

雙密封焊接管道施工工法(伊犁工程項目部)
格式:pdf
大小:2.3MB
頁數:11P
人氣 :57
 4.6
4.6
中國化學工程第六建設有限公司 雙密封焊接管道施工工法 1.前言 管道工程管道腐蝕一直是人們關心的問題之一。管道腐蝕在內外壁都會 發生,由于管內輸送介質的因素比管道外界環境更加復雜, 管道運行過程中, 因輸送介質中存在各種腐蝕性物質,導致管道內銹蝕,進而產生穿孔和泄漏 事故。造成了生產停產, 環境污染等問題。 腐蝕縮短了管道的使用壽命 ,降低 了管道的輸送能力 ,引起生產費用的增加和意外事故的發生, 內腐蝕往往更容 易使企業遭受損失。 面對當前凸現的全球能源危機以及對環境保護意識的不斷增強和監管, 人們對輸送介質的鋼質管道的內外防腐保護工作越來越重視。在管道外防腐 施工技術日臻完善的今天,管道內防腐隨著防腐施工技術的日益發展,管道 內防腐工作可以通過靜電熱噴涂等防腐工藝,單根鋼質管道在車間內生產產 線上分批量完成,內防腐合格的管道運至施工現場進行安裝。 施工現場管道焊接過程中,焊縫周圍的內防




焊接管道標準(標準)
格式:pdf
大小:6KB
頁數:2P
本文由baoyujianshe貢獻 doc文檔可能在wap端瀏覽體驗不佳。建議您優先選擇txt,或下載源文件到本機 查看。 管道焊接技術標準 金屬管道種類繁多、數量大,使用工況千差萬別。我國不同行業采用不同的應用 標準體系,標準之間 差別很大。當然,由于金屬管道的工況,如溫度、壓力、介質、 環境等不同,標準有差距是客觀存在的。 例如,電力電站管道高壓、高溫、蒸汽介質 居多;石化、石油管道受壓、腐蝕介質居多;化工行業管道還 有劇毒介質(如氯氣) ;機械行業壓力容器,按使用情況及工況分成低壓、中壓、高壓、超高壓,按容器 類 別分成第一類壓力容器、第二類壓力容器、第三類壓力容器。船舶管道有高壓的蒸汽 管道、主機冷卻的 海水管道(承壓及受腐蝕)、污水管道(承壓及受高溫)、燃油輸 送管道、壓縮空氣管道等,在不同的工 況條件下運行。以下擇要介紹一些基本標準。 一、壓力管
 焊接管道LBB分析中泄漏速率的研究
焊接管道LBB分析中泄漏速率的研究 焊接管道LBB分析中泄漏速率的研究
格式:pdf
大小:762KB
頁數:4P
先泄后斷(lbb)技術已經廣泛地應用于焊接壓力容器及管道的設計中,該理論是指在壓力容器和管道中的裂紋達到失穩狀態以前,可以檢測到通過該裂紋的流體的泄漏。使用計算機程序模擬了通過裂紋的流體泄漏速率;通過有限元分析程序fluent,對簡單情況下的單相流體在壓力管道中裂紋不同張開方向上的泄漏速率進行模擬計算,并對其結果進行比較分析。得出泄漏速率與裂紋張開位移(cod)和裂紋長度的關系均不是線性關系,并且cod的擴展對泄漏速率的影響要大于裂紋長度對其的影響。因此,cod的擴展值是影響管道內流體泄漏速率的主要因素。
編輯推薦下載
淺談如何提高焊接管道的質量 淺談如何提高焊接管道的質量
格式:pdf
大小:998KB
頁數:1P
4.8
在焊接過程中經常遇到管道的焊接,焊接中由于受到外界影響,在一定的情況下嚴重影響焊接質量,筆者就焊接過程中如何提高焊接管道的質量進行闡述。
裝配式焊接管道施工技術研究 裝配式焊接管道施工技術研究
格式:pdf
大小:1.9MB
頁數:3P
4.7
以上海和輝光電第6代amoled顯示項目中的壓縮空氣系統施工為背景,從運用bim技術解決管線碰撞與管線綜合、利用單線圖分解管段進行預制、設計與工廠的嚴密配合和焊接施工這4個方面介紹了裝配式焊接管道施工技術。通過實踐,證明這一施工方式可基本保證成本可控、管材無浪費,同時加快了施工進度。
雙密封焊接管道施工工法伊犁工程項目部熱門文檔
淺析帶壓焊接管道的焊接堵漏 淺析帶壓焊接管道的焊接堵漏
格式:pdf
大小:102KB
頁數:未知
4.4
煉油廠、化工廠中管道眾多,由于其輸送的介質不斷流動,在腐蝕、沖刷、振動等因素的影響下,在直管輸送管段上、異徑管段上、流體介質改變方向的彎頭及三通處、管道的焊縫上經常會出現泄漏。而泄漏如果得不到有效的控制,就會造成環境污染,影響企業經濟效益甚至發生安全事故。因此如何快速有效地、在不降低管內介質壓力及溫度的情況下止住泄漏就成了現代煉油、化工企業研究的重要問題。在一般情況下,管道一旦發生泄漏,是很難在動態下進行補焊的,原因有二:其一,熔融的金屬在沒有得到凝固之前,就可能被噴出的介質吹跑;其二,泄漏介質本身有可能威脅施焊人員的人身安全,尤其是易燃易爆的泄漏介質,就更難以在動態狀況下進行補焊了。
無焊接管道在年產200kt紙漿項目中的應用 無焊接管道在年產200kt紙漿項目中的應用
格式:pdf
大小:481KB
頁數:3P
4.3
對焊接管道、傳統卡套式管接頭和無焊接管道優、缺點進行對比分析,并結合裝置特點,在制漿車間液壓裝置管道系統中成功應用了無焊接管道,避免了焊接管道、傳統卡套式管接頭之不足。

柔性連接管道施工工法
格式:pdf
大小:335KB
頁數:7P
4.7
柔性連接管道施工工法 作者:李四江 編制日期:2001年3月11日 中建一局集團四公司 國家電力調度中心項目經理部 柔性連接管道施工工法 前言 柔性連接管道系統是國際上在本世紀二十年代發展起來的一種新興管道連接方式,它與 其它管道連接方式如焊接、法蘭、絲扣連接相比,具有連接方便、嚴密牢固、性能可靠的優 點。 1.特點 1.1利用標準的帶溝槽鋼管和接頭,用firelock角度調節卡箍正向夾緊管子,所達到 剛度可以抵抗扭力載荷和彎曲載荷。 1.2管道柔性連接配管系統柔性好,能適應管道的膨脹、收縮、偏轉現象,可減少震 動,吸收膨脹和收縮量。 1.3管道柔性連接配管系統采用獨立的帶槽管道,用橡膠墊圈進行密封,依靠外置的 螺栓卡箍外殼來聯成一體,可減少噪音和震動的傳遞。 1.4管道柔性連接配管系統拆裝方便,只要拆開二只卡箍(總共四只螺栓),就可對 管道進行清潔、維修、
管壁厚度對在線焊接管道承壓能力的影響 管壁厚度對在線焊接管道承壓能力的影響
格式:pdf
大小:689KB
頁數:5P
4.3
運用有限元法對不同壁厚的管道進行在線焊接時的溫度場進行了數值模擬,內部介質流動對焊接溫度場的影響通過確定介質與管壁的換熱系數來考慮,并根據溫度計算結果,獲得管道的剩余強度因子,進而獲得管道的極限壓力。研究表明,焊縫上點的峰值溫度隨著壁厚的增大而略有升高,而主管內壁的峰值溫度隨著壁厚的增大而下降。當壁厚增大到一定程度時,在線焊接管道的剩余強度因子增大速度減緩。
輸氣管線在役焊接管道內壁變形的數值模擬 輸氣管線在役焊接管道內壁變形的數值模擬
格式:pdf
大小:1007KB
頁數:5P
4.8
采用焊接過程數值模擬軟件sysweld研究了輸氣管線在役焊接過程中管道內壁的變形,并和常規焊接進行了對比.結果表明,對于在役焊接近縫區的一點,隨著焊接熱源的靠近,變形量逐漸增大,當焊接熱源經過該點時變形量最大,在隨后的冷卻過程中,變形量減小.在役焊接時焊接接頭的變形與常規焊接有較大差異,在役焊接過程中接頭的瞬態變形和殘余變形均為外凸變形;而對于常規焊接,隨著焊接冷卻過程的進行,逐漸由外凸變形過渡為內凹變形,最終的殘余變形為內凹變形.隨著焊接熱輸入的增大,在役焊接接頭近縫區的瞬態變形和殘余變形均增大,遠離焊縫中心區域的瞬態變形和殘余變形隨著熱輸入的增加而減小.
雙密封焊接管道施工工法伊犁工程項目部精華文檔
焊接管道檢修口和清掃口制作安裝
格式:pdf
大小:87KB
頁數:1P
4.6
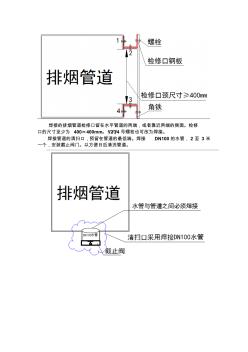
焊接的排煙管道檢修口留在水平管道的兩端,或者靠近兩端的側面。檢修 口的尺寸至少為400×400mm。1/2/3/4號螺栓也可改為焊接。 焊接管道的清掃口,預留在管道的最低端。焊接dn100的水管,2至3米 一個,安裝截止閥門。以方便日后清洗管道。
新型無焊接管道技術在石油機械中的應用 新型無焊接管道技術在石油機械中的應用
格式:pdf
大小:542KB
頁數:3P
4.5
管道在石油機械中主要用來傳輸石油、天然氣體、高壓水和液壓能量等,要求管道能承受流體壓力而無泄漏,能承受壓力沖擊而連接牢靠,可多次重復裝拆,具有高清潔度等。介紹了新近發展起來的walform擠壓式管道連接技術、37°擴口法蘭管道連接技術、90°擴口法蘭管道連接技術、止推環法蘭管道連接技術等新型無焊接管道技術及其在石油機械中的應用。
介質流速對在線焊接管道極限壓力的影響 介質流速對在線焊接管道極限壓力的影響
格式:pdf
大小:1.4MB
頁數:5P
4.8
運用有限元法對不同介質流速下在線焊接時的溫度場進行了數值模擬,內部介質流動對焊接溫度場的影響通過確定介質與管壁的換熱系數來考慮;根據溫度計算結果,獲得管道的剩余強度因子,進而判定管壁是否燒穿。研究表明,隨著流速的增大,焊縫位置處外壁上的峰值溫度無明顯變化,而內壁上的峰值溫度隨之下降;在線焊接管道的剩余強度因子及所能承受的極限壓力呈上升趨勢,且在一定范圍內增大明顯,故應充分利用該流速變化范圍的特點以確定最佳施工條件。

ОСТ36-24-77碳鋼焊接管道部件三通
格式:pdf
大小:94KB
頁數:3P
4.6
焊接三通管ост36-24-77 3.1.6.焊接三通管ост36-24-77 簡要技術特性: 公稱壓力,pn達2.5mpa(兆帕) 外徑,dn325-1620mm 溫度,t零下30‘с至零上300°с 材質鋼號стзсп,20,09г2с,17г1с 焊接三通管在工藝管道施工中用于連接碳素鋼管,應用管道包括適用國家技術監督局規范的管道,廣泛 用于化學、石油化學、石油、冶金和其他工業企業。 標準適用等徑和異徑焊接碳素鋼三通管,pn≤2.5mpa(兆帕)。 等徑三通管的符號示例: dn=820mm,s=16mm,采用鋼встзсп: 三通管тс820x16встзспост36-24-77 異徑三通管的符號示例: dn=820mm,dn=530mm,s1=10mm,s2=7mm,采用鋼вст
鋁合金焊接管道X射線探傷工藝改進研究 鋁合金焊接管道X射線探傷工藝改進研究
格式:pdf
大小:236KB
頁數:3P
4.4
針對空分設備中鋁合金焊接管道要求100%射線探傷的情況,在保證射線照相靈敏度的前提下,探索出既能保證底片質量、又能使探傷效率提高5~10倍的多管道同步探傷工藝。
雙密封焊接管道施工工法伊犁工程項目部最新文檔
在線焊接管道設計壓力的影響因素 在線焊接管道設計壓力的影響因素
格式:pdf
大小:343KB
頁數:11P
4.7
提出了預測在線焊接管道設計壓力及燒穿的方法.運用有限元法對不同參數下在線焊接時的溫度場進行了數值模擬,內部介質流動對焊接溫度場的影響通過確定介質與管壁間的換熱系數來考慮,并根據溫度計算結果,獲得了管道的剩余強度因子和設計壓力,進而判定管壁是否燒穿.研究表明:在線焊接管道的設計壓力隨著焊接熱輸入的增大而降低,當熱輸入增大到一定程度時,曲線趨于平緩;隨著流速的增大,在線焊接管道的剩余強度因子及所能承受的設計壓力呈上升趨勢,且在一定范圍內增大明顯,故應充分利用該流速變化范圍的特點以確定最佳施工條件;剩余強度因子隨著壁厚的增加而升高,當壁厚增大到一定程度時,在線焊接管道的剩余強度因子增大速度減緩,此后繼續增加壁厚,則對材料的利用率有所下降.根據設計壓力與各參數的關系曲線可以獲得安全操作條件.

溝槽連接管道施工工法(精)
格式:pdf
大小:365KB
頁數:7P
4.6
溝槽連接件是一種新型的鋼管連接方式,具有很多優點。自動噴水滅火系 統設計規范提出 一、工藝流程安裝準備一滾槽一開孔,安裝機械三通、四通一管道安裝一 系統試壓。 二、安裝準備1.檢查開孔機、滾槽機、切管機,確保安全使用。 2.材料、工具的準備,包括管材、鋼卷尺、扳手、游標卡尺、水平儀、潤 滑劑、木榔頭、腳手架等 3.按設計要求裝好待裝管子的支吊架。 三、滾槽1.用切管機將鋼管按需要的長度切割,用水平儀檢查切口斷面, 確保切口斷面與鋼管中軸 2.將需要加工溝槽的鋼管架設在滾槽機和滾槽機尾架上,用水平儀抄平, 使鋼管處于水平位置。 3.將鋼管加工端斷面緊貼滾槽機,使鋼管中軸線與滾輪面垂直。 4.緩緩壓下。千斤頂,使上壓輪貼緊鋼管,開動滾槽機,使滾輪轉動一 周,此時注意觀察鋼管斷面 5.停機,用游標卡尺檢查溝槽深度和寬度,確認符合標準要求后,將千斤 頂卸荷,取出鋼管。 四、開孔。安裝機械三通、
溝槽連接管道施工工法 (2)
格式:pdf
大小:289KB
頁數:5P
4.5
溝槽連接件是一種新型的鋼管連接方式,具有很多優點。自動噴水滅火系統設計規范提出 一、工藝流程安裝準備一滾槽一開孔,安裝機械三通、四通一管道安裝一系統試壓。 二、安裝準備1.檢查開孔機、滾槽機、切管機,確保安全使用。 2.材料、工具的準備,包括管材、鋼卷尺、扳手、游標卡尺、水平儀、潤滑劑、木榔頭、腳手架等 3.按設計要求裝好待裝管子的支吊架。 三、滾槽1.用切管機將鋼管按需要的長度切割,用水平儀檢查切口斷面,確保切口斷面與鋼管中軸 2.將需要加工溝槽的鋼管架設在滾槽機和滾槽機尾架上,用水平儀抄平,使鋼管處于水平位置。 3.將鋼管加工端斷面緊貼滾槽機,使鋼管中軸線與滾輪面垂直。 4.緩緩壓下。千斤頂,使上壓輪貼緊鋼管,開動滾槽機,使滾輪轉動一周,此時注意觀察鋼管斷面 5.停機,用游標卡尺檢查溝槽深度和寬度,確認符合標準要求后,將千斤頂卸荷,取出鋼管。
溝槽連接管道施工工法
格式:pdf
大小:289KB
頁數:5P
4.6
溝槽連接件是一種新型的鋼管連接方式,具有很多優點。自動噴水滅火系統設計規范提出 一、工藝流程安裝準備一滾槽一開孔,安裝機械三通、四通一管道安裝一系統試壓。 二、安裝準備1.檢查開孔機、滾槽機、切管機,確保安全使用。 2.材料、工具的準備,包括管材、鋼卷尺、扳手、游標卡尺、水平儀、潤滑劑、木榔頭、腳手架等 3.按設計要求裝好待裝管子的支吊架。 三、滾槽1.用切管機將鋼管按需要的長度切割,用水平儀檢查切口斷面,確保切口斷面與鋼管中軸 2.將需要加工溝槽的鋼管架設在滾槽機和滾槽機尾架上,用水平儀抄平,使鋼管處于水平位置。 3.將鋼管加工端斷面緊貼滾槽機,使鋼管中軸線與滾輪面垂直。 4.緩緩壓下。千斤頂,使上壓輪貼緊鋼管,開動滾槽機,使滾輪轉動一周,此時注意觀察鋼管斷面 5.停機,用游標卡尺檢查溝槽深度和寬度,確認符合標準要求后,將千斤頂卸荷,取出鋼管。
涂塑復合鋼管雙密封焊接的應用 涂塑復合鋼管雙密封焊接的應用
格式:pdf
大小:214KB
頁數:2P
4.6
通過介紹涂塑復合鋼管雙密封焊接在高硫煤清潔利用油化電熱一體化示范項目全廠給排水管網工程中的應用情況,闡述了該焊接工藝的施工方法,并對其技術優勢作了分析,指出該工藝具有顯著的經濟效益,應用前景廣闊。
涂塑復合鋼管雙密封焊接
格式:pdf
大小:28KB
頁數:3P
4.8
涂塑復合鋼管雙密封焊接說明 1、概況 涂塑復合鋼管也叫涂塑鋼管,是以鋼管為基管,以塑料粉末為圖層的材料, 在其內表面熔融涂戴上一層塑料層,在其外表面涂戴上塑料層的鋼塑符合產品。 雙密封焊接是指管內層采用不銹鋼焊接,管外層采用普通焊接的雙層焊接施工工 藝,其理念最早在20世紀90年代由德國提出,后經許多國家持續研發,但沒有 應用在管道領域上。國內很多研發單位對此項核心技術加以消化改造,成功的生 產出了雙密封焊接涂塑鋼管,并應用到了項目工程。 鋼管在埋地時,由于若承載的介質重量以及實際工作狀態下,在動態過程中 的震動,加之土壤自身沉降因素,時間一長,傳統的卡箍或法蘭連接難免有滲漏 的現象發生,而且不易發現。普通鋼管選擇直接焊接,這種方式性能穩定、牢靠, 但是這種方式在涂塑復合鋼管焊接過程中導致內壁涂層的破壞,最終導致涂層達 不到其耐防腐的效果。而埋地涂塑復合鋼管采用雙密
 立磨蓄能器連接管道密封的改造
立磨蓄能器連接管道密封的改造 立磨蓄能器連接管道密封的改造
格式:pdf
大小:354KB
頁數:未知
4.6
我公司trm38.4生料立磨為四輥磨,配備兩套液壓系統,每個輥安裝有4個蓄能器,總共16個。生產中蓄能器底部連接管道密封處損壞頻次較高,經常漏油,給磨機的連續運轉帶來困難。1問題分析磨機原設計的蓄能器下面連接管道是用焊接卡套式連接,單靠螺紋進行固定(φ3.5mm的o型圈密封),當磨機出現較大的振動時,液壓管道也隨之振動,螺紋會被振松,造成連接處漏油,影響蓄能器作用的發揮,也給現場衛生的清理帶來困難。
長輸管道施工焊接管理 長輸管道施工焊接管理
格式:pdf
大小:2.5MB
頁數:1P
4.5
長輸管道在石油的輸送過程中發揮著很大的作用,但是焊接缺陷的存在帶來很大的安全隱患。因此,做好長輸管道焊接施工管理具有十分重要的意義。本文針對長輸管道安裝過程中的焊接施工管理進行討論,以期通過科學的管理方式提高焊接質量、確保管道運勢的合理、安全開展
管道工程項目部工作的自我總結
格式:pdf
大小:19KB
頁數:3P
4.4
1 管道工程項目部工作的自我總結 管道工程項目部工作的自我總結管道工程項目部工作的自我總 結我們在中石化集團公司的熱情關注及西南管道項目經理部的大 力支持下,有幸參加了管道工程的施工,這給我們提供了展示企業 精神面貌和綜合實力的機會。 在這一年的施工中,西南管道項目部的領導不辭辛苦,深入工 地,積極協調,新鄉方圓監理公司嚴格要求,認真把關,武警部隊及 其它相關單位的大力支持和配合,為工程順利進展提供了較好的保 障。目前工程已接近尾聲,回顧這一年的施工,我們主要從以下幾 方面入手,確保管道安裝的施工。 一、領導重視、精心布署、確保施工快節奏。 我們承擔的管道工程貴州標段,起點為貴州省貴定縣的甲召 寨,終點為貴州省平壩縣的桃花園,全長公里,其中石方山區段,穿 越各種河流條,道路處,鐵路處,跨越河流、沖溝處,穿越光纜、水 管線等處,穿越隧道條,管道沿線山高路險、穿河跨路、地形復雜,
雙密封焊接管道施工工法伊犁工程項目部相關
文輯推薦
知識推薦
百科推薦


職位:幕墻安全員
擅長專業:土建 安裝 裝飾 市政 園林


