




擦色漆工藝
格式:pdf
大小:14KB
頁(yè)數(shù):3P
擦色漆工藝流程 首先木器漆做出來(lái)的效果分三種,一、清漆二、混油三、顯紋 顯紋分二種:一修色二擦色 修色與擦色又分三種情況:一、開放式漆二、半封閉三、全封閉 開放漆與封閉漆最常見的區(qū)別:開放漆您摸上去有紋理的凹凸感,一般用水曲柳飾面做的比較多,因?yàn)樗?木紋紋理要深容易做開放漆,封閉漆就是家中最常見的盡管有木紋但是表面摸上去是平滑的 封閉漆的效果就是要求漆膜豐滿度要高,通俗的說(shuō),就是漆刷得越厚越好,手感要求要光滑。而開放式的效果就 是要求在滿足漆膜應(yīng)有的對(duì)板材足夠的保護(hù)作用的前梳下,豐滿度越低越好(也就是漆膜越薄越好),盡可能地保 留板材的原始木紋(俗稱顯紋)。 具體施工方面,如果希望做封閉式效果,那么底漆多刷幾道,一些紋理較深的板材還可以酌情批刮膩?zhàn)印6绻?希望做開放式的效果,則盡可能少刷底漆。由于產(chǎn)品的特性,水性漆做開放式效果比油漆要好很多,但是如果要求 做封閉式效果
擦色漆工藝介紹
格式:pdf
大小:76KB
頁(yè)數(shù):7P
擦色漆 顯底擦色、顯面修色、顯板材底紋、不顯板材毛孔、透明清面漆。目錄 擦色漆分類 擦漆封閉式 1、用360#砂紙收邊,打毛刺等白胚處理,要求順著飾面板的紋理打磨,嚴(yán)禁按紋理橫 向打磨。 2、刷封閉底漆,配比1:0.5:1.6~2.0(主:固:稀)要求厚薄均勻,無(wú)流掛,無(wú)粗顆 粒等缺陷,夏季1小時(shí),冬季3小時(shí)可以進(jìn)行下到工序。 3、用水性原子灰滿刮,色度按擦色定。 4、用360砂紙打磨,順著飾面板的紋理打磨,嚴(yán)禁按紋理橫向打磨,無(wú)毛刺,無(wú)灰疤, 余灰清理干凈。 5、擦色,用羊毛刷在板面上刷一遍擦色劑后,用抹布順著紋理擦均勻,收干凈,無(wú)流 掛。夏季1個(gè)小時(shí),冬季3個(gè)小時(shí)可以進(jìn)行下道工序。 6、噴涂pu清底漆:1:0.5:0.6~0.8(主劑:固化劑:稀釋劑)要求厚薄均勻、豐滿、 無(wú)顆粒、無(wú)流掛等缺陷。 7、補(bǔ)灰:補(bǔ)針眼、補(bǔ)收縮、在底漆表面干后進(jìn)行,夏季2個(gè)小時(shí)用油
編輯推薦下載
UV啞光漆生產(chǎn)工藝
格式:pdf
大小:15KB
頁(yè)數(shù):1P
 4.6
4.6
tc 深圳市******有限公司文件編號(hào):tc-wi-12-25 作業(yè)指導(dǎo)書版本/狀態(tài):c/0 uv啞光漆生產(chǎn)工藝頁(yè)碼:1/1 1、適用范圍 適用于uv啞光漆的生產(chǎn)工序。 2、使用班組 2.1生產(chǎn)配料班 3、操作程序 3.1開車前檢查分散盤與主機(jī)的連接是否緊密,不能有松動(dòng),清洗分散盤。 3.2打開排風(fēng)扇和抽風(fēng)機(jī)保證通風(fēng),檢查電器系統(tǒng)是否完好。 3.3啞粉分散:先投樹脂、分散劑a58,分散5-10分鐘,后投啞光粉,高 速分散50分鐘至細(xì)度≤10微米,ok。 3.4溶解光引劑:用c19溶解光引發(fā)劑,攪拌10-15分鐘,至無(wú)任何目視 可見顆粒為止,過(guò)濾500目到uv樹脂缸中。 3.5最后下流平劑、剩余的稀釋劑,攪拌10分鐘,至均勻,檢驗(yàn)合格包裝。 3.6在開機(jī)過(guò)程中,高速分散機(jī)附近要有人看守,嚴(yán)禁設(shè)備在無(wú)人看守的 情況

色漆生產(chǎn)工藝熱門文檔
擦色漆工藝流程.
格式:pdf
大小:7KB
頁(yè)數(shù):3P
4.5
擦色漆工藝流程 首先木器漆做出來(lái)的效果分三種,一、清漆二、混油三、顯紋 顯紋分二種:一修色二擦色 修色與擦色又分三種情況:一、開放式漆二、半封閉三、全封閉 開放漆與封閉漆最常見的區(qū)別:開放漆您摸上去有紋理的凹凸感,一 般用水曲柳飾面做的比較多,因?yàn)樗哪炯y紋理要深容易做開放 漆,封閉漆就是家中最常見的盡管有木紋但是表面摸上去是平滑的 封閉漆的效果就是要求漆膜豐滿度要高,通俗的說(shuō),就是漆刷得越厚 越好,手感要求要光滑。而開放式的效果就是要求在滿足漆膜應(yīng)有的對(duì) 板材足夠的保護(hù)作用的前梳下,豐滿度越低越好(也就是漆膜越薄越 好),盡可能地保留板材的原始木紋(俗稱顯紋)。 具體施工方面,如果希望做封閉式效果,那么底漆多刷幾道,一些紋 理較深的板材還可以酌情批刮膩?zhàn)印6绻M鲩_放式的效果,則盡 可能少刷底漆。由于產(chǎn)品的特性,水性漆做開放式效果比油漆要好很 多,但是如果要求做封閉式效

擦色漆工藝流程
格式:pdf
大小:7KB
頁(yè)數(shù):2P
4.7
擦色漆工藝流程 首先木器漆做出來(lái)的效果分三種,一、清漆二、混油三、顯紋 顯紋分二種:一修色二擦色 修色與擦色又分三種情況:一、開放式漆二、半封閉三、全封閉 開放漆與封閉漆最常見的區(qū)別:開放漆您摸上去有紋理的凹凸感,一般用水曲柳飾面做的 比較多,因?yàn)樗哪炯y紋理要深容易做開放漆,封閉漆就是家中最常見的盡管有木紋但 是表面摸上去是平滑的 封閉漆的效果就是要求漆膜豐滿度要高,通俗的說(shuō),就是漆刷得越厚越好,手感要求要光 滑。而開放式的效果就是要求在滿足漆膜應(yīng)有的對(duì)板材足夠的保護(hù)作用的前梳下,豐滿度越 低越好(也就是漆膜越薄越好),盡可能地保留板材的原始木紋(俗稱顯紋)。 具體施工方面,如果希望做封閉式效果,那么底漆多刷幾道,一些紋理較深的板材還可以 酌情批刮膩?zhàn)印6绻M鲩_放式的效果,則盡可能少刷底漆。由于產(chǎn)品的特性,水性漆 做開放式效果比油漆要好很多,但是如果要
擦色漆工藝流程
格式:pdf
大小:43KB
頁(yè)數(shù):4P
4.5
擦色漆工藝流程 首先木器漆做出來(lái)的效果分三種,一、清漆二、混油三、顯紋 顯紋分二種:一修色二擦色 修色與擦色又分三種情況:一、開放式漆二、半封閉三、全封閉 開放漆與封閉漆最常見的區(qū)別:開放漆您摸上去有紋理的凹凸感,一般用水曲柳飾面做的 比較多,因?yàn)樗哪炯y紋理要深容易做開放漆,封閉漆就是家中最常見的盡管有木紋但 是表面摸上去是平滑的 封閉漆的效果就是要求漆膜豐滿度要高,通俗的說(shuō),就是漆刷得越厚越好,手感要求要光 滑。而開放式的效果就是要求在滿足漆膜應(yīng)有的對(duì)板材足夠的保護(hù)作用的前梳下,豐滿度越 低越好(也就是漆膜越薄越好),盡可能地保留板材的原始木紋(俗稱顯紋)。 具體施工方面,如果希望做封閉式效果,那么底漆多刷幾道,一些紋理較深的板材還可以 酌情批刮膩?zhàn)印6绻M鲩_放式的效果,則盡可能少刷底漆。由于產(chǎn)品的特性,水性漆 做開放式效果比油漆要好很多,
聚酯清漆的生產(chǎn)工藝設(shè)計(jì)
格式:pdf
大小:242KB
頁(yè)數(shù):9P
4.7
一.前言 隨著化工工業(yè)的興起,我國(guó)聚酯清漆的生產(chǎn)工藝逐步提高,其發(fā)展前景也十 分樂(lè)觀。聚酯清漆的應(yīng)用在人民生活和工業(yè)領(lǐng)域中隨處可見。 1941年英國(guó)j.r.whenfield和j.t.dikson以對(duì)苯二甲酸和乙二醇為原 料,首次合成了據(jù)對(duì)苯二甲酸乙二酯(聚酯),并制成了聚酯纖維。迄今 為止五十余年。聚酯樹脂主要用于生產(chǎn)聚酯纖維(滌綸),同時(shí)作為非纖 維的薄膜、塑料、包裝容器、粘合劑、涂料制品等廣泛應(yīng)用于輕工、機(jī)械、 電子、食品包裝等工業(yè)領(lǐng)域。為適合市場(chǎng)需要,還開發(fā)并生產(chǎn)了大量改性 聚酯品種。近年來(lái)聚酯的纖維及纖維制品的生產(chǎn)機(jī)應(yīng)用在國(guó)民經(jīng)濟(jì)的發(fā)展 中已占有重要的地位。 聚酯具有優(yōu)良的物理、化學(xué)和機(jī)械性能。工業(yè)化生產(chǎn)以來(lái),在國(guó)民經(jīng) 濟(jì)中應(yīng)用極廣。由于它可紡性好,纖維織物有良好的服用性,耐皺、挺括、 洗可穿,而且價(jià)格適宜,受到人們的歡迎,聚酯工業(yè)絲也獲得了廣泛應(yīng)用。 所以聚酯纖維
色漆生產(chǎn)工藝精華文檔
免漆門生產(chǎn)工藝流程 (2)
格式:pdf
大小:12KB
頁(yè)數(shù):1P
4.7
免漆門生產(chǎn)工藝流程 免漆門生產(chǎn)工藝流程 1裁板用材:中度纖維板厚度規(guī)格:8mm,6mm;裁板時(shí)材料在客戶訂單尺寸基礎(chǔ)上長(zhǎng) +2.5cm寬度-0.6cm 2開槽開燕尾槽,為了裝縫邊條 3貼板有玻璃門時(shí)才貼板 4電腦造型雕刻根據(jù)客戶造型要求進(jìn)行電腦設(shè)計(jì),雕刻 5人工打磨對(duì)雕刻部分進(jìn)行人工打磨 6噴膠壓縮機(jī)均勻噴膠,為了粘固pvc膜 7真空高溫附pvc膜把pvc膜在200攝氏度左右溫度下通過(guò)真空環(huán)境覆壓在密度 板上,時(shí)間為2分鐘左右,pvc膜的顏色:黑胡桃紅胡桃金線紅木老紅木紅櫻桃 銀杉泰柚柚木楓木沙比利鐵桃木淺橡白水曲柳純 8組裝填料組裝把縫邊條壓入燕尾槽 9壓榨用冷壓機(jī)壓榨使膠水凝固夏天6小時(shí)左右,冬天12小時(shí)左右 10裁邊根據(jù)客戶所訂尺寸裁邊 11門鎖打孔打門鎖孔 12整理包裝進(jìn)行產(chǎn)品表面整理產(chǎn)

免漆門生產(chǎn)工藝流程
格式:pdf
大小:12KB
頁(yè)數(shù):1P
4.4
1 免漆門生產(chǎn)工藝流程 免漆門生產(chǎn)工藝流程 1裁板用材:中度纖維板厚度規(guī)格:8mm,6mm;裁板時(shí)材料在客戶訂單尺寸基礎(chǔ) 上長(zhǎng)+2.5cm寬度-0.6cm 2開槽開燕尾槽,為了裝縫邊條 3貼板有玻璃門時(shí)才貼板 4電腦造型雕刻根據(jù)客戶造型要求進(jìn)行電腦設(shè)計(jì),雕刻 5人工打磨對(duì)雕刻部分進(jìn)行人工打磨 6噴膠壓縮機(jī)均勻噴膠,為了粘固pvc膜 7真空高溫附pvc膜把pvc膜在200攝氏度左右溫度下通過(guò)真空環(huán)境覆壓在密 度板上,時(shí)間為2分鐘左右,pvc膜的顏色:黑胡桃紅胡桃金線紅木老紅木紅櫻 桃銀杉泰柚柚木楓木沙比利鐵桃木淺橡白水曲柳純 8組裝填料組裝把縫邊條壓入燕尾槽 9壓榨用冷壓機(jī)壓榨使膠水凝固夏天6小時(shí)左右,冬天12小時(shí)左 右 10裁邊根據(jù)客戶所訂尺寸裁邊 11門鎖打孔打門鎖孔 12整理包裝進(jìn)行產(chǎn)品表面整理
乳膠漆的生產(chǎn)工藝(含內(nèi)外墻)
格式:pdf
大小:65KB
頁(yè)數(shù):6P
4.8
內(nèi)外墻乳膠漆生產(chǎn)工藝 1顏填料等固體粉料的分散研磨 1.1生產(chǎn)乳膠漆常用的分散研磨設(shè)備 乳膠漆的分散設(shè)備常用的是高速分散機(jī),對(duì)于高速分散機(jī)仍無(wú)法解聚的顏料聚集體還要進(jìn) 行研磨。研磨是對(duì)分散的補(bǔ)充,目的并不是將粗顆粒磨成細(xì)顆粒,而是向大量的初級(jí)粒子 聚集在一起形成的難以分散的粒子團(tuán)施加高剪切力,使之分散開。常用的研磨設(shè)備有砂磨 機(jī)、三輥研磨機(jī)、球磨機(jī)、膠體磨等。 1)砂磨機(jī) 該機(jī)械對(duì)顆粒細(xì)而又易分散的合成顏料、粗顆粒或微粉化的天然顏料和填料等易流動(dòng)的漆 漿都是高效的分散設(shè)備。其生產(chǎn)能力高,液料揮發(fā)少,能連續(xù)生產(chǎn)。砂磨機(jī)分散工藝一般 需要在附有高速分散機(jī)的預(yù)混合罐中先進(jìn)行研磨色漿的預(yù)混合,再以砂磨機(jī)研磨分散至要 求細(xì)度。砂磨機(jī)用于加工炭黑等顆粒細(xì)而難分散的合成顏料時(shí)生產(chǎn)效率低,不適于生產(chǎn)膏 狀或厚漿狀的懸浮分散體。此外,經(jīng)過(guò)砂磨機(jī)的料需要有足夠的數(shù)量,不然清洗有色漿料 易造成浪費(fèi)。 2)球
油漆生產(chǎn)工藝操作規(guī)程
格式:pdf
大小:20KB
頁(yè)數(shù):5P
4.8
漆業(yè)生產(chǎn)操作工藝流程 一、金屬鋁粉漆 一、金屬鋁粉、珠光粉漆 1、到倉(cāng)庫(kù)領(lǐng)鋁粉、珠光粉時(shí)必須要兩個(gè)人,如一個(gè)人領(lǐng)鋁粉等 材料倉(cāng)管員必須在場(chǎng)監(jiān)管,再稱鋁粉、珠光粉,生產(chǎn)工藝卡上的型號(hào) 與原料桶上的型號(hào)必須一致方可使用。 2、浸泡鋁粉、珠光粉時(shí)要按生產(chǎn)工藝卡上的數(shù)量準(zhǔn)確加入,泡 鋁粉的溶劑不能少于配方量的95%,并在生產(chǎn)工藝卡上寫上實(shí)際加入 的數(shù)量。 3、鋁粉必須要浸泡8-10小時(shí)后,《浸泡鋁粉時(shí)是否有鋁粉溶劑 沒(méi)有浸泡到》,攪拌(低速分散)均勻再生產(chǎn)時(shí)可以加入。 4、在生產(chǎn)前先要檢查油漆缸是否干凈,在按生產(chǎn)工藝卡上的數(shù) 量投量生產(chǎn)。 ①先準(zhǔn)確加入樹脂、nc、防沉漿、色漿等材料高速分散 800-1000轉(zhuǎn)/10-15分鐘 ②油漆有消光粉分散時(shí)間要15-20分鐘 ③確定油漆已分散均勻再加入分散均勻的鋁銀漿 ④鋁銀漿加入后高速人散機(jī)轉(zhuǎn)速為500-700轉(zhuǎn)攪拌5-10
 過(guò)氯乙烯底漆磨漿法生產(chǎn)工藝的研究
過(guò)氯乙烯底漆磨漿法生產(chǎn)工藝的研究 過(guò)氯乙烯底漆磨漿法生產(chǎn)工藝的研究
格式:pdf
大小:123KB
頁(yè)數(shù):3P
4.5
介紹了在過(guò)氯乙烯樹脂液中加入適量醛酮樹脂液和二甲苯甲醛樹脂,采用磨漿法生產(chǎn)過(guò)氯乙烯底漆的生產(chǎn)工藝。
色漆生產(chǎn)工藝最新文檔
真石漆生產(chǎn)工藝流程圖
格式:pdf
大小:22KB
頁(yè)數(shù):1P
4.4
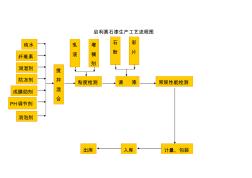
啟利真石漆生產(chǎn)工藝流程圖 純水 纖維素 潤(rùn)濕劑 防凍劑 成膜助劑 ph調(diào)節(jié)劑 消泡劑 攪 拌 混 合 粘度檢測(cè)調(diào)漆常規(guī)性能檢測(cè) 石 粉 彩 片 計(jì)量、包裝入庫(kù)出庫(kù) 乳 液 增 稠 劑
抗堿封閉不透明底漆生產(chǎn)工藝
格式:pdf
大小:20KB
頁(yè)數(shù):2P
4.7
抗堿封閉不透明底漆生產(chǎn)工藝 1、抗堿封閉不透明底漆配方: 原料配方/kg 分散劑2 潤(rùn)濕劑1.5 丙二醇10 防腐劑1.5 消泡劑3 鈦白粉48 重質(zhì)碳酸鈣47 滑石粉20 抗堿乳液550 醇酯十二25 增稠劑5 增粘增稠劑2 氨水適量 水加至1000 抗堿封閉不透明底漆,該產(chǎn)品具有超強(qiáng)的滲透性、封閉性;對(duì)墻體附著力好,防滲透; 具有一定的遮蓋力,可以減少面漆的使用量。 2、生產(chǎn)工藝: ①打粉漿: a.備好攪拌分散機(jī),開動(dòng)攪拌機(jī)(調(diào)轉(zhuǎn)速為200r/min左右),在干凈的拉缸中依次按 量加入分散劑、潤(rùn)濕劑、丙二醇、防腐劑、消泡劑和210kg水,加完后將攪拌機(jī)提速至400~ 500r/min,保持20min左右,至助劑分散均勻。 b.依次按量緩慢加入鈦白粉、重質(zhì)碳酸鈣和滑石粉,加完后,將攪拌機(jī)提
漆包線生產(chǎn)工藝流程
格式:pdf
大小:10KB
頁(yè)數(shù):4P
4.6
漆包線生產(chǎn)工藝流程 銅線的拉伸:原材料一般為φ8的無(wú)氧銅桿,經(jīng)過(guò)拉伸機(jī)的拉伸后,外徑變小,得到我們所需 要規(guī)格大小的銅線.拉伸的次數(shù)越多,線經(jīng)變得越小. 漆包線生產(chǎn)工藝流程 拉伸過(guò)程:大拉:φ8經(jīng)過(guò)拉伸機(jī)的拉伸后變?yōu)棣?.2或φ2.6此過(guò)程稱為大拉.粗拉:φ3.20 或φ2.60,經(jīng)過(guò)拉伸機(jī)的拉伸后可獲得φ1.00(約為awg#18).中拉:φ1.00(約awg#18),經(jīng) 過(guò)拉伸機(jī)的拉伸后可獲得φ0.50.細(xì)拉:φ0.50經(jīng)過(guò)拉伸機(jī)的拉伸后可獲得φ0.10微拉:φ 0.10經(jīng)過(guò)拉伸機(jī)的拉伸后可獲得φ0.02 漆包線生產(chǎn)工藝流程 漆包線之生產(chǎn)工藝流程伸線→退火→卷取→細(xì)伸→燒燉→水洗→烘幹→冷卻→上漆→烘烤 →冷卻→捲取 漆包線種類 uew—聚胺酯漆包銅線 耐溫等級(jí):130℃,155℃,180℃絕緣說(shuō)明:
 松根瀝青防腐漆生產(chǎn)工藝介紹
松根瀝青防腐漆生產(chǎn)工藝介紹 松根瀝青防腐漆生產(chǎn)工藝介紹
格式:pdf
大小:163KB
頁(yè)數(shù):2P
4.8
松樹砍伐后遺留下的根基部分,經(jīng)干餾加工生產(chǎn)出的松根松節(jié)油,代替200號(hào)汽油,被廣泛使用到油漆行業(yè)的醇酸、酚醛、天然及腰果類油漆生產(chǎn)中。但副產(chǎn)的松根瀝青,長(zhǎng)期以來(lái)由于不能利用,而被大量積壓與拋棄,給環(huán)境造成嚴(yán)重污染。為此,我們從1982年開始進(jìn)行研究試驗(yàn),經(jīng)多次反復(fù)篩選,制定了切實(shí)可行的配方工藝,成功地生產(chǎn)了松根瀝青防腐漆。該產(chǎn)品與同類型的石油瀝青、煤焦瀝青防腐漆比較,成本低廉,價(jià)格下降40%,可以廣泛應(yīng)用于水下工程項(xiàng)目、鐵路枕木涂刷、地下水管道及船只的防腐防銹涂刷。由于生產(chǎn)工藝簡(jiǎn)單,原料易
多功能隔熱防水漆及生產(chǎn)工藝 多功能隔熱防水漆及生產(chǎn)工藝
格式:pdf
大小:93KB
頁(yè)數(shù):未知
4.8
(cn1600823)本發(fā)明是一種用于建筑方面的隔熱防水涂料及生產(chǎn)工藝,特別是一種多功能隔熱防水漆及生產(chǎn)工藝。其成分包括熱水、聚乙烯醇、水玻璃(泡化堿)、鹽酸、甲醛、丙烯酸乳液、消泡劑(磷酸三丁酯)、分散劑(磷酸三鈉)、增稠劑(聚丙烯酰胺)、燒堿水、體質(zhì)顏料。其生產(chǎn)工藝如下將聚乙烯醇溶于熱水。然后加入水玻璃(泡化堿)、鹽酸和甲醛,經(jīng)低溫反應(yīng)即為基料,于基料中加入體質(zhì)顏料及消泡劑(磷酸三丁酯)、分散劑(磷酸三鈉),經(jīng)高速攪拌混合,然后再加入增稠劑(聚丙烯酰胺)均勻調(diào)和,在調(diào)和料中加入燒堿水,
閃水立面墻面漆及其生產(chǎn)工藝 閃水立面墻面漆及其生產(chǎn)工藝
格式:pdf
大小:70KB
頁(yè)數(shù):未知
4.7
(cn1569984)本發(fā)明屬于涂料領(lǐng)域,特別是涉及一種閃水立面墻面漆及其生產(chǎn)工藝。本發(fā)明所述的閃水立面墻面漆,各原料組分及重量百分比為:苯丙乳液23~44,立德粉23-27,鈦白粉1.9-9.0,滑石粉4.5~9、6,分散劑0、7~0.8,防腐劑0.2-0.3,流平劑0.4-0.5,成膜劑1.5~2,增稠劑0.9~1.5,水性臘4.8-10、6,增滑劑0.2~0.4,消泡劑0.3-0.4,水3.7~28.8。本發(fā)明能達(dá)到象荷葉閃水一樣的立面效果,所形成的漆膜密度高、不吸水,水在漆膜表面形成水珠而不滲入,

水性多彩漆的生產(chǎn)工藝
格式:pdf
大小:81KB
頁(yè)數(shù):2P
4.6
http://www.***.*** 水性多彩漆的生產(chǎn)工藝 制備水性多彩漆需要分為四步驟進(jìn)行: 一、預(yù)溶膠體 二、制備基礎(chǔ)漆 三、造粒 四、成品漆的制備 1、膠體溶液制備 序列原材料名稱數(shù)量工藝說(shuō)明 1水92.51、將水計(jì)量準(zhǔn)確(去離子水)開始攪拌,慢慢加入 hg-1先低速再高速下進(jìn)行分散20~35分鐘,溶成無(wú) 顆粒透明狀。 2、取出部分水溶液備用,再加入hg-9、hg-7混合 制成保護(hù)膠溶液備用。注:hg-7使用量不得減少。 2hg-1保護(hù)膠7.5 3hg-9定型劑0.2 4hg-7穩(wěn)定劑12 2、基礎(chǔ)漆的制備 1水200 1、將1、2預(yù)混10分鐘加ap-95,調(diào)整ph值 (8-9)。 2hg-2交聯(lián)劑9
乳膠漆生產(chǎn)工藝流程
格式:pdf
大小:14KB
頁(yè)數(shù):4P
4.4
建筑涂料乳膠漆生產(chǎn)工藝流程簡(jiǎn)述 摘要:建筑乳膠漆已發(fā)展成為建筑涂料的主要品種。介紹乳膠漆常用的乳液品種和 乳膠漆的生產(chǎn)工藝流程,其中包括常用的分散研磨設(shè)備及顏填料的分散研磨過(guò)程等。 生產(chǎn)過(guò)程中應(yīng)注意加料程序和加料方式。 關(guān)鍵詞:建筑乳膠漆;生產(chǎn);工藝流程 近年來(lái),水性漆的發(fā)展十分迅速。水性漆包括水溶性漆和乳膠漆。水溶性漆以水溶 性樹脂為主要成膜物質(zhì)。乳膠漆以乳液為主要成膜物質(zhì),這里所指的乳液通常是合成 樹脂乳 液,合成樹脂乳液的常見品種有:聚醋酸乙烯、醋丙、醋順、醋叔、vae、苯丙、純 丙、硅丙、氟碳乳液等。乳膠漆主要由乳液、顏填料、多種助劑和水組成。本文簡(jiǎn)述 建筑用一般乳膠漆的生產(chǎn)工藝流程。 1顏填料等固體粉料的分散研磨 1.1生產(chǎn)乳膠漆常用的分散研磨設(shè)備 乳膠漆的分散設(shè)備常用的是高速分散機(jī),對(duì)于高速分散機(jī)仍無(wú)法解聚的顏料聚集體還 要進(jìn)行研磨。研磨是對(duì)分散的補(bǔ)充,目的并不
輕質(zhì)陶瓷墻漆磚生產(chǎn)工藝研究 輕質(zhì)陶瓷墻漆磚生產(chǎn)工藝研究
格式:pdf
大小:758KB
頁(yè)數(shù):5P
4.7
半干壓法成形無(wú)墊板燒結(jié)輕質(zhì)墻漆磚生產(chǎn)工藝是一種具有環(huán)保和節(jié)能雙重效果的新工藝技術(shù)。研究了利用廢料及劣質(zhì)原料生產(chǎn)墻漆磚的工藝技術(shù)及產(chǎn)品性能,墻漆磚是一種新型功能裝飾材料產(chǎn)品。
色漆生產(chǎn)工藝相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:化工工程師助理
擅長(zhǎng)專業(yè):土建 安裝 裝飾 市政 園林


