

雙面超薄不銹鋼復合板激光焊接接頭組織性能研究
格式:pdf
大小:1.1MB
頁數:6P
人氣 :69
 4.5
4.5
以高Cr、Ni合金粉為填加材料,采用Nd∶YAG脈沖激光對0.1 mm+0.8 mm+0.1 mm雙面超薄不銹鋼復合板進行對接焊,對焊接接頭的組織、抗拉強度、焊縫區(qū)顯微硬度以及焊縫表面耐腐蝕性能進行了研究。結果表明,激光焊接的表面成形性好、變形小、無缺陷,焊縫金屬與覆層不銹鋼及基層碳鋼連接良好;焊縫中心為晶粒取向不規(guī)律的細小等軸晶,其他區(qū)域為柱狀晶,幾乎看不到熱影響區(qū),焊縫表面為奧氏體+少量鐵素體+少量馬氏體組織;焊接接頭的抗拉強度達到了母材的92%,伸長率為母材的25%;焊縫區(qū)顯微硬度與母材相比有顯著提高;不銹鋼復合板焊縫表面和母材覆層抗電化學腐蝕性能接近。



不銹鋼復合板的焊接
格式:pdf
大小:52KB
頁數:5P
不銹鋼復合板的焊接 一、概述 不銹鋼復合板是用較薄的不銹鋼板(304l、316l、321等) 與較厚的低碳鋼板或合金鋼板復合而成,復合方法一般采用爆炸 法、軋制法或爆炸軋制法。不銹鋼復材的厚度一般在3-6mm,而 基材的厚度則可能根據需要確定為10以上的任意厚度。目前我 公司所使用的復合板基材的最大厚度為96mm. 由于不銹鋼復合板存在珠光體鋼與奧氏體鋼兩種材質,所以 焊接過程中除了考慮到珠光體基材的接頭性能和奧氏體復材的 性能要求外,還存在著異種鋼的焊接問題。因此在焊接不銹鋼復 合板的過程中同時具有珠光體鋼、奧氏體鋼和異種鋼的焊接特 點,并且由于特殊的用途及散熱情況和應力狀態(tài)的影響復合板的 焊接還具有他自己的特點。 不銹鋼復合板產品有兩種強度計算方式,一種是只計算基材 的強度而復材僅考慮其抗腐蝕或抗氧化性能,另一種是基材和復 材都參與強度計算。后者對焊接提出了更高的要求
 321不銹鋼薄板激光微焊接接頭組織性能研究
321不銹鋼薄板激光微焊接接頭組織性能研究 321不銹鋼薄板激光微焊接接頭組織性能研究
格式:pdf
大小:1.0MB
頁數:未知
本文采用微型脈沖激光實現了0.3mm厚321不銹鋼片的對接焊,通過正交優(yōu)化設計對工藝參數進行了優(yōu)化,利用光學顯微鏡,電子精密拉伸機等分析測試手段,研究了工藝參數對焊接接頭微觀形貌及組織的影響。結果表明,焊接接頭獲得最大抗拉強度的最優(yōu)工藝參數是脈;中功率百分比為18、脈沖寬度為4ms、脈沖頻率為2hz,此時焊接接頭的承載能力達到母材的98%。分析了功率密度對焊縫成形和力學性能的影響。承載能力較高的焊接接頭其顯微組織是由焊縫中心區(qū)的等軸晶和焊縫邊緣粗大的柱狀晶組成,并且焊接接頭的顯微硬度高于母材。
編輯推薦下載
不銹鋼同種焊接接頭組織及性能 不銹鋼同種焊接接頭組織及性能
格式:pdf
大小:2.9MB
頁數:3P
4.7
采用填加或不填加1cr18ni9ti焊絲,對1cr18ni9ti奧氏體不銹鋼和1cr13馬氏體不銹鋼進行直流鎢極氬弧焊試驗。采用金相顯微鏡、萬能拉伸試驗機和顯微硬度儀、掃描電子顯微鏡等分析測試手段研究了焊接接頭各區(qū)域的顯微組織、接頭的力學性能、斷口形貌特征等。并通過對兩種材料所形成的同種組織焊接接頭組織和性能的對比,確定了不銹鋼板的焊接工藝。
超薄不銹鋼片的微激光焊接工藝研究 超薄不銹鋼片的微激光焊接工藝研究
格式:pdf
大小:847KB
頁數:4P
4.5
采用微型脈沖激光實現了0.2mm厚321不銹鋼片的對接焊,并通過正交優(yōu)化設計對工藝參數進行了優(yōu)化,研究了工藝參數對焊接接頭微觀形貌及組織的影響。結果表明,焊接接頭獲得最大抗拉力的最優(yōu)工藝參數是脈沖功率百分比為15、脈沖頻率為5hz、脈沖寬度為2.1ms,此時焊接接頭的承載能力達到母材的95%。當微激光焊的脈沖能量過大時會產生熱量的積累、導致焊縫發(fā)生燒穿,當脈沖寬度較小時激光脈沖的熔透能力較弱、導致焊縫未焊透,這兩者都會導致焊接接頭的承載能力較差。承載能力較高的焊接接頭其顯微組織由焊縫中心區(qū)的等軸晶和焊縫邊緣細小的柱狀晶組成。
雙面超薄不銹鋼復合板激光焊接接頭組織性能研究熱門文檔
超薄不銹鋼片微激光焊接的焊縫成形 超薄不銹鋼片微激光焊接的焊縫成形
格式:pdf
大小:724KB
頁數:4P
4.5
采用微型脈沖激光實現了0.2mm厚321不銹鋼片的對接焊,研究了脈沖頻率、脈沖寬度和脈沖功率等工藝參數對焊縫成形的影響規(guī)律。結果表明,0.2mm厚321不銹鋼片的微激光對接焊容易在焊縫處產生燒穿,在收弧處形成較深的弧坑。在其它工藝參數固定不變時,減小脈沖頻率和脈沖寬度均可以減少或避免焊縫的燒穿,改善焊縫成形;減小脈沖功率有利于避免焊縫收弧處較深弧坑的形成,但脈沖功率過小會導致未焊合。當脈沖功率分數為12%時,脈沖頻率在較寬的范圍內變化都能獲得成形良好、無缺陷的焊接接頭。焊縫組織由中心部位的等軸晶和邊緣細小的柱狀晶組成,在焊縫和母材的交界處幾乎不存在焊接熱影響區(qū)。
不銹鋼復合板的焊接工藝 (2)
格式:pdf
大小:196KB
頁數:5P
4.3
1 不銹鋼復合板的焊接工藝規(guī)程 1、使用范圍 本工藝適用于以各種不銹鋼為復材、低碳鋼或低合金鋼為基材總厚度大于或 等于4mm的不銹鋼復合板的焊接。 2、焊接材料的選擇 2.1焊接材料選用原則 2.1.1復層材料的選用應保證熔敷金屬的合金元素的含量不低于復層材料標準 規(guī)定的下限值。 2.1.2過渡層的焊條宜選擇25%cr-13%ni型或25%cr-20%ni型以補充基層對 復層的稀釋,對復層含鉬的不銹鋼復合板,應采用25%-13%ni-mo型焊條。 2.2常用不銹鋼復合板焊接材料可按表2.2-1、2.2-2選取。 表2.2-1常用不銹鋼復合板過渡層及復層焊接材料的選用 復層材質過渡層焊接復層焊接 焊條牌號焊條型號焊條牌號焊條型號焊絲鋼號 0cr18ni9 (304) a302 a307 a062 a402 a407 e309-16
不銹鋼復合板的焊接工藝
格式:pdf
大小:196KB
頁數:5P
4.7
1 不銹鋼復合板的焊接工藝規(guī)程 1、使用范圍 本工藝適用于以各種不銹鋼為復材、低碳鋼或低合金鋼為基材總厚度大于或 等于4mm的不銹鋼復合板的焊接。 2、焊接材料的選擇 2.1焊接材料選用原則 2.1.1復層材料的選用應保證熔敷金屬的合金元素的含量不低于復層材料標準 規(guī)定的下限值。 2.1.2過渡層的焊條宜選擇25%cr-13%ni型或25%cr-20%ni型以補充基層對 復層的稀釋,對復層含鉬的不銹鋼復合板,應采用25%-13%ni-mo型焊條。 2.2常用不銹鋼復合板焊接材料可按表2.2-1、2.2-2選取。 表2.2-1常用不銹鋼復合板過渡層及復層焊接材料的選用 復層材質過渡層焊接復層焊接 焊條牌號焊條型號焊條牌號焊條型號焊絲鋼號 0cr18ni9 (304) a302 a307 a062 a402 a407 e309-16
不銹鋼復合板水解塔的焊接 不銹鋼復合板水解塔的焊接
格式:pdf
大小:390KB
頁數:3P
4.6
根據不銹鋼復合板的特性,分析了16mnr+316l不銹鋼復合板的焊接性,對焊接工藝進行了評定試驗,確定了焊接工藝,保證了設備的焊接質量,提高了焊接效率。
不銹鋼復合板焊接裂紋的返修 不銹鋼復合板焊接裂紋的返修
格式:pdf
大小:37KB
頁數:1P
4.4
我廠在焊接復合板材質20r+00cr19ni14mo2(板14mm+3mm)壓力容器時,因供貨質量原因,在焊接時焊縫區(qū)及相鄰母材100mm*100mm范圍內出現了大量裂紋,有些裂紋是貫穿性的,針對這一缺陷制定了以下返修工藝。
雙面超薄不銹鋼復合板激光焊接接頭組織性能研究精華文檔
不銹鋼復合板的焊接 (2)
格式:pdf
大小:213KB
頁數:6P
4.7
不銹鋼復合板的焊接 不銹鋼復合板是由復層(不銹鋼)和基層(碳鋼、低合金鋼等)復合軋制而成的雙金屬, 由復層保證耐蝕性能,強度主要靠基層獲得,這樣可以節(jié)約大量不銹鋼,具有良好的經濟 價值。不銹鋼復合板由于具有良好的綜合性能和價格上風,在石油化工、食品產業(yè)等領域 得到日益廣泛的應用。不銹鋼復合板焊接既不同于不銹鋼,也不同于碳鋼或低合金鋼,而 有其特點和難點。 一、不銹鋼復合板的焊接特點 從設計角度考慮,不銹鋼復合板的基層主要是保證強度,復層主要是保證其耐蝕性能, 中間增加的過渡層只是焊接工藝的需要。為了保證復合鋼板不失往其原有的綜合性能,需 要對基層和復層分別焊接。除了基層和復層的焊接外,還有過渡層焊接的題目,這是不銹 鋼復合板焊接的主要特點。復層焊縫和基層焊縫之問,以及復層焊縫與基層母材交界處宜 采用過渡焊縫。基層和復層的過渡層焊接是不銹鋼復合板焊接的關鍵。 二、不銹鋼復合板焊接技術要點 1
不銹鋼復合板焊接(全
格式:pdf
大小:170KB
頁數:4P
4.3
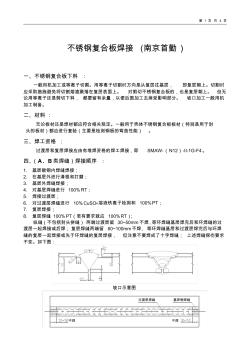
第1頁共4頁 不銹鋼復合板焊接(南京首勤) 一、不銹鋼復合板下料: 一般用機加工或等離子切割。用等離子切割時方向是從復層往基層,即復層朝上。切割時 應采取措施避免將切割熔渣濺落在復層表面上。對剪切不銹鋼復合板的,也是復層朝上。但無 論用等離子還是剪切下料,都要留有余量,以便后面加工去掉受影響部分。坡口加工一般用機 加工制備。 二、材料: 無論板材還是焊材都應符合相關規(guī)定。一般用于殼體不銹鋼復合板板材(特別是用于封 頭的板材)都應進行復驗(主要是檢測鋼板的彎曲性能)。 三、焊工資格: 過渡層和復層焊接應由有堆焊資格的焊工焊接,即smaw-(n12)-ii-1g-f4。 四、(a、b類焊縫)焊接順序: 1.基層碳鋼內焊縫焊接; 2.在基層外進行清根和打磨; 3.基層外焊縫焊接; 4.對基層焊縫進行100%rt; 5.焊接過渡層; 6.對過渡層焊

不銹鋼復合板焊接(全)
格式:pdf
大小:170KB
頁數:4P
4.5
第1頁共4頁 不銹鋼復合板焊接(南京首勤) 一、不銹鋼復合板下料: 一般用機加工或等離子切割。用等離子切割時方向是從復層往基層,即復層朝上。切割時 應采取措施避免將切割熔渣濺落在復層表面上。對剪切不銹鋼復合板的,也是復層朝上。但無 論用等離子還是剪切下料,都要留有余量,以便后面加工去掉受影響部分。坡口加工一般用機 加工制備。 二、材料: 無論板材還是焊材都應符合相關規(guī)定。一般用于殼體不銹鋼復合板板材(特別是用于封 頭的板材)都應進行復驗(主要是檢測鋼板的彎曲性能)。 三、焊工資格: 過渡層和復層焊接應由有堆焊資格的焊工焊接,即smaw-(n12)-ii-1g-f4。 四、(a、b類焊縫)焊接順序: 1.基層碳鋼內焊縫焊接; 2.在基層外進行清根和打磨; 3.基層外焊縫焊接; 4.對基層焊縫進行100%rt; 5.焊接過渡層; 6.對過渡層焊
不銹鋼復合板槽的焊接工藝 不銹鋼復合板槽的焊接工藝
格式:pdf
大小:182KB
頁數:2P
4.3
分析了q235b+321不銹鋼復合板的焊接性,對復合板進行了焊接工藝評定,確定了q235b+321不銹鋼復合板的焊接工藝。施焊過程中通過嚴格執(zhí)行工藝規(guī)范,既保證了焊接質量,又提高了焊接效率,滿足設計要求。
雙面超薄不銹鋼復合板激光焊接接頭組織性能研究最新文檔
鋁鋰合金激光填絲焊接接頭組織性能研究 鋁鋰合金激光填絲焊接接頭組織性能研究
格式:pdf
大小:1.1MB
頁數:5P
4.5
利用激光填絲焊接方法對5a90鋁鋰合金薄板焊接頭的組織性能進行了研究。結果表明:激光填絲焊接頭的主要組織特征為細晶層和焊縫區(qū)大范圍等軸晶,與激光焊接頭類似,而不同之處表現為激光填絲焊接頭的顯微組織相對細化,柱狀晶區(qū)范圍相對減小。激光填絲焊縫區(qū)硬度hv0.2(925.7mpa)略低于激光焊縫區(qū)硬度(956.5mpa),但前者硬度分布更加均勻。激光填絲焊接頭的抗拉強度稍低于激光焊接頭,分別達母材的79.22%和73.03%,但其斷后延伸率卻顯著高于后者,分別達母材的38.65%和20.38%。綜上所述,5a90鋁鋰合金激光填絲焊接頭的組織性能略優(yōu)于激光焊接頭,若使激光填絲焊接頭的綜合力學性能達到使用要求,不僅需要焊后熱處理強化,還需要與母材匹配性更好的焊絲。
不同焊接方法下316L不銹鋼焊接接頭組織性能研究 不同焊接方法下316L不銹鋼焊接接頭組織性能研究
格式:pdf
大小:863KB
頁數:4P
4.6
采用20%co2+80%ar氣體保護mag焊和焊條電弧焊對316l不銹鋼進行焊接,通過對焊接接頭進行拉伸、彎曲、硬度試驗和顯微組織觀察,研究了焊接接頭組織性能。結果表明,焊條電弧焊接頭的抗拉強度和顯微硬度比mag焊接頭的抗拉強度和顯微硬度高;焊條電弧焊焊縫金屬中δ鐵素體含量比mag焊焊縫金屬中δ鐵素體含量高;mag焊焊縫金屬含有少量的mc型碳化物;拉伸時,焊條電弧焊接頭斷裂在熱影響區(qū),而mag焊接頭斷裂在焊縫中心位置;焊接接頭的彎曲試驗均合格。
不銹鋼薄板激光焊接工藝研究 不銹鋼薄板激光焊接工藝研究
格式:pdf
大小:636KB
頁數:3P
4.4
針對不銹鋼薄板的激光焊接進行了研究,分析了激光工藝參數對超薄不銹鋼板焊接質量的影響。結果表明,對于不銹鋼薄板激光焊接,脈沖工作電流和脈沖寬度對焊縫成形影響很大。在合適的工藝參數下,超薄不銹鋼薄板焊縫成形良好,焊接接頭基本與母材等強。
激光焊接金屬夾層復合板 激光焊接金屬夾層復合板
格式:pdf
大小:71KB
頁數:未知
4.5
美國海軍金屬加工中心和海軍焊接中心等造船和科研機構新近開發(fā)成功一項激光焊接金屬夾層復合板的新技術。因為先進的海軍船只必須減輕重量、改善戰(zhàn)斗效力和機動性。在制造和加工技未上的進步,使得激光焊接金屬夾層復合板在海軍船只上更加適用和經濟可行。其設計就如同厚硬紙波紋板一樣,由兩塊金屬板與波紋狀金屬芯板通過激光焊接復合制成。
雙相不銹鋼異種金屬的焊接工藝及接頭組織性能研究 雙相不銹鋼異種金屬的焊接工藝及接頭組織性能研究
格式:pdf
大小:177KB
頁數:2P
4.7
綜合性能很高的雙相不銹鋼,在其力學性能十分突出的同時也具備級高的耐腐蝕性,因此,被廣泛使用在各行各業(yè)中用于代替一般的不銹鋼,如生物工程、食品藥品等行業(yè),在實際使用中,為節(jié)約成本,提升經濟效果,在很大程度上發(fā)揮多種材料性能,大多會用多相不銹鋼與其他合金相互焊接結合使用,很大程度上降低了材料的使用性能.但是,由于不同的合金元素比例都會存在很大的差別,使得不同種類的材料焊接在一起相對困難,假如技術不高,在焊接中可能會產生很大概率的焊縫稀釋率,且最大的缺點就是在焊縫處容易出現氣孔或者裂痕等情況.因此,本文使用2205雙相鋼和q345r低合金鋼為實驗材料來進行焊接工藝及接頭組織性能研究.
不銹鋼薄板光纖激光焊接的組織與性能觹 不銹鋼薄板光纖激光焊接的組織與性能觹
格式:pdf
大小:984KB
頁數:4P
4.3
采用gsi的jk-200fl型連續(xù)光纖激光器實現了0.2mm厚304不銹鋼片的對接焊。在氬氣保護下,優(yōu)化后工藝參數為激光功率90w,光斑直徑0.2mm,焊接速度1200mm/min,獲得成形良好、無缺陷的焊縫。采用金相顯微鏡可見焊縫組織由邊緣細小的柱狀晶和中心部位細小的等軸晶組成。經硬度測試和彎折測試,表明焊縫處的硬度和強度均達到甚至超過母材。
壓力容器用不銹鋼復合板焊接性能探析 壓力容器用不銹鋼復合板焊接性能探析
格式:pdf
大小:106KB
頁數:1P
4.6
壓力容器生產過程中,不銹鋼復合板是最為常見的材料。不銹鋼復合板強度高,具有良好的抗腐蝕性能,并且耐磨損、壽命較長,較奧氏體不銹鋼更具優(yōu)勢。然而,不銹鋼復合板焊接過程中,由于復合層厚度不均,會導致加工坡口時出現剝離不凈的情況,使得焊接縫中的合金元素含量上升。上述情況會造成焊接縫變脆,對焊接質量產生一定程度影響。基于此,本文對壓力容器用不銹鋼復合板焊接性能進行了分析,并提出了相關觀點,以供參考。
低活化馬氏體鋼激光焊接接頭的組織與性能 低活化馬氏體鋼激光焊接接頭的組織與性能
格式:pdf
大小:579KB
頁數:4P
4.4
對核聚變反應堆用低活化馬氏體鋼進行了激光焊接試驗,并對焊接接頭的顯微組織和力學性能進行了測試分析。結果表明,對低活化馬氏體鋼進行激光焊接可以獲得高質量的焊接接頭;焊縫組織主要為板條狀馬氏體,硬度可達530hv;熱影響區(qū)(haz)包括粗晶區(qū)和細晶區(qū),粗晶區(qū)為粗大的珠光體,細晶區(qū)為細小的珠光體和鐵素體的混合組織,最低硬度為220hv;焊接接頭有很好的力學性能,抗拉強度高達775mpa。
不銹鋼復合板焊接質量控制研究 不銹鋼復合板焊接質量控制研究
格式:pdf
大小:79KB
頁數:2P
4.7
在對不銹鋼復合板焊接性進行系統(tǒng)分析的基礎上,結合焊接工藝評定和生產實踐,研究了不銹鋼復合板焊接過程中的質量控制,對確保其焊接質量具有重要意義。
雙面超薄不銹鋼復合板激光焊接接頭組織性能研究相關
文輯推薦
知識推薦
百科推薦


職位:中級環(huán)保工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


