

雙相不銹鋼藥芯焊絲GDQA2205的研制
格式:pdf
大小:525KB
頁數:6P
人氣 :97
 4.8
4.8
對所研制焊絲進行氣體保護焊試驗,測試了焊縫金屬的化學成分、金相組織、抗拉強度、點蝕率和接頭的洛氏硬度、抗彎強度和沖擊韌度.用金相顯微鏡對焊縫金相組織進行觀察,用掃描電鏡分析沖擊斷口的形貌,并且用EDS能譜儀分析夾雜物的成分.結果表明,在焊絲中加入合理的Ni和MnN,可有效地促進奧氏體的形成,使焊縫獲得合理的奧氏體鐵素體兩相組織。還分析了耐點蝕性能和沖擊韌度的影響,研究發現除化學成分外,均勻的兩相組織有利于改善耐腐蝕性能;金屬元素Mn,Ni,Cr等是焊接接頭沖擊韌度的保證.



編輯推薦下載

 奧氏體不銹鋼藥芯焊絲
奧氏體不銹鋼藥芯焊絲 奧氏體不銹鋼藥芯焊絲
格式:pdf
大小:155KB
頁數:1P
4.7
奧氏體不銹鋼藥芯焊絲yb102、yb107適用于焊接耐腐蝕的ocr18ni9及ocr18ni9ti不銹鋼結構及堆焊不銹鋼表面層,yb132適用于焊接重要的含鈦穩定元素的耐腐蝕不銹鋼。該藥芯焊絲的焊接工藝性能優良,焊接質量高。其熔敷金屬的化學成分、機械性能、抗晶間腐蝕性能均達到了美國awsa5.22—80標準,屬國內首創。
雙相不銹鋼藥芯焊絲在核電領域的應用前景 雙相不銹鋼藥芯焊絲在核電領域的應用前景
格式:pdf
大小:160KB
頁數:未知
4.7
核電用雙相鋼焊接接頭要求具有較好的力學性能和耐腐蝕性能,針對設計較為復雜及環境較為特殊的結構件,采用一般的焊接技術效率低,且焊接質量較難保證,藥芯焊絲焊接技術在這方面具有優勢。本文綜述了雙相鋼藥芯焊絲焊接的特點,尤其是在水下焊接、焊接接頭性能等方面的優異表現進行了介紹,對其在核電應用的前景進行了闡述。
雙相不銹鋼藥芯焊絲GDQA2205研制熱門文檔
不銹鋼藥芯焊絲中藥粉的作用 不銹鋼藥芯焊絲中藥粉的作用
格式:pdf
大小:306KB
頁數:4P
4.7
論述了不銹鋼藥芯焊絲藥粉組成對不銹鋼藥芯焊絲焊接工藝性的脫渣性、飛濺、焊縫成形、防止焊縫氣孔生成、立焊及焊縫顏色等的影響,并對不銹鋼藥芯焊絲中主要的藥粉組成的比例作了簡單的定量分析。
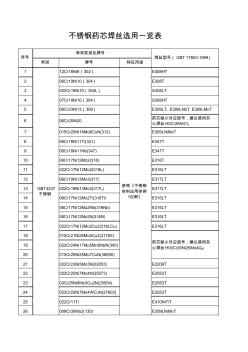
不銹鋼藥芯焊絲選用一覽表
格式:pdf
大小:40KB
頁數:2P
4.6
類別牌號特征用途 112cr18ni9(302)e308ht 206cr19ni10(304)e308t 3022cr19ni10(304l)s308lt 407cr19ni10(304)s308ht 506cr23ni13(309)e309lt、e309lnbt、e309lmot 606cr25ni20藥芯缺少對應型號;建議使用實 心焊絲h0cr26ni21。 7015cr20ni18mo6cun(312)e309lnimot 806cr18ni11ti(321)e347t 906cr18ni11nb(347)e347t 1006cr17ni12mo2(316)e316t 11022cr17ni12mo2(316l)e316lt 1206cr19ni13mo3(317)e317lt 13022cr19ni13mo3(317l)e31
《不銹鋼藥芯焊絲》國標報批稿簡介 《不銹鋼藥芯焊絲》國標報批稿簡介
格式:pdf
大小:159KB
頁數:1P
4.6
為了促進我國藥芯焊絲的發展和應用,按照國家下達的標準制(修)訂計劃,由哈爾濱焊接研究所等單位起草的《不銹鋼藥芯焊絲》標準,已于1998年12月通過審查,上報國家質量技術監督局待批。
雙相不銹鋼藥芯焊絲GDQA2205研制精華文檔
國產不銹鋼藥芯焊絲的應用 國產不銹鋼藥芯焊絲的應用
格式:pdf
大小:113KB
頁數:1P
4.4
我公司以往焊薄板不銹鋼產品小直徑采用實芯焊絲缸弧焊,焊接時背面需充氖保護,操作復雜;大直徑則采用手弧焊背面清根打磨,焊接質量難以保證。為此,我們采用了新型焊接材料——藥芯焊絲,進行焊接工藝試驗,且應用在產品上取得良好的效果。
國內外不銹鋼藥芯焊絲的研究進展 國內外不銹鋼藥芯焊絲的研究進展
格式:pdf
大小:265KB
頁數:5P
4.6
評述了國內外不銹鋼藥芯焊絲藥芯組分及熔滴過渡形態對焊絲工藝性能影響的研究進展。分析了bi對不銹鋼焊縫金屬熱裂敏感性的影響機理。介紹了一種不銹鋼藥芯焊絲工藝性能測試的新方法。
碳鋼鋼帶30不銹鋼藥芯焊絲的研制 碳鋼鋼帶30不銹鋼藥芯焊絲的研制
格式:pdf
大小:177KB
頁數:未知
4.7
為扭轉我國焊材行業面臨的不利局面,通過深入細致的試驗研究,提出了一種采用低碳鋼鋼帶制造308奧氏體不銹鋼藥芯焊線的低成本技術路線,在克服了許多工藝上的難題后,制定了碳鋼帶不銹鋼藥芯焊絲的生產工藝,并在天然三英焊來有限責任公司進行了批量生產。該焊絲在工藝性能,力學性能,抗腐蝕性能等方面均達到了awse308-t1的標準,通過加入適當的添加,很好地解決了碳鋼鋼帶不銹鋼藥芯焊的脫渣性和電弧穩定性問題。
308L超低碳不銹鋼藥芯焊絲的研制 308L超低碳不銹鋼藥芯焊絲的研制
格式:pdf
大小:87KB
頁數:2P
4.6
首次成功地開發了碳鋼鋼帶的308l超低碳不銹鋼藥芯焊絲,大大降低了制造成本。其配方為鈦型渣系,工藝性能、力學性能、耐腐蝕性能均符合美國標準awsa5.22—80和日本標準jisz3323的要求,其熔敷金屬化學成分滿足日本標準jisz3323的要求,達到了國外同類不銹鋼鋼帶的308l不銹鋼藥芯焊絲的水平。不僅填補了國內不銹鋼藥芯焊絲市場的空白,而且由于成本低而具有很強的國際市場競爭力。
爐底輥堆焊修復用不銹鋼藥芯焊絲的研制 爐底輥堆焊修復用不銹鋼藥芯焊絲的研制
格式:pdf
大小:843KB
頁數:4P
4.6
研制了5種用于爐底輥堆焊修復用的不銹鋼藥芯焊絲,分析了堆焊金屬的化學成分,觀察了其顯微組織,并對堆焊金屬表面進行了探傷,著重探討了高碳鉻鐵和重稀土硅鐵加入量對焊絲熱裂敏感性的影響。結果表明:向焊絲藥粉中單獨加入適量高碳鉻鐵后,堆焊金屬組織由單相奧氏體轉變為由奧氏體和碳化物組成的兩相組織,阻斷了凝固過程中的晶間液膜,可防止熱裂紋的產生;而適量添加重稀土硅鐵亦可達到防止熱裂紋的目的,但過量添加反而會增加熱裂紋傾向;較佳的加入量(質量分數)為8%的高碳鉻鐵或3%的高碳鉻鐵和0.5%重稀土硅鐵。
雙相不銹鋼藥芯焊絲GDQA2205研制最新文檔
氬弧焊填充不銹鋼藥芯焊絲在管道焊接中的應用
格式:pdf
大小:121KB
頁數:2P
3
氬弧焊填充不銹鋼藥芯焊絲在管道焊接中的應用——采用手工鎢極氬孤焊填充不鎊鋼藥芯焊絲焊接不銹鋼管道,是一項工藝簡單易行,又能保證焊縫成形及焊接質量的工藝方法。此工藝背面不用充氬保護,節省了大量的氫氣及充氬保護輔助工具,成本低,功效高,具有顯著的...
氬弧焊填充不銹鋼藥芯焊絲在管道焊接中的應用 氬弧焊填充不銹鋼藥芯焊絲在管道焊接中的應用
格式:pdf
大小:81KB
頁數:2P
4.7
采用手工鎢極氬弧焊填充不銹鋼藥芯焊絲焊接不銹鋼管道,是一項工藝簡單易行,又能保證焊縫成形及焊接質量的工藝方法。此工藝背面不用充氬保護,節省了大量的氬氣及充氬保護輔助工具,成本低,功效高,具有顯著的優越性,值得安裝單位推廣應用。
不銹鋼藥芯焊絲雙層堆焊的試驗與運用 不銹鋼藥芯焊絲雙層堆焊的試驗與運用
格式:pdf
大小:156KB
頁數:2P
4.6
高壓泵內壁堆焊不銹鋼耐蝕層,以增加其耐蝕性。文章論述了用不銹鋼藥芯焊絲co2保護焊實現了不銹鋼層水平位置的半自動堆焊,從而提高了生產效率,保證了堆焊質量。通過焊接工藝性試驗證明:所選用的堆焊方法及堆焊工藝合理,各項性能檢驗結果均滿足用戶的技術條件要求。
不銹鋼藥芯焊絲在水輪機轉輪焊接中的應用 不銹鋼藥芯焊絲在水輪機轉輪焊接中的應用
格式:pdf
大小:158KB
頁數:2P
4.5
藥芯焊絲半自動焊(fcaw)是國外廠家焊接水輪機轉輪時較普遍采用的方法。本文介紹了不銹鋼藥芯焊絲filarcpz6166的特點和在水輪機轉輪混合氣體保護焊中的具體應用。
不銹鋼藥芯焊絲立焊性的分析與評價 不銹鋼藥芯焊絲立焊性的分析與評價
格式:pdf
大小:1.1MB
頁數:6P
4.4
利用漢諾威分析儀對4種不同配方的不銹鋼藥芯焊絲的立焊性能進行了電弧參數測試,分析焊接電流、電弧電壓、短路時間的概率密度分布及它們的均方差與電弧穩定性和熔滴過渡的關系.結果表明,焊接電流、電弧電壓及短路時間t1的均方差越小,有效短路過渡次數的比率越大,則焊絲熔滴短路過渡的均勻性和穩定性越好,飛濺也越小,立焊效果越好,對藥芯焊絲全位置性的配方優化設計工作具有很大的現實意義.
不銹鋼藥芯焊絲在復合板焊接中的應用 不銹鋼藥芯焊絲在復合板焊接中的應用
格式:pdf
大小:83KB
頁數:3P
4.6
介紹了采用不銹鋼藥芯焊絲co2氣保焊焊接20rs/us321復合鋼板壓力容器的工藝試驗,并對焊縫進行了化學成分、硬度、力學性能、耐晶間腐蝕試驗,證明了不銹鋼藥芯焊絲焊接復合板不僅能保證焊縫質量而且大大降低了焊接成本,并對產品焊接要點進行了簡要說明。
不銹鋼藥芯焊絲成套生產線及軟件配方 不銹鋼藥芯焊絲成套生產線及軟件配方
格式:pdf
大小:679KB
頁數:1P
4.5
參展單位:北京工業大學焊接研究所展品簡介:不銹鋼藥芯焊絲成套生產線及軟件配方北京工業大學焊接學科創建于1960年,經過近半個世紀的發展,現已成為全國知名的焊接科學和技術研究應用中心。目前承擔著國家“863”、“973”,國家自然科學基金、國防重點基金、北京市自然科學基金等國家重大重點項目。目前北工大焊接研究所在實驗室面積、固定資產、年科研經費、研究生培養數量和質量、焊接科學技術的研究與開發等方面在全國高校及焊接行業中有著較大的影響。為了
奧氏體不銹鋼藥芯焊絲熔敷金屬腐蝕性能研究 奧氏體不銹鋼藥芯焊絲熔敷金屬腐蝕性能研究
格式:pdf
大小:156KB
頁數:未知
4.8
研究了yb132型不銹鋼芯焊絲熔敷金屬的抗腐蝕性能以及化學成分的穩定性和元素分布的均勻性,并與同類手弧焊條和埋弧焊焊絲熔敷金屬進行對比,結果表明,yb132藥芯焊絲熔敷金屬化學成分穩定性良好,微區成分的均勻性,抗晶間腐蝕和全面腐蝕能力均優于ta132焊條和hocr20ni10nb埋弧焊實芯焊絲。
雙相不銹鋼藥芯焊絲GDQA2205研制相關
文輯推薦
知識推薦
百科推薦


職位:土建資料員
擅長專業:土建 安裝 裝飾 市政 園林


