

實木門工藝流程-參考
格式:pdf
大小:16KB
頁數:8P
人氣 :71
 4.6
4.6
實木門工藝流程 1、 主要內容: 本規程規定了木門、門框的生產工藝、 2、 生產工藝流程圖: 2.1. 一般木門、門框生產工藝流程圖: 干燥 橫截 縱解 平刨 壓刨 截準件 門板 門框 鋸風坑 出榫頭 鉆榫眼 組框 門框開止口 涂膠、配坯、膠壓 開榫槽 裁邊 螺圓角 封邊、銑邊、修改 開鎖眼 鋸榫肩 開鉸位 釘窗線 釘百頁 打磨、噴漆 2.2. 當生產的木門,門框較特殊時,其工藝流程允許有所改動。 3、 各工序的加工工藝要求 3.1. 干 燥 3.1.1. 見《木材干燥工藝規程》( HL/T9.1.5 )。 3.2 橫 截 3.2.1. 基本工藝和操作要求: 根據圖紙的長度尺寸加上約 10MM的加工余量進行 鋸切,同時,除去材料中不符合選材要求的缺陷部份 (如開裂、腐朽、死節等)。 截料應在材料長度方向長短搭配,做到長材不短用,從而提高木材利用率。 3.2.



(工藝流程)實木門工藝流程參考
格式:pdf
大小:16KB
頁數:8P
實木門工藝流程 1、主要內容: 本規程規定了木門、門框的生產工藝、 2、生產工藝流程圖: 2.1.一般木門、門框生產工藝流程圖: 干燥橫截縱解平刨壓 刨截準件 門 板 門框 鋸風坑出榫頭鉆榫眼組 框門框開止口 涂膠、配坯、膠 壓開榫槽 裁 邊螺圓角 封邊、銑邊、修 改 開鎖 眼鋸榫肩 開鉸 位 釘窗 線 釘百 頁 打磨、 噴漆 2.2.當生產的木門,門框較特殊時,其工藝流程允許有所改動。 3、各工序的加工工藝要求 3.1.干燥 3.1.1.見《木材干燥工藝規程》(hl/t9.1.5)。 3.2橫截 3.2.1.基本工藝和操作要求:根據圖紙的長度尺寸加上約10mm的加工余量進行 鋸切,同時,除去材料中不符合選材要求的缺陷部份(如開裂、腐朽、死節等)。 截料應在材料長度方向長短搭配,做到長材不短用,從而提高木材利用率。 3.2
復合實木門木工生產工藝流程
格式:pdf
大小:12KB
頁數:11P
1/11 復合(貼木皮)實木門生產工藝流程序號工序名稱 1木工領料2配料材料(部件)設備 15指接板 5、15中纖板 15指接板推臺鋸 5、15中纖板單片鋸生產工藝要求 按圖紙和生產計劃 單要求領取數量 將材料鋸割成圖紙 要求的各規格的毛 料,(可以將相同長 度的部件配成大 張) 15指接板冷壓機 1、涂膠要均勻, 2、 5、15中纖板每一層壓的工件厚 (壓后成工度必須一致, 3、每 件毛料)垛工件長寬一致, 4、冷壓時間4—6 2/11 小時。 工件毛料推臺鋸把工件毛料鋸割成 圖紙要求的各規格 尺寸 門邊門檔中六軸鉆 1、先按圖紙尺寸在 立等部件三頭鉆各工件上畫好線, 2、門檔中立寬度 100內打2眼, 100-160打3眼, 160以上打4眼。質量標準備注指接板含水率<12% 留足開料的加工余量5-10mm,多個部件組合的大張須加上鋸路。 1、每層工件之間必
編輯推薦下載

原木門工藝流程2018
格式:pdf
大小:199KB
頁數:2P
4.6
木業家具生產工藝流程 實木門生產藝流程(精簡版)2018.10 一、木門立襯: 1.實木板材(毛邊板)—→(自動雙面刨木機)—→兩面刨光—→(重型多片鋸)—→分條 —→(四面六軸刨1)—→四面刨光及立襯成型—→(數控精準定長鋸2)—→立襯定長— →(實木定制加工中心3)—→側面成型及鉆孔—→(直線曲緣砂光機8)—→型邊砂光— →立襯半成品 二、上、下馬頭: 1.實木板材(毛邊板)—→(自動雙面刨木機)—→兩面刨光—→(重型多片鋸)—→分條 —→(四面六軸刨1)—→四面刨光及馬頭側邊成型—→(數控精準定長鋸2)—→馬頭定 長—→(實木定制加工中3心)—→端面成型及鉆孔及側邊異型成型—→(直線曲緣砂光機 8)—→型邊砂光—→馬頭半成品 三、中間襯條: 1.實木板材(毛邊板)—→(自動雙面刨木機)
實木門工藝流程熱門文檔
實木門生產工藝流程
格式:pdf
大小:7KB
頁數:2P
4.3
實木門生產工藝流程 1、木料干燥 進廠的原料板材(含水率約為60-70%),裝入干燥窯進行噴蒸、干燥。板材質地、厚 度不同,季節不同,噴蒸干燥的溫度、時間及穩定的時間也不同。一般噴蒸的時間約15min, 加熱干燥的時間約25-30d,干燥后的板材含水率約10-14%。噴蒸及加熱干燥用蒸汽由項目 新上的4t/h燃煤蒸汽鍋爐提供。加熱干燥過程中, 根據工藝技術控制要求, 需不定時打開干燥窯排潮窗, 排放 干燥窯內的蒸氣。 2、下料:(1)粗裁時,長寬各加大10mm;(需修整) (2)如組合下料,注明木皮材質,標明何種門型組合; 3、組框(1)四角方正,長寬各加大10mm (2)外框寬度規格為800-2000mm,表板為6mm中密度板,中間填充爾蘭特中空創花板。 (3)加鎖木,也可用鎖盒。 (4)組框時如是玻璃門,確定玻璃大小及位置 4、熱壓工藝標準 (1)每
木門工藝
格式:pdf
大小:28KB
頁數:15P
4.6
木門工藝 木質木門按材料及工藝結構的形式分為原木門、實木復合門、空心門三大 類。 一、原木門的材質、工藝特點及應用 原木門,指木門的外在材質和內在材質完全統一的木門,泛指所有具有此 特點的各種類型的木門,包括原木制品的半截玻璃門及玻璃門。 1、原木門的主要特點: 主要是指原木門的區別于復合門和空心門的一些突出特點。 (1)天然性:是指原木門所具有的能夠滿足人們享受自然的特性。在科學 技術高度發展的今天,人工合成的材料越來越多,天然材料卻日益短缺。但由 于人們環保意識和自我保護意識的增強,對天然材料的追求已成為一種時尚, 這就使原木門的天然性,成為人們十分重視的一種特性。 (2)華貴性:是指原木門往往取材于珍貴樹種而且加工工藝精雕細琢的特 性。由于人們消費水平的不斷提高,用以制作原木門的木材不再是普通的木材, 一般都是一些具有很多優良特性的珍貴樹種,如花梨、黑胡桃、柚木等,這就
實木門門板油漆涂裝工藝的詳細流程
格式:pdf
大小:8KB
頁數:4P
4.4
1/4 實木門門板油漆涂裝工藝的詳細流程 實木門最珍貴之處就在于它的材料及油漆工藝恰當的使用,同時一款使用 壽命較長的室內門最終要的還是他的油漆涂裝工藝的技巧,下面鄭州歐寶特實 木門廠家在這里詳細為您介紹實木門油漆涂裝工藝的流程及特點 工藝流程 清掃、起釘、除油污等——砂紙打磨——潤粉——砂紙打磨——第一遍滿刮 膩子——磨光——第二遍滿刮膩子——磨光——刷油色——刷第一遍清漆——復 補膩子——磨光——刷第二遍清漆——磨光——刷第三遍清漆——水砂紙打磨— —刷第四遍清漆——磨光——磨退打砂蠟——上光蠟擦亮。 一、清掃、起釘、除油污等 白胚處理,先用水性膩子堵釘眼,裂縫,塌陷,暗坑等缺陷,一般采用木 色水灰,也有自己調配使用的,原則是顏色必須跟木質本色相同; 特點: 這樣做主要是在木材白坯有比較明顯缺陷的情況下,用木色水灰進行填 補,有色透明面用比較深顏色噴涂,可以較好地遮
實木門工藝流程精華文檔
 《工藝實木門及實木門》貴州省地方標準通過審定
《工藝實木門及實木門》貴州省地方標準通過審定 《工藝實木門及實木門》貴州省地方標準通過審定
格式:pdf
大小:6KB
頁數:1P
4.5
國家林業局政府網2009年2月1日報道,由貴州省林科院組織編制的《工藝實木門及實木門》貴州省地方標準于1月通過專家審定。貴州省質量技術監督局組織省林業廳、南京林業大

DB52T551-2010工藝實木門及實木門
格式:pdf
大小:339KB
頁數:18P
4.7
ics91.060.50 p32 db52 貴州省地方標準 db52/t551—2010 工藝實木門及實木門 craftworksolidwooddoorsandsolidwooddoors 2010-06-24發布2010-09-24實施 貴州省質量技術監督局發布 www.bzfxw.com db52/t551-2010 i 目次 前言................................................................................ii 1范圍..............................................................................1 2規范性引用文件
木門、木飾面工藝流程及說明
格式:pdf
大小:2.8MB
頁數:27P
4.5
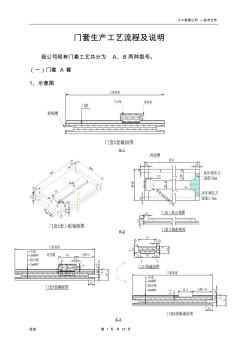
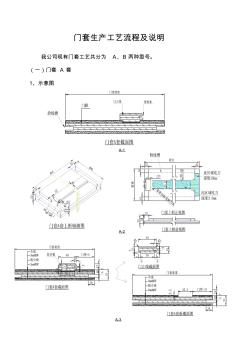
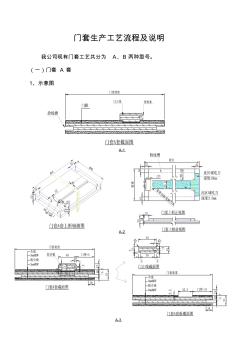
××有限公司---技術文件 機密第1頁共27頁 門套生產工藝流程及說明 我公司現有門套工藝共分為a、b兩種型號。 (一)門套a套 1、示意圖 a-1 a-2 a-3 ××有限公司---技術文件 機密第2頁共27頁 2.1、生產工藝流程圖 工藝說明 1)備料;包括復合板、木皮、門止線等的備料,到倉庫統一領取。復合板 為已加工完畢的2440×1220×22+0.2-0.2規格料(結構如a-3示意圖)。門 止線為15膠合板銑型后直接包覆木皮。 2)砂光定厚:保證厚度統一,方便后工序加工,注:白色封閉漆不用砂光。 (指定設備:硬輥砂光機)。 3)下料;根據生產明細進行排料下料,長度加20mm加工余量,寬度不加 余量;下料寬度誤差±0.5mm,允許側彎范圍為1mm/m。2)、3)工序 可根據實際情況調換。(指定設備:直線鋸、高精密推臺鋸、多片鋸
木門、木飾面工藝流程及說明 (2)
格式:pdf
大小:2.7MB
頁數:27P
4.5
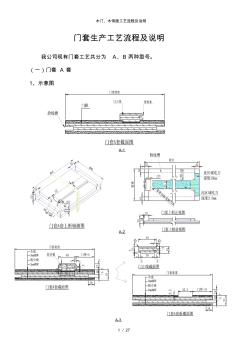
木門、木飾面工藝流程及說明 1/27 門套生產工藝流程及說明 我公司現有門套工藝共分為a、b兩種型號。 (一)門套a套 1、示意圖 a-1 a-2 a-3 木門、木飾面工藝流程及說明 2/27 2.1、生產工藝流程圖 工藝說明 1)備料;包括復合板、木皮、門止線等的備料,到倉庫統一領取。復合板 為已加工完畢的2440×1220×22+0.2-0.2規格料(結構如a-3示意圖)。門 止線為15膠合板銑型后直接包覆木皮。 2)砂光定厚:保證厚度統一,方便后工序加工,注:白色封閉漆不用砂光。 (指定設備:硬輥砂光機)。 3)下料;根據生產明細進行排料下料,長度加20mm加工余量,寬度不加 余量;下料寬度誤差±0.5mm,允許側彎范圍為1mm/m。2)、3)工序 可根據實際情況調換。(指定設備:直線鋸、高精密推臺鋸、多片鋸)。 4)貼皮;先大面熱壓貼皮,
木門、木飾面工藝流程及說明 (3)
格式:pdf
大小:3.5MB
頁數:28P
4.4
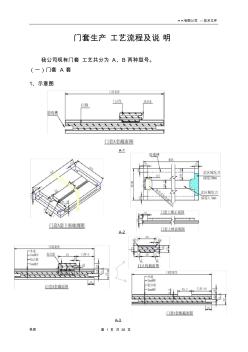
××有限公司---技術文件 門套生產工藝流程及說明 我公司現有門套工藝共分為a、b兩種型號。 (一)門套a套 1、示意圖 a-1 a-2 機密 a-3 第1頁共28頁 ××有限公司---技術文件 2.1、生產工藝流程圖 工藝說明 a-4 1)備料;包括復合板、木皮、門止線等的備料,到倉庫統一領取。復合板 為已加工完畢的2440×1220×22-0.2規格料(結構如a-3示意圖)。門 止線為15膠合板銑型后直接包覆木皮。 2)砂光定厚:保證厚度統一,方便后工序加工,注:白色封閉漆不用砂 光。(指定設備:硬輥砂光機)。 3)下料;根據生產明細進行排料下料,長度加20mm加工余量,寬度不 加余量;下料寬度誤差±0.5mm,允許側彎范圍為1mm/m。2)、3)工 序可根據實際情況調換。(指定設備:直線鋸、高精密推臺鋸、多片鋸)。 4
實木門工藝流程最新文檔
工藝流程(木門、木地板)
格式:pdf
大小:806KB
頁數:23P
4.8
. word資料 二、工藝流程 (一)木門的制作 實木復合門分兩種,免漆門也是實木復合門里的一種。 我們常見的實木復合門為五層結構。芯材為實木,實材的兩 邊各帖一層復合板(密度板),之后在復合板的表層再帖實 木皮或者pvc膜,或者耐磨板。帖實木皮的門,表層還需 要做油漆,一般為四底兩面。帖pvc膜或者耐磨板的,表 層無需再做油漆了,這種門也就是俗稱的免漆門。所以,免 漆門和清油(混油)門的區別就是:首先是表層帖的面不一 樣,其次是前者不用再噴油漆,后者需要噴油漆。 ①木門用料:表面貼木片,邊框是實木條,芯層為mdf(高 密度中纖板)和pb(刨花板) ②做好的木門表面要貼木皮。用tm2480d真空異型覆 膜機。這種設備是專門用來貼曲面的,還有另一種設備是專 門用來貼平面的。 工藝流程: 框架料準備→釘框架→壓基礎門→精密鋸裁邊(基礎 門)→基礎門開槽(基礎門定厚砂光
工藝流程(木門、木地板).
格式:pdf
大小:839KB
頁數:23P
4.6
二、工藝流程 (一)木門的制作 實木復合門分兩種,免漆門也是實木復合門里的一種。 我們常見的實木復合門為五層結構。芯材為實木,實材的兩 邊各帖一層復合板(密度板),之后在復合板的表層再帖實 木皮或者pvc膜,或者耐磨板。帖實木皮的門,表層還需 要做油漆,一般為四底兩面。帖pvc膜或者耐磨板的,表 層無需再做油漆了,這種門也就是俗稱的免漆門。所以,免 漆門和清油(混油)門的區別就是:首先是表層帖的面不一 樣,其次是前者不用再噴油漆,后者需要噴油漆。 ①木門用料:表面貼木片,邊框是實木條,芯層為 mdf(高密度中纖板)和pb(刨花板) ②做好的木門表面要貼木皮。用tm2480d真空異型覆 膜機。這種設備是專門用來貼曲面的,還有另一種設備是專 門用來貼平面的。 工藝流程: 框架料準備→釘框架→壓基礎門→精密鋸裁邊(基礎 門)→基礎門開槽(基礎門定厚砂光)→釘造型板→冷壓造
木門木飾面工藝流程及說明
格式:pdf
大小:2.9MB
頁數:27P
4.7
門套生產工藝流程及說明 我公司現有門套工藝共分為a、b兩種型號。 (一)門套a套 1、示意圖 a-1 a-2 a-3 2.1、生產工藝流程圖 工藝說明 1)備料;包括復合板、木皮、門止線等的備料,到倉庫統一領取。復合板 為已加工完畢的2440×1220×22+0.2-0.2規格料(結構如a-3示意圖)。門 止線為15膠合板銑型后直接包覆木皮。 2)砂光定厚:保證厚度統一,方便后工序加工,注:白色封閉漆不用砂光。 (指定設備:硬輥砂光機)。 3)下料;根據生產明細進行排料下料,長度加20mm加工余量,寬度不加 余量;下料寬度誤差±0.5mm,允許側彎范圍為1mm/m。2)、3)工序 可根據實際情況調換。(指定設備:直線鋸、高精密推臺鋸、多片鋸)。 4)貼皮;先大面熱壓貼皮,再窄面封邊。 (指定設備:熱壓機、封邊機) 5)開槽;按工藝圖紙開套板臉線槽、門止線槽。
木門、木飾面工藝流程及說明
格式:pdf
大小:2.7MB
頁數:27P
4.3
門套生產工藝流程及說明 我公司現有門套工藝共分為a、b兩種型號。 (一)門套a套 1、示意圖 a-1 a-2 a-3 2.1、生產工藝流程圖 工藝說明 1)備料;包括復合板、木皮、門止線等的備料,到倉庫統一領取。復合板 為已加工完畢的2440×1220×22+0.2-0.2規格料(結構如a-3示意圖)。門 止線為15膠合板銑型后直接包覆木皮。 2)砂光定厚:保證厚度統一,方便后工序加工,注:白色封閉漆不用砂光。 (指定設備:硬輥砂光機)。 3)下料;根據生產明細進行排料下料,長度加20mm加工余量,寬度不加 余量;下料寬度誤差±0.5mm,允許側彎范圍為1mm/m。2)、3)工序 可根據實際情況調換。(指定設備:直線鋸、高精密推臺鋸、多片鋸)。 4)貼皮;先大面熱壓貼皮,再窄面封邊。 (指定設備:熱壓機、封邊機) 5)開槽;按工藝圖紙開套板臉線槽、門止線槽。
實用工藝流程(木門、木地板)
格式:pdf
大小:805KB
頁數:23P
4.4
文檔 二、工藝流程 (一)木門的制作 實木復合門分兩種,免漆門也是實木復合門里的一種。 我們常見的實木復合門為五層結構。芯材為實木,實材的兩 邊各帖一層復合板(密度板),之后在復合板的表層再帖實 木皮或者pvc膜,或者耐磨板。帖實木皮的門,表層還需 要做油漆,一般為四底兩面。帖pvc膜或者耐磨板的,表 層無需再做油漆了,這種門也就是俗稱的免漆門。所以,免 漆門和清油(混油)門的區別就是:首先是表層帖的面不一 樣,其次是前者不用再噴油漆,后者需要噴油漆。 ①木門用料:表面貼木片,邊框是實木條,芯層為 mdf(高密度中纖板)和pb(刨花板) ②做好的木門表面要貼木皮。用tm2480d真空異型覆 膜機。這種設備是專門用來貼曲面的,還有另一種設備是專 門用來貼平面的。 工藝流程: 框架料準備→釘框架→壓基礎門→精密鋸裁邊(基礎 門)→基礎門開槽(基礎門定厚砂光)→釘造型板→冷
木門窗的施工工藝流程
格式:pdf
大小:27KB
頁數:3P
4.8
木門窗的施工工藝流程 1.施工內容 木門窗主要可分為平開門窗及推拉門窗兩大類。 對原門窗的改造主要有以下三種方式: 第一是對原門窗進行更換,拆去原門窗,定購或現場制作新門。 第二種是原門、框不動,進行裝修改造,在原門扇上加貼優質飾面材料并做裝飾造型,原框保留 加包門套及門口。 第三種方法是加門窗,即在無門的空間加作新隔斷門,在原窗不動的條件下在內側加裝飾性強 的窗戶,以提高密封性。 2.施工工藝 (1)平開木門窗:安裝平開木門窗的安裝程序如下: 確定安裝位置→彈出安裝位置線→將門窗框就位,擺正→臨時固定→用線墜、水平尺將門窗框 校正、找直→將門窗框固定于→預埋在墻內→將門窗扇靠在框上→按門口劃出高低、寬窄尺 寸后刨修合頁槽→位置應準確。 (2)懸掛式推拉木門窗的安裝程序如下: 確定安裝位置→固定門的頂部→側框板固定→吊掛件套在工字鋼滑軌
實木門、實木復合門加工工藝與結構
格式:pdf
大小:9KB
頁數:5P
4.7
實木門、實木復合門加工工藝與結構 木材因具有天然的美麗紋理、柔和的光澤和悅目的顏色,而且軟 硬適中,隔音、隔熱性能良好,調溫、調濕等功能,使其成為廣為使 用的木門材料。尤其近年來,由櫻桃木、黑胡桃、柚木等高檔木材做 成的實木門,以其凝重古樸、美觀大氣,吸引著人們的目光。然而, 珍貴木材制成的純實木門,因資源有限且價格昂貴,使大多數人只能 望“門”興嘆。本文結合實際生產,介紹了以普通木材集成材為基 材,以櫻桃木、黑胡桃、柚木等珍貴材種的刨切單板為飾面材料,輔 以其他人造板生產集成材實木門加工工藝。 1集成材實木門的特點 集成材是由小規格的木料經過膠粘連接而成的具有一定規格的 木質板材,其生產過程主要是:經開榫機對小規格木材短料開齒,利 用指接機和高強度的膠黏劑將短料接長,經刨光處理后,再將指接接 長的木料側面涂膠、拼板、高頻膠合制成。集成材不但具有木材所具 備的各種優點,
此“實”木門不是實木門 此“實”木門不是實木門
格式:pdf
大小:71KB
頁數:1P
4.5
為了您,熱愛、關心我們的讀者、朋友們。新年伊始,我們有了新的策劃,也是新的面孔與您見面。為了能更好地服務于一直支持我們的廣大讀者朋友們,維護廣大消費者的合法權益,我們決定與律師事務所合作,共同開辟“曝光維權”的欄目。希望通過本欄目和投訴熱線來維護您的合法權益,揭露假冒偽劣產品。如果您的合法權益受到侵害了,請告訴我。

實木門技術標準
格式:pdf
大小:10KB
頁數:2P
4.5
德魯奧木門技術標準 (一)材料 1)含水率8-12%,外購材料入窯平衡相鄰含水率梯度≤3%。 2)實木和單板顏色一致。 3)單板,邊檔紋理顏色雙面一致、獨條,芯板直紋或山紋雙面紋 理顏色一致;芯板單板拼條100mm以上,拼接嚴密無色差、 無膠跡,顏色紋理搭配一致,山紋紋理心板要求中正目。 (二)加工 1)配料指節材截斷定寬,拼板機門邊兩側封實木條,門檔兩側封 實木條。注意膠拼強度、平整度、翹曲度。 2)配料轉覆面80#、定厚砂光,橫向雙貼1mm單板。注意單板 的壓合強度及崩茬。兩面拋光定厚順貼單板。注門邊內線形實 木封條分兩節的需區分上下,覆面時花尖紋理向上。 3)覆面配套轉三廠機加定長先選面標識、再打孔、后銑型、最后 開鎖孔及合頁孔。邊檔左右、上下位置在產品流程卡中注明。 4)部件加工完成,150#、180#、240#砂光完成轉組裝進行顏 色搭
實木門工藝流程相關
文輯推薦
知識推薦
百科推薦


職位:機械工程師
擅長專業:土建 安裝 裝飾 市政 園林


