

雙面鋁箔風管制作工藝介紹
格式:pdf
大小:2.6MB
頁數:19P
人氣 :58
 4.3
4.3
復合風管制作安裝 制 作 書 介紹 產品和應用 本書所介紹的安裝程序適用于天惠公司的天惠板及附件構成的通風管道系統。 和傳統鐵皮風管系統相比較,天惠的高性能的夾芯板風管產品被正確利用時,在安裝和操作時能帶來 很多益處: 制作和安裝容易,省工省時 現場修改容易 保溫性能好 空氣輸送安靜,無噪音 內層無凝結水,不生銹,空氣品質好 外觀美觀,可明裝。 應用中的建議 1 具體作業時請遵循標準管道施工原則,而非金屬風管的制作程序。 2 使用專用的制作工具可獲得最好的效果。 3 裝卸、搬運和儲藏風管應謹慎小心,避免損壞。 4 在吊裝前,只要方便抬升,應盡可能多地把管段組裝起來。 5 接頭如果要在現場修改,可用直角刀沿一個直邊進行切割,以獲得一個筆直且光滑的切口。 6 正確使用和選用密封材料對于安裝的持久性至關重要。只能使用符合杰能要求的配件,并按要求進 行操作。 7 修補所有撕裂和穿孔的地方。 8 為



雙面鋁箔風管制作工藝介紹
格式:pdf
大小:2.6MB
頁數:15P
-1- 復合風管制作安裝 制 作 書 -2- 介紹 產品和應用 本書所介紹的安裝程序適用于天惠公司的天惠板及附件構成的通風管道系統。 和傳統鐵皮風管系統相比較,天惠的高性能的夾芯板風管產品被正確利用時,在安裝和操作時能帶來 很多益處: 制作和安裝容易,省工省時 現場修改容易 保溫性能好 空氣輸送安靜,無噪音 內層無凝結水,不生銹,空氣品質好 外觀美觀,可明裝。 應用中的建議 1具體作業時請遵循標準管道施工原則,而非金屬風管的制作程序。 2使用專用的制作工具可獲得最好的效果。 3裝卸、搬運和儲藏風管應謹慎小心,避免損壞。 4在吊裝前,只要方便抬升,應盡可能多地把管段組裝起來。 5接頭如果要在現場修改,可用直角刀沿一個直邊進行切割,以獲得一個筆直且光滑的切口。 6正確使用和選用密封材料對于安裝的持久性至關重要。只能使用符合杰能要求的配件,并按要求進 行操作。 7修補所
雙面鋁箔風管制作工藝介紹 (2)
格式:pdf
大小:2.6MB
頁數:15P
-1- 復合風管制作安裝 制 作 書 -2- 介紹 產品和應用 本書所介紹的安裝程序適用于天惠公司的天惠板及附件構成的通風管道系統。 和傳統鐵皮風管系統相比較,天惠的高性能的夾芯板風管產品被正確利用時,在安裝和操作時能帶來 很多益處: 制作和安裝容易,省工省時 現場修改容易 保溫性能好 空氣輸送安靜,無噪音 內層無凝結水,不生銹,空氣品質好 外觀美觀,可明裝。 應用中的建議 1具體作業時請遵循標準管道施工原則,而非金屬風管的制作程序。 2使用專用的制作工具可獲得最好的效果。 3裝卸、搬運和儲藏風管應謹慎小心,避免損壞。 4在吊裝前,只要方便抬升,應盡可能多地把管段組裝起來。 5接頭如果要在現場修改,可用直角刀沿一個直邊進行切割,以獲得一個筆直且光滑的切口。 6正確使用和選用密封材料對于安裝的持久性至關重要。只能使用符合杰能要求的配件,并按要求進 行操作。 7修補所
編輯推薦下載

雙面鋁箔聚氨酯復合風管制作工藝 (2)
格式:pdf
大小:2.5MB
頁數:24P
4.4
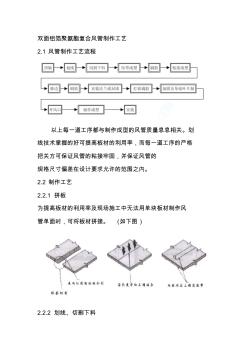
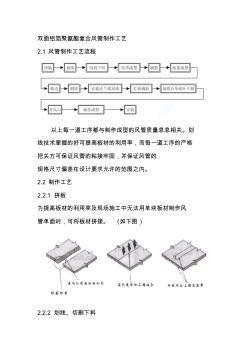
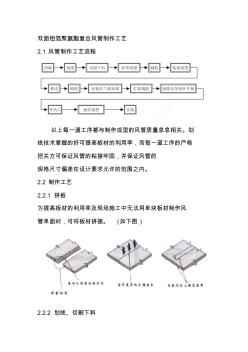
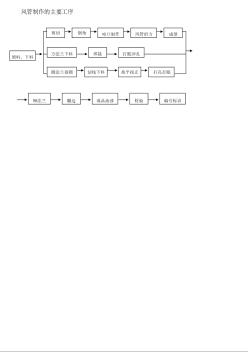
雙面鋁箔聚氨酯復合風管制作工藝 2.1風管制作工藝流程 以上每一道工序都與制作成型的風管質量息息相關。劃 線技術掌握的好可提高板材的利用率,而每一道工序的嚴格 把關方可保證風管的粘接牢固,并保證風管的 規格尺寸偏差在設計要求允許的范圍之內。 2.2制作工藝 2.2.1拼板 為提高板材的利用率及現場施工中無法用單塊板材制作風 管單面時,可將板材拼接。(如下圖) 2.2.2劃線、切割下料 在實際施工中,雙面鋁箔聚氨酯復合板制作風管與傳統風管 制作工藝一樣,必須先對設計圖紙上的風管進行合理的分 段,由于板材的規格尺寸(長×寬)多為4000×1200毫米。 而設計風管的規格尺寸各式各樣,所以在劃線過程中合理地 劃線、切割下料是降低材料損耗的關鍵。以下提供幾種劃線、 切割下料技術。在現場實際施工中可根據風管設計的尺寸靈 活掌握。 根據風管兩對邊長度(如下圖)不同大致可分成六種劃

雙面鋁箔聚氨酯復合風管制作工藝精品
格式:pdf
大小:2.5MB
頁數:24P
4.3
雙面鋁箔聚氨酯復合風管制作工藝 2.1風管制作工藝流程 以上每一道工序都與制作成型的風管質量息息相關。劃 線技術掌握的好可提高板材的利用率,而每一道工序的嚴格 把關方可保證風管的粘接牢固,并保證風管的 規格尺寸偏差在設計要求允許的范圍之內。 2.2制作工藝 2.2.1拼板 為提高板材的利用率及現場施工中無法用單塊板材制作風 管單面時,可將板材拼接。(如下圖) 2.2.2劃線、切割下料 在實際施工中,雙面鋁箔聚氨酯復合板制作風管與傳統風管 制作工藝一樣,必須先對設計圖紙上的風管進行合理的分 段,由于板材的規格尺寸(長×寬)多為4000×1200毫米。 而設計風管的規格尺寸各式各樣,所以在劃線過程中合理地 劃線、切割下料是降低材料損耗的關鍵。以下提供幾種劃線、 切割下料技術。在現場實際施工中可根據風管設計的尺寸靈 活掌握。 根據風管兩對邊長度(如下圖)不同大致可分成六種
雙面鋁箔風管制作工藝介紹熱門文檔
雙面鋁箔聚氨酯復合風管制作工藝
格式:pdf
大小:2.5MB
頁數:24P
4.7
雙面鋁箔聚氨酯復合風管制作工藝 2.1風管制作工藝流程 以上每一道工序都與制作成型的風管質量息息相關。劃 線技術掌握的好可提高板材的利用率,而每一道工序的嚴格 把關方可保證風管的粘接牢固,并保證風管的 規格尺寸偏差在設計要求允許的范圍之內。 2.2制作工藝 2.2.1拼板 為提高板材的利用率及現場施工中無法用單塊板材制作風 管單面時,可將板材拼接。(如下圖) 2.2.2劃線、切割下料 在實際施工中,雙面鋁箔聚氨酯復合板制作風管與傳統風管 制作工藝一樣,必須先對設計圖紙上的風管進行合理的分 段,由于板材的規格尺寸(長×寬)多為4000×1200毫米。 而設計風管的規格尺寸各式各樣,所以在劃線過程中合理地 劃線、切割下料是降低材料損耗的關鍵。以下提供幾種劃線、 切割下料技術。在現場實際施工中可根據風管設計的尺寸靈 活掌握。 根據風管兩對邊長度(如下圖)不同大致可分成六種

雙面鋁箔聚氨酯復合風管制作工藝
格式:pdf
大小:2.5MB
頁數:24P
4.5
雙面鋁箔聚氨酯復合風管制作工藝 2.1風管制作工藝流程 以上每一道工序都與制作成型的風管質量息息相關。劃 線技術掌握的好可提高板材的利用率,而每一道工序的嚴格 把關方可保證風管的粘接牢固,并保證風管的 規格尺寸偏差在設計要求允許的范圍之內。 2.2制作工藝 2.2.1拼板 為提高板材的利用率及現場施工中無法用單塊板材制作風 管單面時,可將板材拼接。(如下圖) 2.2.2劃線、切割下料 在實際施工中,雙面鋁箔聚氨酯復合板制作風管與傳統風管 制作工藝一樣,必須先對設計圖紙上的風管進行合理的分 段,由于板材的規格尺寸(長×寬)多為4000×1200毫米。 而設計風管的規格尺寸各式各樣,所以在劃線過程中合理地 劃線、切割下料是降低材料損耗的關鍵。以下提供幾種劃線、 切割下料技術。在現場實際施工中可根據風管設計的尺寸靈 活掌握。 根據風管兩對邊長度(如下圖)不同大致可分成六種劃
雙面鋁箔復合風管制作與安裝工藝標準secret
格式:pdf
大小:449KB
頁數:14P
4.7
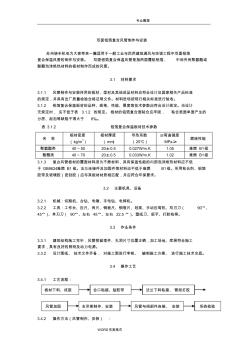
1 2020年4月19日 雙面鋁箔復合風管 制作與安裝工藝標 準secret 文檔僅供參考 2 2020年4月19日 雙面鋁箔復合風管制作與安裝工藝標準(v903) 1適用范圍 本標準適用于建筑工程中通風與空調系統雙面鋁箔復合保溫風管的制作與 安裝。雙面鋁 箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或酚醛泡沫絕熱材料的 板材制作而成的風管。 2施工準備 2.1材料 2.2.1風管制作與安裝所用的板材、型材及其它成品材料應符合設計及國家 相關產品標準的規定,并具有出廠質量檢驗合格證明文件。材料進場按 現行相關標準進行驗收。 2.1.2鋁箔復合保溫板材的品牌、規格、性能、厚度等技術參數應符合設計 規定。當設計無規定時,應不低于表2.1.2的規定。板材的鋁箔復合面 粘合應牢固,粘合表面單面產生的分成、起泡等缺陷不得大于6‰. 表2.1.2鋁箔復
雙面鋁箔復合風管制作與安裝工藝標準-secret
格式:pdf
大小:431KB
頁數:8P
4.7
雙面鋁箔復合風管制作與安裝工藝標準(v903) 1適用范圍 本標準適用于建筑工程中通風與空調系統雙面鋁箔復合保溫風管的制作與安裝。雙面鋁 箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或酚醛泡沫絕熱材料的板材制作而成的風管。 2施工準備 2.1材料 2.2.1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的規定,并 具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 2.1.2鋁箔復合保溫板材的品牌、規格、性能、厚度等技術參數應符合設計規定。當設計無規定時, 應不低于表2.1.2的規定。板材的鋁箔復合面粘合應牢固,粘合表面單面產生的分成、起泡等缺 陷不得大于6‰. 表2.1.2鋁箔復合保溫板材技術參數 名稱板材密度板材厚度導熱系數(2.5℃)彎曲強度燃燒性能氧指數煙密度 聚氨酯類40-50kg/m320
雙面鋁箔風管制作工藝介紹精華文檔
2019年雙面鋁箔聚氨酯復合風管制作工藝 (2)
格式:pdf
大小:2.5MB
頁數:24P
4.7
雙面鋁箔聚氨酯復合風管制作工藝 2.1風管制作工藝流程 以上每一道工序都與制作成型的風管質量息息相關。劃 線技術掌握的好可提高板材的利用率,而每一道工序的嚴格 把關方可保證風管的粘接牢固,并保證風管的 規格尺寸偏差在設計要求允許的范圍之內。 2.2制作工藝 2.2.1拼板 為提高板材的利用率及現場施工中無法用單塊板材制作風 管單面時,可將板材拼接。(如下圖) 2.2.2劃線、切割下料 在實際施工中,雙面鋁箔聚氨酯復合板制作風管與傳統風管 制作工藝一樣,必須先對設計圖紙上的風管進行合理的分 段,由于板材的規格尺寸(長×寬)多為4000×1200毫米。 而設計風管的規格尺寸各式各樣,所以在劃線過程中合理地 劃線、切割下料是降低材料損耗的關鍵。以下提供幾種劃線、 切割下料技術。在現場實際施工中可根據風管設計的尺寸靈 活掌握。 根據風管兩對邊長度(如下圖)不同大致可分成六種
2019年雙面鋁箔聚氨酯復合風管制作工藝
格式:pdf
大小:2.5MB
頁數:24P
4.7
雙面鋁箔聚氨酯復合風管制作工藝 2.1風管制作工藝流程 以上每一道工序都與制作成型的風管質量息息相關。劃 線技術掌握的好可提高板材的利用率,而每一道工序的嚴格 把關方可保證風管的粘接牢固,并保證風管的 規格尺寸偏差在設計要求允許的范圍之內。 2.2制作工藝 2.2.1拼板 為提高板材的利用率及現場施工中無法用單塊板材制作風 管單面時,可將板材拼接。(如下圖) 2.2.2劃線、切割下料 在實際施工中,雙面鋁箔聚氨酯復合板制作風管與傳統風管 制作工藝一樣,必須先對設計圖紙上的風管進行合理的分 段,由于板材的規格尺寸(長×寬)多為4000×1200毫米。 而設計風管的規格尺寸各式各樣,所以在劃線過程中合理地 劃線、切割下料是降低材料損耗的關鍵。以下提供幾種劃線、 切割下料技術。在現場實際施工中可根據風管設計的尺寸靈 活掌握。 根據風管兩對邊長度(如下圖)不同大致可分成六種
風管制作工藝_secret
格式:pdf
大小:72KB
頁數:3P
4.5
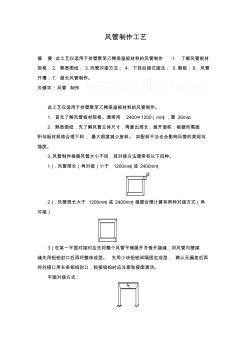
風管制作工藝 摘要:此工藝僅適用于擠塑聚苯乙稀保溫板材料的風管制作:1.了解風管板材 規格;2.熟悉圖紙;3.風管對接方法;4.下掛后接式接法;5.割板;6.風管 開槽;7.超長風管制作。 關鍵字:風管制作 此工藝僅適用于擠塑聚苯乙稀保溫板材料的風管制作。 1.首先了解風管板材規格。通常用2400×1200(mm),厚20mm。 2.熟悉圖紙,先了解風管立體尺寸,再算出周長,展開面積,根據所需面 積與板材規格合理下料,最大限度減少廢料。如配料不當也會影響風管的美觀與 強度。 3.風管制作根據風管大小不同,其對接方法通常有以下四種。 1).風管周長(角對接)小于1200mm(或2400mm) 2).風管周長大于1200mm(或2400mm)根據合理計算有兩種對接方式(角 對接) 3)在某一平面對接時應先將整個風管平鋪展開并錯開接縫,將風管內壁接
雙面鋁箔復合風管制作與安裝 (3)
格式:pdf
大小:306KB
頁數:13P
4.5
技術交底記錄 表c2-1 編號 工程名稱交底日期2013-3-31 施工單位分項工程名稱 交底提要 交底內容: 審核人交底人接受交底人 1、本表由施工單位填寫,交底單位與接受交底單位各存一份。 2、當做分項工程施工技術交底時,應填寫"分項工程名稱"欄,其他技術交底可不填寫。 雙面鋁箔復合風管制作與安裝 本章適用于一般工業與民用建筑通風與空調工程中雙面鋁箔復合保溫風管的制作與安 裝。雙面鋁箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或酚醛泡沫絕熱材料的板材 制作而成的風管。 一、材料要求 1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的規 定,并具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計無規定 時,應不低于下表的規定。板材的鋁箔復

雙面鋁箔復合風管制作與安裝
格式:pdf
大小:356KB
頁數:9P
4.8
百度文庫-讓每個人平等地提升自我 11 雙面鋁箔復合風管制作與安裝 本章適用于一般工業與民用建筑通風與空調工程中雙面鋁箔復合保溫風管的制作與安 裝。雙面鋁箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或酚醛泡沫絕熱材料的板材 制作而成的風管。 一、材料要求 1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的規 定,并具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計無規定 時,應不低于下表的規定。板材的鋁箔復合面粘合應牢固,粘合表面單面產生的分層、起泡 等缺陷不得大于6‰。 鋁箔復合保溫板材技術參數 名稱板材密度 板材厚度 (kg/) 導熱系數 (mm) 彎曲強度 (25℃)≤ 燃燒性能 mpa≥ 聚氨酯類40~5020±難燃b1級 酚醛類40~
雙面鋁箔風管制作工藝介紹最新文檔

雙面鋁箔復合風管制作和安裝 (2)
格式:pdf
大小:173KB
頁數:6P
4.4
雙面鋁箔復合風管制作與安裝 蘇州饒豐機電為大家帶來一篇適用于一般工業與民用建筑通風與空調工程中雙面鋁箔復合 保溫風管的制作與安裝。雙面鋁箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或酚醛泡沫 絕熱材料的板材制作而成的風管。 3.1材料要求 3.1.1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的規 定,并具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 3.1.2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計無規 定時,應不低于表3.1.2的規定。板材的鋁箔復合面粘合應牢固,粘合表面單面產生的分層、起 泡等缺陷不得大于6‰。 表3.1.2鋁箔復合保溫板材技術參數 名稱 板材密度 (kg/m3) 板材厚度 (mm) 導熱系數 (25℃) ≤彎曲
聚氨酯雙面鋁箔風管安裝技術
格式:pdf
大小:238KB
頁數:4P
4.6
聚氨酯雙面鋁箔風管安裝技術 錢 江 王 鑫 (天津三建建筑工程有限公司,天津 300170) 摘 要:主要介紹了聚氨酯雙面鋁箔風管的安裝技術的施工方法;玻纖板風管比傳統鋼板風 管的經濟效益比較。 關鍵詞:聚氨酯雙面鋁箔風管;安裝;加固;質量措施 中圖分類號:tu831.3+5 文獻標識碼:c 文章編號:1008-3197(2007)s1-0147-04 收稿日期:2007-04-21 作者簡介:錢江(1953-),男,高級工程師,天津三建建筑工 程有限公司副總經理,從事建筑工程施工管理工作。 1 工程概況 南大體育中心通風空調系統分為空調系統和防 排煙系統,空調系統工程主要為全空氣系統,應用于 大比賽館、游泳館、大型會議館等場所,局部為風機 盤管加新風系統,應用于休息室、辦公用房等。空調 送風管道材質為聚氨
雙面鋁箔復合風管制作和安裝
格式:pdf
大小:180KB
頁數:7P
4.3
專業整理 word完美格式 雙面鋁箔復合風管制作與安裝 蘇州饒豐機電為大家帶來一篇適用于一般工業與民用建筑通風與空調工程中雙面鋁箔 復合保溫風管的制作與安裝。雙面鋁箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或 酚醛泡沫絕熱材料的板材制作而成的風管。 3.1材料要求 3.1.1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準 的規定,并具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 3.1.2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計 無規定時,應不低于表3.1.2的規定。板材的鋁箔復合面粘合應牢固,粘合表面單面產生的 分層、起泡等缺陷不得大于6‰。 表3.1.2鋁箔復合保溫板材技術參數 名稱 板材密度 (kg/m3) 板材厚度 (mm)

3.雙面鋁箔復合風管制作與安裝
格式:pdf
大小:200KB
頁數:9P
4.5
雙面鋁箔復合風管制作與安裝 本章適用于一般工業與民用建筑通風與空調工程中雙面鋁箔復合保溫風管的制作與安 裝。雙面鋁箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或酚醛泡沫絕熱材料的板材 制作而成的風管。 一、材料要求 1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的規 定,并具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計無規定 時,應不低于下表的規定。板材的鋁箔復合面粘合應牢固,粘合表面單面產生的分層、起泡 等缺陷不得大于6‰。 鋁箔復合保溫板材技術參數 名稱板材密度 板材厚度 (kg/ 導熱系數 (mm) 彎曲強度 (25℃)≤ 燃燒性能 mpa≥ 聚氨酯類40~5020±0.50.027w/m.k1.05難燃b1級 酚醛類40~7020±
雙面鋁箔復合風管制作與安裝 (2)
格式:pdf
大小:180KB
頁數:7P
4.7
3雙面鋁箔復合風管制作與安裝 本章適用于一般工業與民用建筑通風與空調工程中雙面鋁箔復合保溫風管的制作與安裝。雙 面鋁箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或酚醛泡沫絕熱材料的板材制作而 成的風管。 3.1材料要求 3.1.1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的 規定,并具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 3.1.2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計無 規定時,應不低于表3.1.2的規定。板材的鋁箔復合面粘合應牢固,粘合表面單面產生的分 層、起泡等缺陷不得大于6‰。 表3.1.2鋁箔復合保溫板材技術參數 名稱 板材密度 (kg/m3) 板材厚度 (mm) 導熱系數 (25℃) ≤彎曲強度 mpa≥ 燃燒性能
雙面鋁箔復合風管制作及安裝
格式:pdf
大小:63KB
頁數:6P
4.7
文檔來源為:從網絡收集整理.word版本可編輯.歡迎下載支持. 雙面鋁箔復合風管制作與安裝 蘇州饒豐機電為大家帶來一篇適用于一般工業與民用建筑通風與空調工程中雙面鋁箔 復合保溫風管的制作與安裝。雙面鋁箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或 酚醛泡沫絕熱材料的板材制作而成的風管。 3.1材料要求 3.1.1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的 規定,并具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 3.1.2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計無 規定時,應不低于表,粘合表面單面產生的分層、起泡等缺陷不得大于6‰。 表3.1.2鋁箔復合保溫板材技術參數 名稱 板材密度 (kg/m 3 ) 板材厚度 (mm) 導熱系數 (25℃) ≤彎曲強度 mpa≥ 燃燒性
雙面鋁箔復合風管制作與安裝
格式:pdf
大小:306KB
頁數:13P
4.4
技術交底記錄 表c2-1 編號 工程名稱交底日期2013-3-31 施工單位分項工程名稱 交底提要 交底內容: 審核人交底人接受交底人 1、本表由施工單位填寫,交底單位與接受交底單位各存一份。 2、當做分項工程施工技術交底時,應填寫"分項工程名稱"欄,其他技術交底可不填寫。 雙面鋁箔復合風管制作與安裝 本章適用于一般工業與民用建筑通風與空調工程中雙面鋁箔復合保溫風管的制作與安 裝。雙面鋁箔復合保溫風管是指兩面覆貼鋁箔、中間夾有聚氨酯或酚醛泡沫絕熱材料的板材 制作而成的風管。 一、材料要求 1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的規 定,并具有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計無規定 時,應不低于下表的規定。板材的鋁箔復
雙面鋁箔復合風管
格式:pdf
大小:180KB
頁數:5P
4.7
技術交底記錄 表c2-1 編號 工程名稱交底日期 施工單位分項工程名稱 交底提要 交底內容: 審核人交底人接受交底人 1、本表由施工單位填寫,交底單位與接受交底單位各存一份。 2、當做分項工程施工技術交底時,應填寫"分項工程名稱"欄,其他技術交底可不填寫。 雙面鋁箔復合風管制作與安裝 一、材料要求 1風管制作與安裝所用的板材、型材及其他成品材料應符合設計及國家相關產品標準的規定,并具 有出廠質量檢驗合格證明文件。材料進場按現行相關標準進行驗收。 2鋁箔復合保溫板材的品種、規格、性能、厚度等技術參數應符合設計規定。當設計無規定時,應 不低于下表的規定。板材的鋁箔復合面粘合應牢固,粘合表面單面產生的分層、起泡等缺陷不得大 于6‰。 鋁箔復合保溫板材技術參數 名稱板材密度 板材厚度 (kg/ 導熱系數 (mm) 彎曲強度 (25℃)≤ 燃燒性能 mpa≥ 聚氨

金屬風管制作工藝大全
格式:pdf
大小:286KB
頁數:24P
4.6
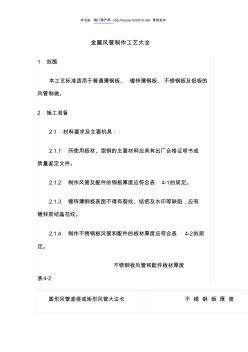
本文由海門房產網http://house.hm0513.net/原創發布 金屬風管制作工藝大全 1范圍 本工藝標準適用于普通薄鋼板、鍍鋅薄鋼板、不銹鋼板及鋁板的 風管制做。 2施工準備 2.1材料要求及主要機具: 2.1.1所使用板材、型鋼的主要材料應具有出廠合格證明書或 質量鑒定文件。 2.1.2制作風管及配件的鋼板厚度應符合表4-1的規定。 2.1.3鍍鋅薄鋼板表面不得有裂紋、結疤及水印等缺陷,應有 鍍鋅層結晶花紋。 2.1.4制作不銹鋼板風管和配件的板材厚度應符合表4-2的規 定。 不銹鋼板風管和配件板材厚度 表4-2 圓形風管直徑或矩形風管大邊長不銹鋼板厚度 本文由海門房產網http://house.hm0513.net/原創發布 (mm)(mm) 100~5000.5 560~11200.75 1250~20001.00 250
雙面鋁箔風管制作工藝介紹相關
文輯推薦
知識推薦
百科推薦


職位:巖土科研人員
擅長專業:土建 安裝 裝飾 市政 園林


