

雙絲脈沖MAG焊兩種電流相位關系的焊接行為分析
格式:pdf
大小:1.5MB
頁數:6P
人氣 :72
 4.4
4.4
基于高速攝像和電信號分析系統,采集了一定焊接工藝參數下高速脈沖雙絲MAG焊接過程的電信號,并對焊接過程中的熔滴過渡方式以及電弧形態進行了高速攝像觀察.結果表明,前絲、后絲脈沖電流交替變化時,前絲、后絲電弧形態分別為單絲工作時的鐘罩形,顯示前后絲電弧間基本沒有影響;當前絲、后絲脈沖電流同步變化時,前后絲電弧合并為一個壽桃形電弧,分析指出前后絲電弧形態彼此間的吸引力是造成電弧形態合并的根本原因.不同脈沖電流頻率下的焊縫顯示,雙絲脈沖MAG焊接過程中,前絲、后絲脈沖電流同步變化時,焊縫成形較好,但焊接過程聲音較大并伴隨較大煙塵;前絲、后絲脈沖電流交替變化時,焊縫成形一般,焊接過程聲音柔和且產生較少煙塵.



 大電流MAG焊接接頭彎曲性能研究
大電流MAG焊接接頭彎曲性能研究 大電流MAG焊接接頭彎曲性能研究
格式:pdf
大小:707KB
頁數:4P
采用無氦多元氣體保護大電流mag焊接技術焊接了a572接頭,對接頭進行了彎曲性能試驗,用光學顯微鏡、掃描電鏡和edax分析了接頭側彎脆性斷口。結果表明,彎曲試驗時產生的脆斷與焊縫金屬中有非金屬夾雜物、焊縫金屬中c、ti含量較高以及焊縫金屬中有馬氏體組織等因素密切相關。在彎曲時,焊縫金屬中存在的非金屬夾雜物形成裂源,在小線能量焊接時焊道間熱影響區組織中存在的大量粗大馬氏體組織,使焊縫金屬在裂紋萌生區和開始擴展階段為解理斷裂。在大電流mag焊時,適當增大線能量以利于非金屬夾雜物的逸出并避免馬氏體的形成,降低焊縫金屬中的c、ti含量,從而改善接頭韌性。
鋼制焊接并門NC MAG焊接的研究 鋼制焊接并門NC MAG焊接的研究
格式:pdf
大小:116KB
頁數:未知
論述了閥門電傳統的鑄造閥門改為焊接閥門后,根據產品結構特點,設計研制了三臺數控自動焊接機床。在焊接工藝試驗研究基礎上,實現了聯結體的環縫,閥體與閥桿座的馬鞍形焊縫,聯接體與閥體的環角焊縫的數控mag焊接,產品經檢驗,完全滿足使用性能要求。
編輯推薦下載

MAG焊絲
格式:pdf
大小:150KB
頁數:14P
4.6
詳細介紹: 碳鋼及低合金鋼用mag焊絲 chw-65a 產品描述: chw-65a 符合:gber55-g 相當:awser80s-g 說明:chw-65a是600mpa級低合金高強鋼用氣保焊絲。具良好的全位置焊接工藝性能,焊絲在立、仰、 橫等位置也有良好的可焊性,滿足了諸如水工大型鋼結構、船舶、電站、鍋爐、石化等大型焊接產品 的現場生產、安裝的焊接需要。 用途:采用富氬混合氣體保護廣泛用于水工大型鋼結構、船舶、電站、鍋爐及壓力容器、石油化工、 工程機械、、起重運輸設備等各領域600mpa級低合金高強鋼的焊接,如hiten610u2、62cf、15mnvn、 bhw35等相應強度級別的鋼材。 焊絲化學成份典型值(%): cmnsispcr mocu tib 0.

MAG焊焊接接頭的研究
格式:pdf
大小:144KB
頁數:7P
4.7
mag焊焊接接頭的研究 通過理論分析和焊接對比試驗,提出了適合mag焊焊接特點的焊接接頭設計的一 些原則,這些原則對提高焊接生產率,降低成本,具有較大的實用價值。 1提出問題 mag(metalaativegasarewelding)焊是熔化極活性氣體保護電弧焊的英文簡 稱。它是在氬氣中加入少量的氧化性氣體(氧氣,二氧化碳或其混合氣體)混合 而成的一種混合氣體保護焊。目前我國常用的是80%ar+20%二氧化碳的混合氣體, 由于混合氣體中氬氣占的比例較大,故常稱為富氬混合氣體保護焊。mag焊既有 氬弧焊的特點,如電弧穩定、飛濺少,易獲得噴射過渡,又具有氧化性,克服了 純氬弧焊時表面張力過大,液體金屬粘稠,斑點漂移等問題,改善了焊縫成形。 同時在氬氣中加入的二氧化碳,加劇了電弧中的氧化反應,氧化反應放出的熱量, 增加了熔深,提高了焊絲熔化系數。因此mag焊現已在焊
雙絲脈沖MAG焊兩種電流相位關系的焊接行為分析熱門文檔
細絲大電流MAG焊的熔滴過渡機制 細絲大電流MAG焊的熔滴過渡機制
格式:pdf
大小:1.1MB
頁數:6P
4.8
借助高速攝像分析了兩種常規混合氣體(80%ar+20%co2和98%ar+2%o2)保護的細絲大電流mag焊的基本特點,研究了焊絲伸出長度和保護氣體成分對第二臨界電流的影響規律,揭示了細絲大電流mag焊的熔滴過渡機制.同時詳細地分析了離心破斷過渡、混合過渡和旋轉短路過渡的產生條件和形成過程.并指出了80%ar+20%co2氣體保護的細絲大電流mag焊之所以無法應用的根本所在,從而確立了98%ar+2%o2氣體保護的細絲大電流mag焊實現高效化焊接的可行性.
大電流MAG焊焊縫金屬的沖擊韌性
格式:pdf
大小:738KB
頁數:5P
4.7
第20卷第3期 2006年9月 vo1.20no.3 sept.2006 河海大學常州分校學報 journalofhohaiuniversitychangzhou 文章編號:1009-1130(2006)03-05-5 大電流mag焊焊縫金屬的沖擊韌性 包曄峰1,蔣永鋒1,薛猛1,阮星誼2 (1.河海大學機電工程學院,江蘇常州213022;.上海寶山鋼鐵股份有限公司冷軋廠,上海200941) 摘要:探討大電流mag焊焊縫金屬的沖擊韌性.對在4種不同工藝條件下運用大電流mag焊得到的焊縫金屬進 行低溫沖擊試驗.試驗結果表明,采用不同的焊接材料和不同的焊接參數,試樣的沖擊韌性差別較大.通過化學成分 分析和光學顯微鏡觀察得出:當焊縫金屬的c、si、ti含量過大時,會產生脆而粗大的貝氏體組織,韌性較差;當c、si、
鋼結構兩種焊接成型工藝分析 鋼結構兩種焊接成型工藝分析
格式:pdf
大小:169KB
頁數:未知
4.6
在鋼結構制造過程中,焊縫通常采用碳弧氣刨反面清根和焊接陶瓷襯墊免清根兩種工藝。從焊縫質量、焊接效率、焊接成本、環境影響等幾個方面進行了分析比較,從而得出結論,焊接陶瓷襯墊免清根工藝優勢明顯。
電流控制雙PWM焊接電源研究 電流控制雙PWM焊接電源研究
格式:pdf
大小:133KB
頁數:未知
4.5
電網污染已經越發得引起人們的重視,隨著相關諧波限制標準的出臺和推廣應用,用逆變焊機進行功率因數校正進行抑制諧波已經成為發展潮流,所以本文從雙pwm焊接電源的工作原理出發,對構建其仿真模型及波形試驗進行了分析。
電流控制雙PwM焊接電源研究 電流控制雙PwM焊接電源研究
格式:pdf
大小:104KB
頁數:未知
4.3
電網污染已經越發得引起人們的重視,隨著相關諧波限制標準的出臺和推廣應用,用逆變焊機進行功率因數校正進行抑制諧波已經成為發展潮流,所以本文從雙pwm焊接電源的工作原理出發,對構建其仿真模型及波形試驗進行了分析。
雙絲脈沖MAG焊兩種電流相位關系的焊接行為分析精華文檔
MAG焊焊接接頭的分析及在鋼橋制作中的應用 MAG焊焊接接頭的分析及在鋼橋制作中的應用
格式:pdf
大小:178KB
頁數:未知
4.4
0概要mag(metalaativegasarewelding)焊是熔化極活性氣體保護電弧焊的英文簡稱。它是在氬氣中加入少量的氧化性氣體(氧氣、二氧化碳或其混合氣體)混合而成的一種混合氣體保護焊。目前,我國常用的是80%ar+20%co2的混合氣體。mag焊既有氬弧焊的特點,如電弧穩定、飛濺少,易獲得噴射過渡,又具有氧化性,克服了純氬弧焊時表面張力過大,液體金屬粘稠,斑點漂移等問題,改善了焊縫成形。同時在氬氣中加入的二氧化碳,加劇了電弧中的氧化反應,氧化反應放出的熱量,增加了熔深,提高了焊絲熔化系數。因此mag焊在鋼結構制造中得到了廣泛的應用。但是,目前在mag焊接頭設計中,人們仍沿用
不銹鋼藥心焊絲MAG焊接工藝在工程中的應用 不銹鋼藥心焊絲MAG焊接工藝在工程中的應用
格式:pdf
大小:164KB
頁數:4P
4.5
不銹鋼管道焊接施工普遍采用鎢極氬弧焊打底,焊條電弧焊填充蓋面;但這種工藝效率低、成本高,焊接操作難度大,制約了焊接施工進度。為了滿足生產需要,在某常減壓裝置設備、管道安裝施工中,采用了不銹鋼藥芯焊絲mag焊接工藝,保證了焊接質量,提高了生產效率,降低了施工成本。
各種焊接電流大小
格式:pdf
大小:39KB
頁數:2P
4.6
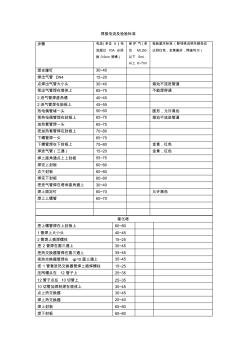
焊接電流及檢驗標準 催化塔 把上螺管焊在上封板上60~80 1管焊上大小頭40~45 2管焊上插焊螺柱15~25 把2管焊在圓三通上30~45 把熱交換器管焊在圓三通上35~45 把熱交換器管焊在φ10圓三通上35~45 把1管套進熱交換器管焊上插焊螺柱15~25 壓網帽點在12管子上25~35 12管子點在10切管上25~35 10切管加焊料焊在塔體上30~45 點上熱交換器30~45 焊上熱交換器20~40 焊上封板60~80 焊下封板60~80 步驟電流(單位a)(電 流超過70a必須 換0.9cm噴嘴) 保護氣(單 位ml)50 以下5ml, 以上6~7ml 檢驗基本標準(除特殊說明外顏色應 達到紅色,金黃最好,焊縫均勻) 焊支撐釘30~40 焊出氣管dn415~20 點焊出
鋁合金超聲-MIG焊接電弧行為 鋁合金超聲-MIG焊接電弧行為
格式:pdf
大小:544KB
頁數:4P
4.3
文中對鋁合金超聲-mig焊接電弧行為作了系統研究.試驗主要關注超聲電弧在不同送絲速度和電壓變化條件下的響應情況.結果表明,超聲電弧的壓縮效果對焊接參數存在一定選擇性.在給定試驗中,隨著送絲速度的增加,壓縮效果逐漸減弱.結合試驗對電弧的自調節進行了分析,相對普通mig焊接,超聲電弧電場強度和溫度都極大提高,顯示出更強的焊接穩定性特點.
兩種銅磷釬料對紫銅釬焊的焊接性能和焊縫組織對比 兩種銅磷釬料對紫銅釬焊的焊接性能和焊縫組織對比
格式:pdf
大小:1.2MB
頁數:4P
4.3
對國產bcu80pag釬料和德國進口l-ag15p釬料進行了化學成分、熔化性能、潤濕性試驗,并比較了這兩種銅磷釬料對紫銅釬焊焊接接頭的力學性能和焊縫組織。結果表明:l-ag15p釬料的成分均勻性和潤濕性要好于bcu80pag的,其熔化區間較窄;兩種釬料焊接接頭的力學性能相當;兩種釬料所形成焊縫的顯微組織主要都是亞共晶,初生相為富銀和磷的-αcu固溶體,共晶體組分為-αcu固溶體和cu3p化合物。
雙絲脈沖MAG焊兩種電流相位關系的焊接行為分析最新文檔
直流熔化極焊接中的電弧磁偏吹行為探討 直流熔化極焊接中的電弧磁偏吹行為探討
格式:pdf
大小:94KB
頁數:2P
4.4
直流熔化極焊接中的電弧磁偏吹行為探討李萌盛合肥工業大學(安徽合肥230009)1電弧磁偏吹現象的觀察生產中可以觀察到下列現象:(1)在圓柱形筒體縱縫焊接過程中,偏吹發生在縱縫兩端,尤其在終端較為明顯。起弧時,電弧偏吹方向與焊接方向相同。在筒體中間部位...
直流脈沖MIG焊機系統及其焊接電弧 直流脈沖MIG焊機系統及其焊接電弧
格式:pdf
大小:782KB
頁數:未知
4.5
直流脈沖mig焊機其igbt逆變控制輸出焊接電弧電流及電壓,單片機控制系統完成焊接參數控制、焊接程序控制、以及焊接條件設置及焊接參數設置等控制任務;控制系統還包括送絲控制系統、igbt驅動電路及保護電路等。本文采用高速攝像及焊接電流電壓波形測試研究表明,直流脈沖mig焊機焊接鋁合金的一脈一滴熔滴過渡穩定;焊接鋁合金試驗表明,焊接過程穩定,達到了良好的焊接質量。
直接電流控制雙PWM焊接電源研究 直接電流控制雙PWM焊接電源研究
格式:pdf
大小:225KB
頁數:未知
4.6
大量使用常規逆變焊機會引起電網諧波,從而污染電網。隨著人們對電網污染認識的不斷加深及相關諧波限制標準的出臺與實施,逆變焊機的功率因數校正及諧波抑制勢在必行。提出一種基于直接電流控制的雙pwm焊接電源的方法,并制作了樣機進行小功率實驗。實驗結果表明,該方法可有效提高功率因數并抑制網側電流諧波。
雙PWM焊接電源直接電流控制仿真研究 雙PWM焊接電源直接電流控制仿真研究
格式:pdf
大小:177KB
頁數:未知
4.4
常規逆變焊機的大量使用會引起諧波污染電網,并導致功率因數降低。隨著相關諧波限制標準的出臺和實施以及人們對電網污染認識的不斷加深,對逆變焊機進行功率因數校正、抑制諧波產生勢在必行。文中提出了一種基于直接電流控制雙pwm焊接電源,通過仿真證明可有效提高功率因數并抑制網側電流諧波。
膜式水冷壁管屏平仰角脈沖MAG雙面焊接工藝研究 膜式水冷壁管屏平仰角脈沖MAG雙面焊接工藝研究
格式:pdf
大小:83KB
頁數:3P
4.6
詳細討論了鍋爐膜式水冷壁管屏平仰角mag雙面焊接的工藝及規范,并進行了工藝試驗。工藝評定結果表明,采用該規范焊制的膜式水冷壁產品成形美觀,導熱性能符合要求。
兩種合金鋼管的焊接試驗及施工 兩種合金鋼管的焊接試驗及施工
格式:pdf
大小:367KB
頁數:3P
4.7
大慶油田甲醇廠轉化爐上的集氣管線是由2種材質(1cr18ni9ti、12cr1mov)、3種規格(φ159×8mm、φ25×3mm、φ45×9.5mm)的管材所組成。焊接接頭型式分為3種(對接、插接、套接),其中有同種鋼材焊接,也有異種鋼材焊接。管內介質為可燃氣體,工作溫度為480~510℃,正常工作壓力為120mpa。
雙電極焊條兩芯間距和焊接電流對單弧焊工藝的影響
格式:pdf
大小:206KB
頁數:4P
3
雙電極焊條兩芯間距和焊接電流對單弧焊工藝的影響——研究了鈦鈣型雙電極焊條的兩芯間距和焊接電流對單弧焊工藝的影響.研究結果表明,鈦鈣型雙電極焊條的兩芯間距是控制焊接電壓的最重要因素,焊接時調節雙電極焊條與工件間距離對電弧電壓影響很小,隨雙電極焊...
Q345鋼的MAG焊接接頭組織及力學性能分析 Q345鋼的MAG焊接接頭組織及力學性能分析
格式:pdf
大小:192KB
頁數:3P
4.4
采用mag焊接方法制備了不同厚度q345鋼平板對接焊件,分別對其進行拉伸、沖擊、彎曲力學性能測試,并對焊縫區域進行顯微組織觀察,最后采用盲孔法測量焊接試樣的殘余應力。測試結果表明:12mm/12mm焊接試樣的綜合力學性能明顯優于10mm/12mm與10mm/10mm焊接試樣。在焊縫中心處10mm/12mm焊件縱向殘余應力σx和橫向殘余應力σy均大于12mm/12mm焊件與10mm/10mm焊件殘余應力。
雙絲脈沖MAG焊兩種電流相位關系的焊接行為分析相關
文輯推薦
知識推薦
百科推薦


職位:電氣給排水暖通工程師
擅長專業:土建 安裝 裝飾 市政 園林


