

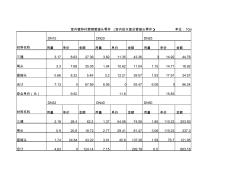
室內鍍鋅鋼管接頭零件(螺紋連接)定額用量價格計算
格式:pdf
大小:27KB
頁數:2P
人氣 :82
 4.6
4.6
用量 單價 金額 用量 單價 金額 用量 單價 金額 用量 三通 3.17 3.83 12.141 3.82 5.92 22.614 3 8.67 26.01 2.19 彎頭 11 2.67 29.37 3.46 4.17 14.428 3.82 6.42 24.524 3 補心 2.25 0 2.77 3 8.31 1.51 4.67 7.0517 1.28 管箍 2.2 1.06 2.332 1.42 1.5 2.13 1.41 2.4 3.384 1.54 四通 6.42 0 0.05 9.25 0.4625 0.04 13.42 0.5368 0.02 綜合單價 用量 單價 金額 用量 單價 金額 用量 單價 金額 用量 三通 1.85 27.92 51.652 1.62 52.01 84.256 0.71 73.18 51.958 1 彎頭 3.06 21.42 65.545 1



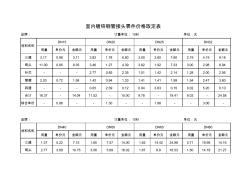
常用鍍鋅鋼管接頭零件損耗單價計算
格式:pdf
大小:24KB
頁數:2P
管件名稱 數量單價數量單價數量單價數量 四通0.023.801.205.680.537.200.69 三通2.292.893.244.374.025.514.13 彎頭4.921.340.983.171.694.031.78 管箍0.001.562.652.285.992.812.73 數量小計 10米價 接頭零件單價 其中瑪鋼件單價按照常用瑪鋼件報價,實際使用可根據不同品牌等填寫相應單價 65.34 鍍鋅鋼管接頭零件數量及單價 1.843.734.067.00 13.29 8.07 30.12 12.23 49.61 7.239.33 dn25dn32dn40dn50 單價數量單價數量單價數量單價 10.850.7320.450.9528.990.4755.83 8.573.04
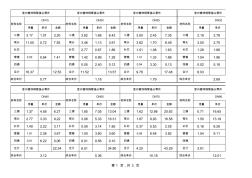
室內鍍鋅鋼管接頭零件價格取定表
格式:pdf
大小:46KB
頁數:2P
用量單價元金額元用量單價元金額元用量單價元金額元用量單價元金額元 三通3.170.983.113.821.786.803.002.607.802.194.199.18 彎頭11.000.859.353.461.274.393.821.927.333.002.988.94 補芯---2.770.852.351.511.422.141.282.002.56 管箍2.200.721.581.420.941.331.411.411.991.542.473.80 四通---0.052.390.120.043.630.150.025.200.10 合計16.37-14.0411.52-15.009.78-19.418.03-24.58 綜
編輯推薦下載
管道接頭零件價格取定表:室內鍍鋅鋼管接頭零件
格式:pdf
大小:41KB
頁數:2P
4.5
用量單價金額用量單價金額用量單價金額用量單價 三通3.171.013.20三通3.821.686.42三通3.002.457.35三通2.193.78 彎頭11.000.727.92彎頭3.461.133.91彎頭3.821.706.49彎頭3.002.70 補芯補芯2.770.671.86補芯1.511.081.63補芯1.281.66 管箍2.200.641.41管箍1.420.891.26管箍1.411.331.88管箍1.541.96 四通四通0.052.400.12四通0.043.300.13四通0.025.18 合計16.3712.53合計11.5213.57合計9.7817.48合計8.03 綜合單價0.77
鍍鋅襯塑鋼管接頭零件
格式:pdf
大小:36KB
頁數:2P
4.6
室內鍍鋅襯塑鋼管接頭零件(室內給水復合管接頭零件)單位:10m 用量單價金額用量單價金額用量單價金額 三通3.178.6327.363.8211.3543.36314.9244.76 彎頭3.37.6835.051.0410.6211.041.1514.7116.92 直接頭0.668.325.493.212.2139.071.9317.9134.57 合計7.13067.898.06093.476.08096.24 綜合單價(元)9.5211.615.83 用量單價金額用量單價金額用量單價金額 三通2.1928.462.21.3754.0674.061.85110.23203.93 彎頭
室內鍍鋅鋼管接頭零件(螺紋連接)定額用量價格計算熱門文檔
室內鍍鋅鋼管(螺紋連接)2018定額表
格式:pdf
大小:85KB
頁數:4P
4.7
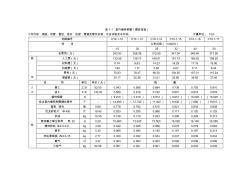
表1-1室內鍍鋅鋼管(螺紋連接) 工作內容:調直、切管、套絲、組對、連接,管道及管件安裝,水壓試驗及水沖洗。計量單位:10m 定額編號c10-1-12c10-1-13c10-1-14c10-1-15c10-1-16c10-1-17 項目公稱外徑(mm以內) 152025324050 全費用(元)243.93256.08312.95341.04349.64377.38 其 中 人工費(元)133.59139.73168.01181.73185.62199.20 材料費(元)8.749.8314.2316.2917.1919.00 機械費(元)1.601.773.504.675.176.44 費用(元)75.8379.3796.20104.55107.01115.34 增值稅(元)
鍍鋅鋼管螺紋連接鋼管管件價格計算
格式:pdf
大小:30KB
頁數:1P
4.6
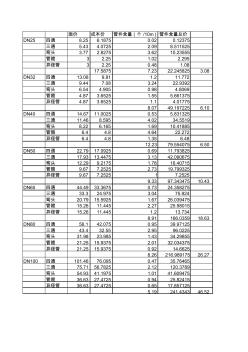
面價成本價管件含量(個/10m)管件含量總價 dn25四通8.256.18750.020.12375 三通5.434.07252.098.511525 彎頭3.772.82753.6210.23555 管箍32.251.022.295 異徑管32.250.481.08 17.58757.2322.2458253.08 dn32四通13.089.811.211.772 三通9.447.083.2422.9392 彎頭6.544.9050.984.8069 管箍4.873.65251.555.661375 異徑管4.873.65251.14.01775 8.0749.1972256.10 dn40四通14.6711.00250.535.831325 三通11.468.5954.

一、2.1室內鍍鋅鋼管安裝(螺紋連接)
格式:pdf
大小:29KB
頁數:2P
4.7
1308010011-16室內室內鍍鋅鋼管安裝(螺紋連接)dn15mm以內10m102.8211.140.000.000.000.00 主材費dn15mm鍍鋅鋼管10m0.000.00 21-17 室內室內鍍鋅鋼管安裝(螺紋 連接)dn20mm以內10m102.8234.620.000.000.000.00 主材費dn20mm鍍鋅鋼管10m0.000.00 31-18 室內室內鍍鋅鋼管安裝(螺紋 連接)dn25mm以內10m123.4947.611.050.000.000.000.00 主材費dn25mm鍍鋅鋼管10m0.000.00 41-19 室內室內鍍鋅鋼管安裝(螺紋 連接)dn32mm以內10m123.4955.661.050.000.000.000.00 主材費dn

一、2.1室內鍍鋅鋼管安裝(螺紋連接) (2)
格式:pdf
大小:29KB
頁數:2P
4.6
1308010011-16室內室內鍍鋅鋼管安裝(螺紋連接)dn15mm以內10m102.8211.140.000.000.000.00 主材費dn15mm鍍鋅鋼管10m0.000.00 21-17 室內室內鍍鋅鋼管安裝(螺紋 連接)dn20mm以內10m102.8234.620.000.000.000.00 主材費dn20mm鍍鋅鋼管10m0.000.00 31-18 室內室內鍍鋅鋼管安裝(螺紋 連接)dn25mm以內10m123.4947.611.050.000.000.000.00 主材費dn25mm鍍鋅鋼管10m0.000.00 41-19 室內室內鍍鋅鋼管安裝(螺紋 連接)dn32mm以內10m123.4955.661.050.000.000.000.00 主材費dn

鍍鋅鋼管螺紋連接方法 (2)
格式:pdf
大小:18KB
頁數:10P
4.6
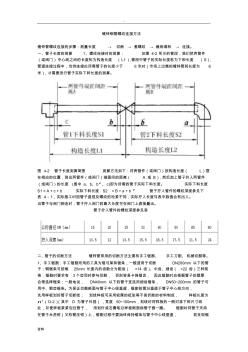
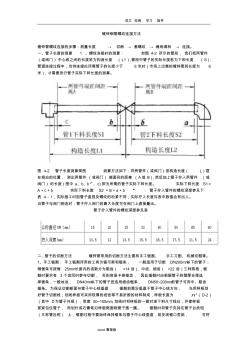
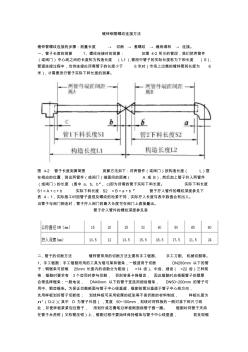
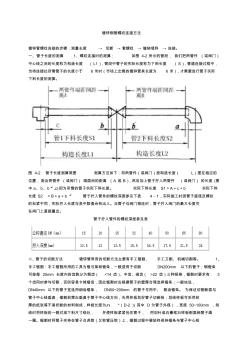
精選 鍍鋅鋼管螺紋連接方法 鍍鋅管螺紋連接的步驟:測量長度→切斷→套螺紋→纏繞填料→連接。 一、管子長度的測算1、螺紋連接時的測算:如圖4-2所示的管段,我們把兩管件 (或閥門)中心線之間的長度稱為構造長度(l1),管段中管子的實際長度稱為下料長度(s), 管道連接過程中,當待連接處所需管子的長度小于6米時(市場上出售的鍍鋅管其長度為6 米),才需要進行管子實際下料長度的測算。 圖4-2管子長度測算簡圖測算方法如下:將兩管件(或閥門)按構造長度(l)擺 在相應的位置,測出兩管件(或閥門)端面間的距離(a或b),然后加上管子擰入兩管件 (或閥門)的長度(圖中a、b、b′、c)即為所需的管子實際下料長度。實際下料長度 s1=a+c+b實際下料長度s2=b+a+b′管子擰入管件的螺紋深度參見下 表4-1,實際
室內鍍鋅鋼管接頭零件(螺紋連接)定額用量價格計算精華文檔
鍍鋅鋼管螺紋連接方法 (3)
格式:pdf
大小:1.8MB
頁數:11P
4.7
.. 資料 鍍鋅鋼管螺紋連接方法 鍍鋅管螺紋連接的步驟:測量長度→切斷→套螺紋→纏繞填料→連接。 一、管子長度的測算1、螺紋連接時的測算:如圖4-2所示的管段,我們把兩管件 (或閥門)中心線之間的長度稱為構造長度(l1),管段中管子的實際長度稱為下料長度(s), 管道連接過程中,當待連接處所需管子的長度小于6米時(市場上出售的鍍鋅管其長度為6 米),才需要進行管子實際下料長度的測算。 圖4-2管子長度測算簡圖測算方法如下:將兩管件(或閥門)按構造長度(l)擺 在相應的位置,測出兩管件(或閥門)端面間的距離(a或b),然后加上管子擰入兩管件 (或閥門)的長度(圖中a、b、b′、c)即為所需的管子實際下料長度。實際下料長度 s1=a+c+b實際下料長度s2=b+a+b′管子擰入管件的螺紋深度參見下 表4-
鍍鋅鋼管螺紋連接方法
格式:pdf
大小:1.8MB
頁數:11P
4.5
范文范例學習指導 word整理版 鍍鋅鋼管螺紋連接方法 鍍鋅管螺紋連接的步驟:測量長度→切斷→套螺紋→纏繞填料→連接。 一、管子長度的測算1、螺紋連接時的測算:如圖4-2所示的管段,我們把兩管件 (或閥門)中心線之間的長度稱為構造長度(l1),管段中管子的實際長度稱為下料長度(s), 管道連接過程中,當待連接處所需管子的長度小于6米時(市場上出售的鍍鋅管其長度為6 米),才需要進行管子實際下料長度的測算。 圖4-2管子長度測算簡圖測算方法如下:將兩管件(或閥門)按構造長度(l)擺 在相應的位置,測出兩管件(或閥門)端面間的距離(a或b),然后加上管子擰入兩管件(或 閥門)的長度(圖中a、b、b′、c)即為所需的管子實際下料長度。實際下料長度s1= a+c+b實際下料長度s2=
鍍鋅鋼管螺紋連接方法
格式:pdf
大小:1.8MB
頁數:11P
4.4
鍍鋅鋼管螺紋連接方法 鍍鋅管螺紋連接的步驟:測量長度→切斷→套螺紋→纏繞填料→連接。 一、管子長度的測算1、螺紋連接時的測算:如圖4-2所示的管段,我們把兩管件 (或閥門)中心線之間的長度稱為構造長度(l1),管段中管子的實際長度稱為下料長度(s), 管道連接過程中,當待連接處所需管子的長度小于6米時(市場上出售的鍍鋅管其長度為6 米),才需要進行管子實際下料長度的測算。 圖4-2管子長度測算簡圖測算方法如下:將兩管件(或閥門)按構造長度(l)擺 在相應的位置,測出兩管件(或閥門)端面間的距離(a或b),然后加上管子擰入兩管件 (或閥門)的長度(圖中a、b、b′、c)即為所需的管子實際下料長度。實際下料長度 s1=a+c+b實際下料長度s2=b+a+b′管子擰入管件的螺紋深度參見下 表4-1,實際施工時
鑄鐵管接頭零件含量
格式:pdf
大小:34KB
頁數:2P
4.5
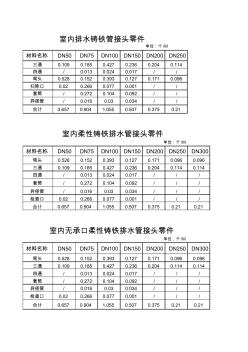
單位:個/m 材料名稱dn50dn75dn100dn150dn200dn250 三通0.1090.1850.4270.2360.2040.114 四通/0.0130.0240.017// 彎頭0.5280.1520.3930.1270.1710.096 掃除口0.020.2660.0770.001// 套筒/0.2720.1040.092// 異徑管/0.0160.030.034// 合計0.6570.9041.0550.5070.3750.21 單位:個/m 材料名稱dn50dn75dn100dn150dn200dn250dn300 彎頭0.5280.1520.3930.1270.1710.0960.096 三通0.1090.1850.
室內塑鋼復合管接頭零件換算表
格式:pdf
大小:86KB
頁數:2P
4.3
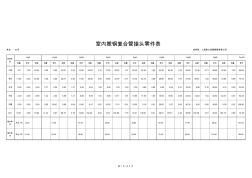
單位:10米材料取:上海昊力涂塑鋼管有限公司 用量單價金額用量單價金額用量單價金額用量單價金額用量單價金額用量單價金額用量單價金額用量單價金額用量單價 三通3.177.9025.043.828.9034.003.0014.3042.902.1917.9039.201.3725.4034.801.8534.3063.461.6245.9074.360.7156.9040.401.0088.00 彎頭11.004.2046.203.465.8020.073.8211.9045.463.0014.9044.702.7719.4053.743.0629.6090.581.6741.8069.811.5049.2073.800.6679.1
室內鍍鋅鋼管接頭零件(螺紋連接)定額用量價格計算最新文檔
一、1.2室外燃氣鍍鋅鋼管安裝(螺紋連接)
格式:pdf
大小:17KB
頁數:1P
4.4
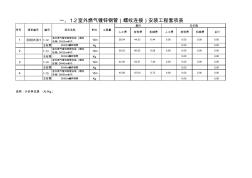
1308010011-12室外燃氣鍍鋅鋼管安裝(螺紋連接)dn25mm以內10m36.0444.536.440.000.000.000.00 主材費dn25mm鍍鋅鋼管kg0.000.00 21-13 室外燃氣鍍鋅鋼管安裝(螺紋 連接)dn32mm以內10m39.2260.836.560.000.000.000.00 主材費dn32mm鍍鋅鋼管kg0.000.00 31-14 室外燃氣鍍鋅鋼管安裝(螺紋 連接)dn40mm以內10m42.4063.577.400.000.000.000.00 主材費dn40mm鍍鋅鋼管kg0.000.00 41-15 室外燃氣鍍鋅鋼管安裝(螺紋 連接)dn50mm以內10m45.5887.008.720.000.000.000.00 主材費
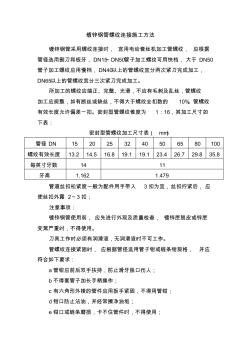
鍍鋅鋼管螺紋連接施工方法
格式:pdf
大小:12KB
頁數:2P
4.6
鍍鋅鋼管螺紋連接施工方法 鍍鋅鋼管采用螺紋連接時,宜用電動套絲機加工管螺紋,應根據 管徑選用割刀和板牙,dn15~dn50管子加工螺紋可用快檔,大于dn50 管子加工螺紋應用慢檔,dn40以上的管螺紋宜分兩次緊刀完成加工, dn65以上的管螺紋宜分三次緊刀完成加工。 所加工的螺紋應端正、完整、光滑,不應有毛刺及亂絲,管螺紋 加工應規整,如有斷絲或缺絲,不得大于螺紋全扣數的10%。管螺紋 有效長度允許偏差一扣。密封型管螺紋錐度為1:16,其加工尺寸如 下表: 密封型管螺紋加工尺寸表(mm) 管徑dn1520253240506580100 螺紋有效長度13.214.516.819.119.123.426.729.835.8 每英寸牙數1411 牙高1.1621.479 管道絲扣松緊度一般為配件用手帶入3扣為宜,絲扣擰緊后
鍍鋅鋼管螺紋連接方法(20200928205730)
格式:pdf
大小:1.7MB
頁數:11P
4.6
鍍鋅鋼管螺紋連接方法 鍍鋅管螺紋連接的步驟:測量長度→切斷→套螺紋→纏繞填料→連接。 一、管子長度的測算1、螺紋連接時的測算:如圖4-2所示的管段,我們把兩管件(或閥門) 中心線之間的長度稱為構造長度(l1),管段中管子的實際長度稱為下料長度(s),管道連接過程中, 當待連接處所需管子的長度小于6米時(市場上出售的鍍鋅管其長度為6米),才需要進行管子實際 下料長度的測算。 圖4-2管子長度測算簡圖測算方法如下:將兩管件(或閥門)按構造長度(l)擺在相應的 位置,測出兩管件(或閥門)端面間的距離(a或b),然后加上管子擰入兩管件(或閥門)的長度(圖 中a、b、b′、c)即為所需的管子實際下料長度。實際下料長度s1=a+c+b實際下料 長度s2=b+a+b′管子擰入管件的螺紋深度參見下表4-
鍍鋅鋼管螺紋連接方法(20201009215754)
格式:pdf
大小:463KB
頁數:6P
4.7
袆鍍鋅鋼管螺紋連接方法 蚄鍍鋅管螺紋連接的步驟:測量長度→切斷→套螺紋→纏繞填料→連接。 袁一、管子長度的測算1、螺紋連接時的測算:如圖4-2所示的管段,我們把兩管 件(或閥門)中心線之間的長度稱為構造長度(l1),管段中管子的實際長度稱為下料長度 (s),管道連接過程中,當待連接處所需管子的長度小于6米時(市場上出售的鍍鋅管其長 度為6米),才需要進行管子實際下料長度的測算。 荿圖4-2管子長度測算簡圖測算方法如下:將兩管件(或閥門)按構造長度(l)擺 在相應的位置,測出兩管件(或閥門)端面間的距離(a或b),然后加上管子擰入兩管件(或 閥門)的長度(圖中a、b、b′、c)即為所需的管子實際下料長度。實際下料長度s1= a+c+b實際下料長度s2=b+a+b′管子擰入管

鍍鋅鋼管螺紋連接施工方案
格式:pdf
大小:633KB
頁數:18P
4.4
-1- 鍍鋅鋼管螺紋連接施工方案 施工工藝流程 安全生產、應急救援 領導小組 項目副經理 施工技術部安全環境管理部材料設備管理部 安 全 技 術 交 底 安 全 防 護 設 施 搭 建 臨 水 臨 電 設 施 搭 建 安 全 培 訓 教 育 安 全 巡 視 檢 查 文 明 施 工 管 理 安 全 防 護 用 品 發 放 個 人 勞 保 用 品 發 放 機 械 設 備 維 護 保 養 項目總工 主要施工方法 主要施工機具: 管道切割管道套絲 砂輪切割機400系列,適用133mm以下管徑 鍍鋅鋼管套絲機(本工程選用1/4~2和1/2~4兩 種規格) 管道套絲: 序號注意事項 1 加工管螺紋的套絲機必須帶有自動度量設備,加工螺紋時,使用螺紋量規檢查螺紋是 否符合管道螺紋錐度的標準(jis-b-0203)。 2 管道螺紋連接采用電動套絲機進行加工,加工次數為1
鍍鋅管件接頭零件
格式:pdf
大小:24KB
頁數:1P
4.7
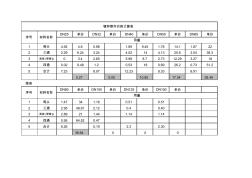
dn25單價dn32單價dn40單價dn50單價dn65單價 1彎頭4.924.80.981.699.451.7814.11.8722 2三通2.296.243.244.02144.1320.63.0438.3 3直接(管箍)03.42.655.998.72.7312.293.2718 4四通0.029.481.20.53180.6926.20.7351.2 5合計7.238.0712.239.338.91 5.270.0010.9517.3428.49 續表 dn80單價dn100單價dn125單價dn150單價 1彎頭1.47341.160.510.51 2三通2.9549.912.120.40.40 3直接(管箍)2.89
水管接頭零件的加工工藝編制與編程
格式:pdf
大小:304KB
頁數:19P
4.3
浙江廣廈建設職業技術學院 數控技術專業畢業設計說明書 設計題目水管接頭零件的加工工藝 編制與編程 學生姓名 學號 指導教師 專業 年級 摘要 數控車床是用計算機數字化信號控制的機床,能加工復雜的零件,具有高度柔性,加工 精度高、質量穩定,自動化程度高、工人勞動強度低,生產效率高,經濟效益高,有利于生 產管理的現代化等優點。 數控車床主要用于軸類、盤類等回轉體零件的加工,如完成各種內、外圓柱面、圓錐面、 圓柱螺紋、圓錐螺紋、切槽、鉆擴、鉸孔等工序的加工;還可以完成臥式車床上不能完成的 圓弧、各種非圓曲面構成的回轉面、非標準螺紋、變螺距螺紋等表面加工。數控車床特別適 合于復雜形狀的零件或中、小批量零件的加工。 關鍵詞:工藝分析;加工參數;工序卡;編程 目錄 1引言...............................................
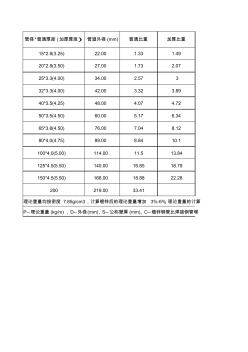
鍍鋅鋼管價格
格式:pdf
大小:28KB
頁數:2P
4.5
管徑*普通厚度(加厚厚度)管道外徑(mm)普通比重加厚比重 15*2.8(3.25)22.001.331.49 20*2.8(3.50)27.001.732.07 25*3.3(4.00)34.002.573 32*3.3(4.00)42.003.323.89 40*3.5(4.25)48.004.074.72 50*3.5(4.50)60.005.176.34 65*3.8(4.50)76.007.048.12 80*4.0(4.75)89.008.8410.1 100*4.0(5.00)114.0011.513.84 125*4.5(5.50)140.0016.8518.79 150*4.5(5.50)168.0018.8822.28 200219.0033.41 理論重量均按密度7.85g/cm3,計算
管道接頭零件價格取定表1
格式:pdf
大小:273KB
頁數:15P
4.3
用量單價金額用量單價金額用量單價金額用量單價金額 dn1500.750.001.150.000.000.001.90 dn2000.750.001.150.000.020.000.001.920 dn2500.750.001.150.000.020.000.001.920 dn3200.750.001.150.000.020.000.001.920 dn400.200.810.000.830.000.020.000.001.860 dn500.1800.750.000.90.000.020.000.001.850 dn650.1400.70.000.90.000.020.000.001.760 dn800.1400.65

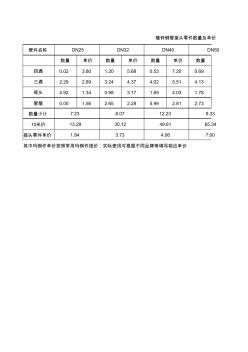
 塑料給水管接頭零件價格
塑料給水管接頭零件價格 塑料給水管接頭零件價格
格式:doc
大小:73KB
頁數:5P
4.9
本文將詳細介紹塑料在建設工程領域的應用。我們將探討塑料在建筑材料、管道系統、絕緣材料和防水材料等方面的作用,并分析其優點和局限性。通過本文,你將了解到塑料在建設工程中的重要性和潛力。
室內鍍鋅鋼管接頭零件(螺紋連接)定額用量價格計算相關
文輯推薦
知識推薦
百科推薦


職位:質量體系管理員
擅長專業:土建 安裝 裝飾 市政 園林


