠生產。 1.低碳鋼絲的工藝特點,低碳鋼絲大都使用塑性好的普碳鋼做原料,允許 采用較大的壓縮率,并可以從盤條生拉到1毫米以下,適宜用滑輪式拉絲機連續 生產。拉拔過程中鋼絲雖受到較多的彎曲和軸向扭轉,但對其機械性能影響不大。 中細規格的低碳鋼絲還可以實現高速拉拔。目前國內滑輪式拉絲機干拉1.6毫米 鋼絲,速度每分鐘高達500米。17模水箱拉絲機拉制o.6毫米鋼絲,速度每分 鐘高達1000米。 對于表面要求不高的低碳鋼絲制品,可以采用無酸強迫拉拔。低碳鋼絲大都 可使用再結晶低溫退火,但對于某些質量較差的原料,仍以用完全退火較妥。 潤滑方法過去大都采用厚油脂石灰糊預涂層,但此種方法車間粉塵太多,污 染工作環境。目前已有不少單位改用酸洗后上無脂薄灰,再在模盒內放鈣皂粉的 潤滑方法,使車
 活套式和直進式鋼絲連續拉絲機
活套式和直進式鋼絲連續拉絲機 活套式和直進式鋼絲連續拉絲機
格式:pdf
大小:127KB
頁數:未知
4.8
西德koch公司制造的反拉力連續干拉式拉絲機,拉拔鋼絲直徑0.8~8.0mm。在直進式拉拔條件下,每個卷筒的速度隨模孔的磨損面變化,在前后模座的中間設置擺動輥,鋼絲在擺動輥上纏繞一圈,隨輥擺動而自動調節活套長度。最近該公司在粗鋼絲拉拔機上采用壓輥代替擺動輥,壓輥不改變電機的電流,而只用于確定鋼絲上的拉力。因此鋼絲實際上沒有纏繞輥子的作用。
鈦及鈦合金拉絲機用收線機的設計 鈦及鈦合金拉絲機用收線機的設計
格式:pdf
大小:2.1MB
頁數:2P
4.3
鈦絲材加工因加工硬化需多次去應力退火,傳統的收線機不能方便卸料進行中間退火,需多次復繞費時費力,且多采用變頻調速,很不經濟,本次實用新型設計采用三維實體設計,進行虛擬裝配,傳動系統采用力矩電機實現不同線徑不同強度絲材的恒張力控制,收線卷筒采用曲柄滑塊原理實現卷筒的張縮功能,實現絲材中間卷繞及退火卷繞兩種工況,自定中心結構方便實現卷筒的裝卡與拆卸,同時采用簡單的結構實現料頭的裝卡以及配套的排線及保護裝置。
43拉絲機安全操作規程
格式:pdf
大小:14KB
頁數:2P
4.6
煙臺天矗建材有限公司 文件編號:tc-sc-gc-043 第a版第0次修改 拉絲機安全操作規程第1頁共1頁 1.檢查油位是否達到供油刻度,各傳動部分潤滑油是否符合生產要求。 2.檢查各轉動部分的防護裝置是否安全可靠,各放線滑輪插銷、固定螺母是否 松動,排線裝置是否牢固,卷絲滾盤是否固定牢固,導向輪支撐桿是否牢固, 轉向是否靈敏活。 3.開機試運轉,檢查機械部分是否正常。有無異常聲響,各電器開關是否靈敏 可靠。 4.檢查軋尖機運轉方向正常后,把鋼筋的一端,軋至穿過拉絲模的直徑,穿過 拉絲模,用卡抓卡緊,掛到卷邊滾盤上,啟動機器,旋轉幾圈,重新軋尖再拉 下次尺寸,依次直到拉至所需要求。 5.運行中特別注意進料的安全,斷線、亂線或打結時必須停機處理。 6.一個人不準開機,必須有兩個或兩個以上人配合作業。 7.拉絲機運行中,嚴禁從放線滑輪過線的一端爬過或跨過,只準繞
水箱拉絲機拉拔低碳盤條工藝相關
文輯推薦
知識推薦
百科推薦


職位:市政道橋規劃師
擅長專業:土建 安裝 裝飾 市政 園林


