

塑料焊槍
格式:pdf
大小:276KB
頁(yè)數(shù):2P
人氣 :87
 4.5
4.5
一、用 途 廣泛用于廣告布、篷布、防水膜、防滲襯墊、防水卷材、管道、電子元件、汽車(chē)保險(xiǎn)杠、運(yùn) 動(dòng)地板、珍珠棉加工、電鍍槽,塑料管材、 PP/PE/PVC 等板材和膜結(jié)構(gòu)的焊接、土工膜的局 部焊接及修補(bǔ)。 二、特 點(diǎn) 只要接上 220V 交流電,即可進(jìn)行焊接作業(yè),無(wú)需空氣泵及調(diào)壓變壓器配合,使用方便。對(duì) 沒(méi)有空氣泵等設(shè)備或從事高空、 遠(yuǎn)距離塑料焊接作業(yè)的單位, 均可購(gòu)買(mǎi)備用。 本產(chǎn)品最適宜 用于截面積不大于 6mm2 的塑料焊條進(jìn)行的焊接作業(yè)。 三、構(gòu)造與原理 此款 DSH-D 型塑料焊槍其溫度無(wú)級(jí)可調(diào)。焊接結(jié)果不受電壓變化和環(huán)境溫度的影響。配有 防燙保管, 電子加熱保護(hù)系統(tǒng), 適用于連續(xù)工作, 只要接上 220V 交流電源,(110V 可訂做) 即可進(jìn)行塑料加工作業(yè)。 槍體為全不銹鋼結(jié)構(gòu), 具有使用方便、 工作穩(wěn)定、 風(fēng)量大、 壓力高、 能耗低、噪音小的特點(diǎn)。出氣溫度無(wú)級(jí)可調(diào),可使加熱器



 鋼骨架塑料復(fù)合管壓出式焊槍封口工藝 基于T型管焊接數(shù)控焊槍運(yùn)動(dòng)方法的研究
鋼骨架塑料復(fù)合管壓出式焊槍封口工藝 基于T型管焊接數(shù)控焊槍運(yùn)動(dòng)方法的研究 基于T型管焊接數(shù)控焊槍運(yùn)動(dòng)方法的研究
格式:pdf
大小:626KB
頁(yè)數(shù):3P
通過(guò)數(shù)學(xué)建模,利用數(shù)學(xué)表達(dá)式表示出t型管的焊接空間軌跡,然后利用delphi軟件和pcl-839運(yùn)動(dòng)控制卡實(shí)現(xiàn)自動(dòng)控制,使焊接機(jī)床按照所需要的行走路線進(jìn)行插補(bǔ),從而完成焊接過(guò)程
編輯推薦下載
細(xì)絲半自動(dòng)CO2氣體保護(hù)焊焊槍的改進(jìn)
格式:pdf
大小:154KB
頁(yè)數(shù):3P
3
細(xì)絲半自動(dòng)co2氣體保護(hù)焊焊槍的改進(jìn)——分析了焊槍的應(yīng)用原理,針對(duì)目前推絲式鵝頸形焊槍存在的一些缺點(diǎn)加以改進(jìn),有效地提高了焊槍性能和焊接質(zhì)量.
基于T型管焊接數(shù)控焊槍運(yùn)動(dòng)方法的研究 基于T型管焊接數(shù)控焊槍運(yùn)動(dòng)方法的研究
格式:pdf
大小:852KB
頁(yè)數(shù):4P
4.6
通過(guò)數(shù)學(xué)建模,利用數(shù)學(xué)表達(dá)式表示出t型管的焊接空間軌跡,然后利用delphi軟件和pcl—839運(yùn)動(dòng)控制卡實(shí)現(xiàn)自動(dòng)控制,使焊接機(jī)床按照我們所需要的行走路線進(jìn)行插補(bǔ),從而完成焊接過(guò)程。
塑料焊槍熱門(mén)文檔
國(guó)產(chǎn)焊機(jī)大口徑管道多焊槍內(nèi)焊+雙絲外焊焊接技術(shù) 國(guó)產(chǎn)焊機(jī)大口徑管道多焊槍內(nèi)焊+雙絲外焊焊接技術(shù)
格式:pdf
大小:503KB
頁(yè)數(shù):4P
4.6
大口徑管道全自動(dòng)焊焊接技術(shù)以其高效、高質(zhì)量、尤其適用高鋼級(jí)管道焊接的一系列特點(diǎn),受到國(guó)內(nèi)外建設(shè)公司的青睞并被推廣應(yīng)用,但相關(guān)設(shè)備及技術(shù)全部被國(guó)外壟斷。本文對(duì)采用國(guó)產(chǎn)全自動(dòng)設(shè)備進(jìn)行自動(dòng)焊焊接技術(shù)研究過(guò)程進(jìn)行了較詳細(xì)地論述,對(duì)焊接過(guò)程中技術(shù)要點(diǎn)做了較全面地介紹。該技術(shù)已在西氣東輸二線x80級(jí)大口徑管道焊接工程中成功運(yùn)用,取得了良好效果。
一種新型帶保護(hù)套水冷式電焊機(jī)焊槍頭 一種新型帶保護(hù)套水冷式電焊機(jī)焊槍頭
格式:pdf
大小:231KB
頁(yè)數(shù):2P
4.4
筆者發(fā)明一種新型帶保護(hù)套的水冷式電焊機(jī)焊槍頭。保護(hù)套中的臺(tái)階水腔套裝有出進(jìn)水接頭,用來(lái)與外界進(jìn)水管連接,對(duì)焊接中起冷卻的作用,可解決保護(hù)套上焊渣粘結(jié)過(guò)多的問(wèn)題,并提高了焊嘴的散熱能力,延長(zhǎng)了焊嘴和保護(hù)套的使用壽命;水腔套中的配臺(tái)階孔降低了焊槍頭在使用中的磨損;在導(dǎo)絲管上采用頂絲螺母和頂絲套便于焊絲的位置調(diào)整;焊槍頭多處采用螺紋連接提高了各部件的穩(wěn)定性。該裝置使用操作簡(jiǎn)單,生產(chǎn)效率高,保證了焊接質(zhì)量,用途廣。

塑料焊條
格式:pdf
大小:60KB
頁(yè)數(shù):8P
4.7
前言 本標(biāo)準(zhǔn)是根據(jù)工業(yè)標(biāo)準(zhǔn)化法第14條適用的第12條第1項(xiàng)的規(guī)定,由日本塑料工業(yè)聯(lián)盟 (jpif)、硬質(zhì)聚氯乙烯板協(xié)會(huì)(jrpsa)和財(cái)團(tuán)法人日本規(guī)格協(xié)會(huì)(jsa)備齊工業(yè)標(biāo)準(zhǔn)原 案并提出申請(qǐng),經(jīng)過(guò)日本工業(yè)標(biāo)準(zhǔn)調(diào)查會(huì)的審議,由經(jīng)濟(jì)產(chǎn)業(yè)大臣做出修改的日本工業(yè)標(biāo)準(zhǔn)。 jisk6746:1995據(jù)此修改為本標(biāo)準(zhǔn)。 本標(biāo)準(zhǔn)的部分內(nèi)容有可能與技術(shù)性的專(zhuān)利、申請(qǐng)公布后的專(zhuān)利申請(qǐng)、實(shí)用新案(實(shí)用新 型專(zhuān)利)以及申請(qǐng)公布后的實(shí)用新案(實(shí)用新型專(zhuān)利)注冊(cè)申請(qǐng)相抵觸,須引起注意。至于 此類(lèi)技術(shù)性專(zhuān)利、申請(qǐng)公布后的專(zhuān)利申請(qǐng)、實(shí)用新案(實(shí)用新型專(zhuān)利)以及申請(qǐng)公布后的實(shí) 用新案(實(shí)用新型專(zhuān)利)注冊(cè)申請(qǐng)的確認(rèn),經(jīng)濟(jì)產(chǎn)業(yè)大臣及日本工業(yè)標(biāo)準(zhǔn)調(diào)查會(huì)對(duì)此不負(fù)有 責(zé)任。 目錄 1.適用范圍·················································3
塑料板在高壓水槍中的應(yīng)用 塑料板在高壓水槍中的應(yīng)用
格式:pdf
大小:103KB
頁(yè)數(shù):1P
4.5
手術(shù)室護(hù)理是一高風(fēng)險(xiǎn)的工作,護(hù)士頻繁接觸患者的血液、體液、分泌物。對(duì)一些有特殊感染患者的手術(shù)更要規(guī)范操作,特別是術(shù)后器械的處理。高壓水槍的應(yīng)用已經(jīng)在大、中型醫(yī)院廣泛使用,但在應(yīng)用過(guò)程中,特別是沖洗一些精細(xì)器械或器械的關(guān)鍵部

CO2氣體保護(hù)焊焊槍高度模糊控制系統(tǒng)
格式:pdf
大小:102KB
頁(yè)數(shù):2P
3
co2氣體保護(hù)焊焊槍高度模糊控制系統(tǒng)——研究了一種c02氣保護(hù)焊坪棺高度控制系統(tǒng),采用燃孤占空比電孤傳感器幢洲坪棺高度.用模糊控制器對(duì)焊槍高度進(jìn)行控制,通過(guò)試驗(yàn)研究表明誼系統(tǒng)具有良好的控制效果
塑料焊槍精華文檔
 超厚塑料焊接難題告破
超厚塑料焊接難題告破 超厚塑料焊接難題告破
格式:pdf
大小:1.0MB
頁(yè)數(shù):1P
4.7
一直困擾塑料制品企業(yè)的超厚塑料焊接技術(shù)難題,近日有了解決方案。河北衡水中成防腐設(shè)備工程有限公司研發(fā)的程控塑料焊接新技術(shù),不僅實(shí)現(xiàn)了超厚塑料制品高質(zhì)量一次性焊接,而且可以廣泛應(yīng)用
畢業(yè)設(shè)計(jì)(論文)-焊槍嘴的冷擠壓工藝及模具設(shè)計(jì)(全套圖紙三維)精品
格式:pdf
大小:1.7MB
頁(yè)數(shù):41P
4.3
摘要 本文介紹了基本原理,冷擠壓,冷擠壓模具的結(jié)構(gòu)和各部分工作原理, 冷擠壓產(chǎn)品提出了基本的設(shè)計(jì)原則,設(shè)計(jì)驗(yàn)證是驗(yàn)證的相關(guān)重要參數(shù)的擠出 設(shè)備,檢查合格后,在類(lèi)型零件加工工藝過(guò)程的制定進(jìn)行,既保證擠壓件的 質(zhì)量,又要考慮經(jīng)濟(jì)。詳細(xì)介紹了火炬口冷擠壓模具的設(shè)計(jì)過(guò)程,冷擠壓模 具凸、凹模的設(shè)計(jì)方法,模板和模具安裝及合作等問(wèn)題的選擇。 關(guān)鍵詞冷擠壓;模具;模具設(shè)計(jì);焊槍嘴 全套圖紙,加153893706 abstract thisthesisdescribesthebasicprinciplesofcoldextrusion,coldextrusion diestructureandthepartoftheworkprincipleofthecoldextrusionproducts madethebasicdesignprinc
P600雙焊槍系統(tǒng)在西氣東輸二線管道工程中的應(yīng)用
格式:pdf
大小:180KB
頁(yè)數(shù):3P
4.4
西氣東輸二線管道工程總長(zhǎng)9102km,其中干線全長(zhǎng)4843km,采用準(zhǔn)1219mm,api5lx80級(jí)高強(qiáng)度鋼管,工程首次引進(jìn)crc-evans國(guó)際管道公司生產(chǎn)的自動(dòng)焊設(shè)備(iwm,p260,p600)進(jìn)行管線焊接施工,性能穩(wěn)定。填充、蓋面焊接采用p600雙焊槍系統(tǒng),提高了接頭的力學(xué)性能和焊接效率,保證了工程施工進(jìn)度,帶來(lái)了巨大的經(jīng)濟(jì)效益和社會(huì)效益。同時(shí),還介紹了crc-evansp600雙焊槍焊接系統(tǒng),并結(jié)合工程特點(diǎn),闡述了其工藝特點(diǎn)和設(shè)備應(yīng)用情況。
塑料焊槍最新文檔

【塑料橡膠制品】熱塑性塑料的焊接
格式:pdf
大小:324KB
頁(yè)數(shù):13P
4.5
(塑料橡膠材料)熱塑性塑 料的焊接 熱塑性塑料的焊接 通常認(rèn)為熱塑性焊接是不可逆的.少數(shù)工藝如感應(yīng)焊接可生產(chǎn)可逆組裝件.至 于選擇哪種方法應(yīng)在制件沒(méi)計(jì)初作出,因?yàn)楹附臃椒▽?duì)制件設(shè)計(jì)的要求可能是重 要的,且不同焊接方法同差別顯蓍. 1.超聲焊接 2.振動(dòng)焊接 3.旋轉(zhuǎn)焊接 4.熱板焊接 5.感應(yīng)焊接 6.接觸(電阻)焊 7.熱氣焊接 8.擠出焊接 熱氣焊接技術(shù)通常用來(lái)焊接塑料管,片或半成品制品而不是注塑成型制件.但許多 熱塑性模塑制件,特別是熱塑性汽車(chē)盤(pán)是用熱氣焊接技術(shù)修復(fù)的,另外熱氣焊接有 時(shí)用來(lái)制備塑料樣模制件. 超聲焊接 焊接熱塑性制件的最普通的方法是超聲焊接.這種方法是采用低振幅,高頻率 (超聲)振動(dòng)能量使表面和分子摩擦產(chǎn)生焊接相連墊塑性制件所需的熱量.(正弦超 聲振動(dòng)) 超聲焊接在20-50khz的頻率范圍內(nèi)發(fā)生,其一般

熱塑性塑料的焊接
格式:pdf
大小:776KB
頁(yè)數(shù):11P
4.4
熱塑性塑料的焊接 通常認(rèn)為熱塑性焊接是不可逆的.少數(shù)工藝如感應(yīng)焊接可生產(chǎn)可逆組裝件.至于選擇哪種方 法應(yīng)在制件沒(méi)計(jì)初作出,因?yàn)楹附臃椒▽?duì)制件設(shè)計(jì)的要求可能是重要的,且不同焊接方法同差別 顯蓍. 1.超聲焊接 2.振動(dòng)焊接 3.旋轉(zhuǎn)焊接 4.熱板焊接 5.感應(yīng)焊接 6.接觸(電阻)焊 7.熱氣焊接 8.擠出焊接 熱氣焊接技術(shù)通常用來(lái)焊接塑料管,片或半成品制品而不是注塑成型制件.但許多熱塑性模 塑制件,特別是熱塑性汽車(chē)盤(pán)是用熱氣焊接技術(shù)修復(fù)的,另外熱氣焊接有時(shí)用來(lái)制備塑料樣模制 件. 超聲焊接 焊接熱塑性制件的最普通的方法是超聲焊接.這種方法是采用低振幅,高頻率(超聲)振動(dòng)能 量使表面和分子摩擦產(chǎn)生焊接相連墊塑性制件所需的熱量.(正弦超聲振動(dòng)) 超聲焊接在20-50khz的頻率范圍內(nèi)發(fā)生,其一般振幅范
塑料承印材料與塑料油墨 塑料承印材料與塑料油墨
格式:pdf
大小:241KB
頁(yè)數(shù):4P
4.6
新型塑料材料的引入和廣泛使用以及相關(guān)油墨系統(tǒng)的研制生產(chǎn),使網(wǎng)版印刷工業(yè)得到了很快的發(fā)展。因?yàn)橛∷S的終端使用產(chǎn)品包含油墨和承印材料,因此油墨和承印物生產(chǎn)商之間的合作自然也就緊密,以提高對(duì)相互產(chǎn)品的認(rèn)識(shí)和了解。
塑料熱風(fēng)焊接技術(shù)及應(yīng)用
格式:pdf
大小:354KB
頁(yè)數(shù):4P
4.8
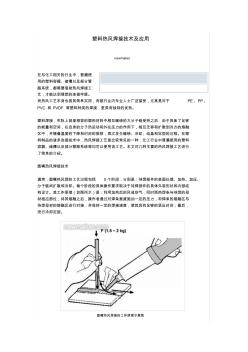
塑料熱風(fēng)焊接技術(shù)及應(yīng)用 newmaker 在與化工相關(guān)的行業(yè)中,普遍使 用的塑料容器、儲(chǔ)槽以及部分管 路系統(tǒng),都需要借助熱風(fēng)焊接工 藝,才能達(dá)到理想的連接牢度。 而熱風(fēng)工藝本身也因其簡(jiǎn)單實(shí)用,而被行業(yè)內(nèi)專(zhuān)業(yè)人士廣泛接受,尤其是對(duì)于pe、pp、 pvc和pvdf等塑料種類(lèi)的焊接,更具有獨(dú)特的優(yōu)勢(shì)。 塑料焊接,實(shí)際上就是相容的塑料材料中相互纏繞的大分子鏈?zhǔn)軣嶂螅捎诰邆淞俗銐?的能量和空間,在自身的分子熱運(yùn)動(dòng)和外在壓力的作用下,相互遷移和擴(kuò)散到對(duì)方的熔融 區(qū)中,并隨著溫度的下降和時(shí)間的推移,再次發(fā)生纏繞、冷卻、結(jié)晶和定型的過(guò)程。在塑 料制品的諸多連接技術(shù)中,熱風(fēng)焊接工藝是比較常見(jiàn)的一種,化工行業(yè)中普遍使用的塑料 容器、儲(chǔ)槽以及部分管路系統(tǒng)等均可以使用該工藝。本文對(duì)幾種主要的熱風(fēng)焊接工藝進(jìn)行 了簡(jiǎn)單的介紹。 圓嘴熱風(fēng)焊接技術(shù) 通常,圓嘴熱風(fēng)焊的工藝過(guò)程包括5個(gè)階段,分別是:待焊部

ABS工程塑料管的焊接
格式:pdf
大小:8KB
頁(yè)數(shù):2P
4.7
abs工程塑料管的焊接 abs工程塑料管道(以下簡(jiǎn)稱(chēng)abs管)施工時(shí)通常采用粘接連接,由于施工難度比較大, 接頭返修率較高,管件消耗量很大,為保證安裝質(zhì)量,且降低成本,本文介紹abs管改粘 接為焊接的方法。 (1)管道坡口加工 下料和切斷方法與粘接相同。下料后,即可用木丁刨刀加工出所需坡口,為保證管道安 裝質(zhì)量,需用半圓銼刀對(duì)坡口進(jìn)行表面加工,再用中號(hào)砂布對(duì)管口里面、坡口表面,及坡口 兩側(cè)5cm范圍內(nèi)進(jìn)行打磨,以去除表面油污及水份。管道表面油污嚴(yán)重的,還需用棉紗蘸 丙酮清洗。對(duì)挖孔三通坡口的制作,放樣后可用曲線鋸?fù)诳祝瑸榱讼庸r(shí)的發(fā)熱對(duì)母材 材質(zhì)的影響,加工處需澆冷水冷卻管口。坡口加工應(yīng)平直,并保證邊緣沿焊縫全長(zhǎng)均勻一致, 坡口表面不宜過(guò)分光滑。常見(jiàn)坡口形式見(jiàn)圖1。 (2)焊接工具、材料 可選用可調(diào)溫式dsh—eu型、功率為300w
隧道用熱熔焊槍的電路優(yōu)化設(shè)計(jì) 隧道用熱熔焊槍的電路優(yōu)化設(shè)計(jì)
格式:pdf
大小:77KB
頁(yè)數(shù):未知
4.6
隧道用熱風(fēng)焊槍塑料熱熔焊接機(jī)針對(duì)各種鋁、鋁合金、pvc、pe、pp、pvdf等塑料板、管道、土工膜片材的現(xiàn)場(chǎng)焊接施工,塑料管道、防水板、防滲膜、珍珠棉等塑料焊接的專(zhuān)業(yè)工具。除進(jìn)行焊接外,還可對(duì)塑料進(jìn)行熱成型、對(duì)接等作業(yè),也是其他熱風(fēng)加溫部門(mén)的熱風(fēng)風(fēng)源之一。通過(guò)隧道用焊槍電路的優(yōu)化,改進(jìn)焊槍的使用壽命和便捷程度。
程控焊接技術(shù)破解超厚塑料焊接難題 程控焊接技術(shù)破解超厚塑料焊接難題
格式:pdf
大小:487KB
頁(yè)數(shù):1P
4.4
日前,由河北衡水凱瑞特化工防腐設(shè)備有限公司研發(fā)的程控塑料焊接新技術(shù),破解了超厚度塑料焊接技術(shù)難題。該技術(shù)適用于pp、pe等材料的焊接。該塑料焊接技術(shù)具有焊接強(qiáng)度高、密封效果好的特性,特別是對(duì)于寬焊縫,且厚度達(dá)30mm以上的塑料制品可
塑料焊接技術(shù)的認(rèn)識(shí)
格式:pdf
大小:20KB
頁(yè)數(shù):2P
4.6
河南機(jī)電高等專(zhuān)科學(xué)校 畢業(yè)論文任務(wù)書(shū) 系部:材料工程系 專(zhuān)業(yè):焊接技術(shù)及自動(dòng)化 學(xué)生姓名:張金峰學(xué)號(hào):051306120 設(shè)計(jì)論文題目塑料焊接技術(shù)的認(rèn)識(shí) 起迄日期:2008年3月15日~6月10日 指導(dǎo)教師:吳金杰 發(fā)任務(wù)書(shū)日期:2008年3月15日 畢業(yè)設(shè)計(jì)論文任務(wù)書(shū) 1.本畢業(yè)設(shè)計(jì)(論文)課題來(lái)源及應(yīng)達(dá)到的目的: 通過(guò)研究塑料焊接的各種方法掌握基本的焊接技術(shù),對(duì)塑料焊接加深認(rèn)識(shí)。 2.本畢業(yè)設(shè)計(jì)(論文)課題任務(wù)的內(nèi)容和要求(包括原始數(shù)據(jù)、技術(shù)要求、 工作要求等): 1、第1—2周查閱資料,完成準(zhǔn)備工作。 2、第3—4周分析焊接的各種方法。 3、第5—10周撰寫(xiě)論文。 4、第11—畢業(yè)準(zhǔn)備答辯。 所在專(zhuān)業(yè)審查意見(jiàn): 負(fù)責(zé)人: 年月日 系部意見(jiàn): 系領(lǐng)導(dǎo):
塑料軟管的焊接封口技術(shù) 塑料軟管的焊接封口技術(shù)
格式:pdf
大小:377KB
頁(yè)數(shù):3P
4.7
目前化妝品,牙膏、醫(yī)藥、食品等行業(yè)紛紛開(kāi)發(fā)采用全塑軟管或復(fù)合塑料軟管進(jìn)行包裝的產(chǎn)品。作為塑料軟管包裝技術(shù)中的一個(gè)重要部分,軟管的封口技術(shù)越來(lái)越受到重視。下面對(duì)塑料軟管的封口焊接技術(shù)作一探討。封口方法將兩個(gè)塑料表面接合在一起的方法可分為兩大類(lèi):一是粘接,二是焊接。由于熱固性塑料受熱后不會(huì)再熔化,在加熱到一定的程度只能碳化(如酚醛塑料、脲醛塑料等),所以只能采用粘接的方法。
塑料焊槍相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:港口與航道工程
擅長(zhǎng)專(zhuān)業(yè):土建 安裝 裝飾 市政 園林


