

塑料壓力管道熱熔對接焊機的研制與開發(fā)
格式:pdf
大小:584KB
頁數(shù):4P
人氣 :94
 4.3
4.3
研制了基于80C196單片機控制的塑料壓力管道熱熔對接焊機。介紹熱熔對接焊機的基本組成部分以及各部分的主要功能,分析高密度聚乙烯管道熱熔對接焊接頭的拉伸性能、沖擊性能和抗開裂性能,并與母材和國外焊機焊接的接頭性能進行了比較。



 塑料管道熱熔對接焊機的研制
塑料管道熱熔對接焊機的研制 塑料管道熱熔對接焊機的研制
格式:pdf
大小:881KB
頁數(shù):5P
闡述了熱塑性塑料的物理性能,分析了塑料焊接中溫度、壓力、時間等參數(shù)對熔接質(zhì)量的影響,介紹了對接焊機的基本構(gòu)成及工作原理。重點探討了塑料對接焊機液壓系統(tǒng)集成化設(shè)計和用pid實施溫度控制,保證塑料管道的焊接質(zhì)量。
塑料壓力管道熱熔對接焊用加熱板及其控制系統(tǒng) 塑料壓力管道熱熔對接焊用加熱板及其控制系統(tǒng)
格式:pdf
大小:813KB
頁數(shù):6P
在塑料壓力管道熱熔對接焊中,加熱板的性能直接關(guān)系到焊接質(zhì)量的好壞,從而影響到管網(wǎng)系統(tǒng)的運行效果、使用安全性和使用壽命。因此對加熱板的設(shè)計要求、溫度檢測及控制技術(shù)等進行了詳細的闡述。試驗表明,該加熱板表面溫度均勻、恒定,且溫度連續(xù)可調(diào),以適應(yīng)不同材質(zhì)塑料管道焊接的需要
編輯推薦下載
KZDK-070管道熱熔對接焊機技術(shù)規(guī)格書
格式:pdf
大小:6KB
頁數(shù):3P
4.8
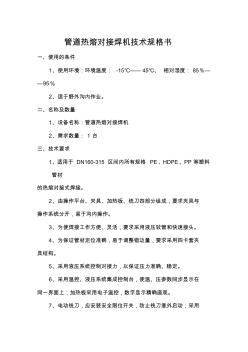
管道熱熔對接焊機技術(shù)規(guī)格書 一、使用的條件 1、使用環(huán)境:環(huán)境溫度:-15℃——45℃、相對濕度:85%— —95% 2、適于野外溝內(nèi)作業(yè)。 二、名稱及數(shù)量 1、設(shè)備名稱:管道熱熔對接焊機 2、需求數(shù)量:1臺 三、技術(shù)要求 1、適用于dn160-315區(qū)間內(nèi)所有規(guī)格pe、hdpe、pp等塑料 管材 的熱熔對接式焊接。 2、由操作平臺、夾具、加熱板、銑刀四部分組成,要求夾具與 操作系統(tǒng)分開,易于溝內(nèi)操作。 3、為使焊接工作方便、靈活,要求采用液壓軟管和快速接頭。 4、為保證管材定位準確,易于調(diào)整錯邊量,要求采用四卡套夾 具結(jié)構(gòu)。 5、采用液壓系統(tǒng)控制對接力,以保證壓力準確、穩(wěn)定。 6、采用溫控、液壓系統(tǒng)集成控制臺,使溫、壓參數(shù)同步顯示在 同一界面上;加熱板采用電子溫控,數(shù)字顯示精確直觀。 7、電動銑刀,應(yīng)安裝安全限位開關(guān),防止銑刀意外啟動;采用 電磁閥控制油缸進退,以便于
礦山細顆粒固體輸送用塑料管道熱熔對接焊工藝分析 礦山細顆粒固體輸送用塑料管道熱熔對接焊工藝分析
格式:pdf
大小:180KB
頁數(shù):3P
4.8
介紹了礦山細顆粒固體輸送用塑料管道熱熔對接焊的基本過程與參數(shù),熱熔對接焊的控制方式,加熱方式;焊接接頭的基本要求;分析了熱熔對接焊焊接接頭的性能及焊接壓力、焊接速度、溫度、時間、熔環(huán)的缺口效應(yīng)、熱成形、儲存條件、環(huán)境條件等影響熱熔對接焊接頭性能的因素。
塑料壓力管道熱熔對接焊機的研制與開發(fā)熱門文檔
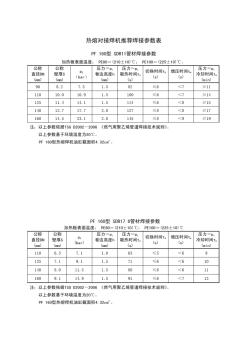
熱熔對接焊機推薦焊接參數(shù)表TSGD2002-2006(20140404)
格式:pdf
大小:689KB
頁數(shù):3P
4.3
熱熔對接焊機推薦焊接參數(shù)表TSGD2002-2006(20140404)

HDPE管道熱熔對接
格式:pdf
大小:16KB
頁數(shù):1P
4.6
(3)在整個過程中必須保持熔接件的正確幾何中心位置,以防歪曲、扭斜等 缺陷。 (4)在較低的環(huán)境溫度下施工時,視具體情況確定加熱時間,并盡量縮短轉(zhuǎn) 換時間。 (5)環(huán)境溫度低于+5℃時,必須采取一定的措施,以確保焊接質(zhì)量。 (6)每次加熱前,均需要清潔劑和無纖維的紙(或絲綢布)擦洗加熱部件。 質(zhì)量要求: (1)準備對接管材在切割時,側(cè)壓力應(yīng)先大(快速切除管口毛面)后小(慢 慢修平管口),切割機應(yīng)垂直于操作平臺,保持切割機切割過程中穩(wěn)定,切割完 成后應(yīng)將殘屑從管口內(nèi)清除干凈,不留毛刺,使管口切割面平整、光潔。 (2)嚴格控制管道平整度,嚴禁進行明火烘彎,確保hdpe管道工程施工質(zhì)量 。 (3)熱熔機使用過程中溫度必須達到規(guī)定溫度方可用于熱熔對接施工,嚴禁 未達到規(guī)定溫度即進行熱熔。熱熔時要嚴格控制時間,針對管徑型號,準確掌握 熱熔機持續(xù)熔化時間,
塑料管道熱熔對接焊可編程序控制系統(tǒng)的研制 塑料管道熱熔對接焊可編程序控制系統(tǒng)的研制
格式:pdf
大小:295KB
頁數(shù):4P
4.6
介紹了c60p型可編程序控制器對塑料管道熱熔對接焊工藝程序的控制以及對焊機檢測電路、保護電路的控制,包括塑料管道熱熔對接焊工藝流程邏輯圖、plc的硬件接口及軟件編程等。該plc系統(tǒng)結(jié)構(gòu)簡單、操作及修改程序容易、可靠性強、控制精度高。
聚乙烯管道熱熔對接焊接頭性能的分析 聚乙烯管道熱熔對接焊接頭性能的分析
格式:pdf
大小:650KB
頁數(shù):5P
4.5
測試和分析了聚乙烯管道熱熔對接焊接頭的結(jié)晶度、硬度、拉伸性能和沖擊性能,并與基材的性能進行了比較。結(jié)果發(fā)現(xiàn),焊接接頭區(qū)域內(nèi)的結(jié)晶度高于基材部分的結(jié)晶度。焊縫的拉伸強度和硬度也均高于基材,而沖擊強度低于基材
塑料壓力管道熱熔對接焊機的研制與開發(fā)精華文檔
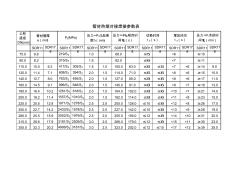
管材熱熔對接焊接參數(shù)表
格式:pdf
大小:23KB
頁數(shù):1P
4.6
公稱 直徑 dn(mm) sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 75.06.8219/s21.068.0≤5<6≥10 90.08.2315/s21.582.0≤6<7≥11 110.010.06.3417/s2305/s21.51.0100.063.0≤6≤5<7<6≥149.0 125.011.47.1608/s2394/s22.01.5114.071.0≤6≤6<8<6≥1510.0 140.012.78.0763/s2495/s22.01.5127.080.0≤8≤6<8<6≥1711.0 160.0

塑料管道熱熔對接機操作手冊
格式:pdf
大小:814KB
頁數(shù):8P
4.5
第1頁共8頁 塑料管道熱熔對接機 操作手冊 貴陽歐卡德工業(yè)自動化科技有限公司 起草人:王潔姜幫成任朝忠黎大珍 總目 一、概述 二、適用范圍及主要技術(shù)參數(shù) 三、特別說明 四、操作說明 五、焊接標準及接口檢驗標準 六、溫控儀的設(shè)定和使用 七、維護與檢驗 八、故障分析 一、概述 燃氣、給排水、化工輸送及電纜線輔設(shè)用埋地聚乙烯管道(pe)聚丙烯管道(pp) 的主要特點:重量輕、安裝施工方便,管道內(nèi)壁光滑,壓力損失小;氣密性安全可靠;管道 使用壽命長;對基礎(chǔ)沉降或地震波動有較強的適應(yīng)性;而且聚乙烯管道,聚丙烯管道有抗酸 堿腐蝕等優(yōu)點,因此聚乙烯管材、聚丙烯管材越來越受廣大用戶的青睞,以塑代鋼已成必然 趨勢。 歐卡德公司研制開發(fā)的塑料管道熱熔器對接機系列產(chǎn)品,是適用于聚乙烯管道、聚丙 烯管道施工必不可少的配套機具。其特點是安全可靠,使用方便

PE管熱熔對接機日常維護與保養(yǎng)
格式:pdf
大小:10KB
頁數(shù):1P
4.4
熱熔對接機日常維護與保養(yǎng) 1.焊機應(yīng)安放在干燥、無腐蝕性氣體場所。須平穩(wěn)放置,特別是控制裝置不允許豎放、倒放、側(cè)放。 2.嚴禁焊機與其它物件混雜堆放及撞擊,焊機各主要部件外觀不能有明顯損傷。 3.機架上的導(dǎo)桿外露表面應(yīng)清潔、無銹蝕。 4.定期檢查油箱的液壓油量及油質(zhì),當(dāng)油量不足時應(yīng)及時補足,油變質(zhì)應(yīng)及時更換(推薦使用 32號液壓油)。 5.常檢查液壓系統(tǒng)有無外泄漏(滴油、漏油)。如有發(fā)現(xiàn)應(yīng)及時修理,否則將影響焊接質(zhì)量并 污染環(huán)境。 6.不要讓液壓快速接頭粘上塵土。臟的接頭將污染液壓油,從而損壞液壓元器件。 7.定期檢查電氣系統(tǒng)的安全性,特別是要求接地良好,以確保焊工安全。 8.檢查加熱板表面,不粘涂層應(yīng)無劃傷等現(xiàn)象,如有涂層損壞嚴重應(yīng)及時更換加熱板,否則將影 響焊接質(zhì)量。 9.控制裝置是不防水的,使用時應(yīng)嚴禁進水,尤其是潮濕、陰雨天氣。 10.本控制箱為精密電子產(chǎn)品,切勿進水。
聚乙烯管道熱熔對接焊工藝參數(shù)對焊接接頭性能的影響 聚乙烯管道熱熔對接焊工藝參數(shù)對焊接接頭性能的影響
格式:pdf
大小:665KB
頁數(shù):5P
4.5
聚乙烯管道的焊接質(zhì)量及焊接接頭性能,一方面取決于管道本身的性能,另一方面,且更為重要的還取決于管道的焊接工藝參數(shù)。研究表明,加熱板溫度和焊接壓力對焊接接頭性能的作用特別顯著,加熱時間對焊接接頭性能的作用顯著;而壓焊時間對焊接接頭性能的作用不顯著。加熱板溫度、焊接壓力和加熱時間對焊接接頭的性能有較大的影響。焊接接頭的性能是在各個工藝參數(shù)的控制下焊接的一個綜合結(jié)果,只有選擇適度的焊接工藝參數(shù),焊接接頭才能獲得最大的拉伸強度和沖擊韌性
塑料壓力管道多角度熱熔焊機液壓系統(tǒng) 塑料壓力管道多角度熱熔焊機液壓系統(tǒng)
格式:pdf
大小:515KB
頁數(shù):5P
4.7
通過對塑料壓力管道多角度熱熔焊機的基本構(gòu)成及工作原理的研究,設(shè)計出了一基于比例控制的液壓系統(tǒng),使焊接過程的運動用液壓控制進行連貫,重點探討了該液壓系統(tǒng)的設(shè)計過程與方法,完成了用一個比例閥控制多個液壓缸的順序運動,并把一些機械傳動與控制改用液壓來代替。與工控機相結(jié)合,實現(xiàn)了焊接過程液壓傳動控制的自動化,提高了工效和焊接質(zhì)量。試驗結(jié)果表明,該系統(tǒng)在液壓方面能滿足焊接過程的自動化,并簡化了機械結(jié)構(gòu)。
塑料壓力管道熱熔對接焊機的研制與開發(fā)最新文檔
聚乙烯管材熱熔對接焊沖擊性能的研究 聚乙烯管材熱熔對接焊沖擊性能的研究
格式:pdf
大小:337KB
頁數(shù):4P
4.4
應(yīng)用儀器化沖擊試驗機對聚乙烯熱熔對接焊的沖擊性能進行了測試,并對幾種實際焊接情況進行了分析。結(jié)果表明,沖擊試驗可以作為評價熱熔焊接品質(zhì)的有效方法;工程中應(yīng)避免pe100、pe80與pe63的焊接;當(dāng)被焊管材的標準尺寸比(sdr)不同時,焊接部位的沖擊性能大幅度下降。
熱熔對接式鋼塑復(fù)合管的研制與應(yīng)用 熱熔對接式鋼塑復(fù)合管的研制與應(yīng)用
格式:pdf
大小:306KB
頁數(shù):3P
4.4
針對現(xiàn)有鋼塑復(fù)合管在安裝施工等方面的不足,研制了熱熔對接式鋼塑復(fù)合管,并對該新產(chǎn)品在施工及工作狀態(tài)下的各種受力情況作了分析,論證了該種管材的結(jié)構(gòu)可行性;介紹了其主要生產(chǎn)設(shè)備和工藝特點,指出了該管材在性能上及施工中的優(yōu)勢,具有廣闊的推廣應(yīng)用前景。
 聚乙烯管材熱熔對接焊性能評價方法進展
聚乙烯管材熱熔對接焊性能評價方法進展 聚乙烯管材熱熔對接焊性能評價方法進展
格式:pdf
大小:55KB
頁數(shù):4P
4.8
熱熔對接焊是聚乙烯管材的一種常用焊接方式,焊接接頭的性能關(guān)系到管道系統(tǒng)應(yīng)用的安全性和使用壽命,因此焊接性能的評價是聚乙烯管道系統(tǒng)性能評價的重要組成部分。本文介紹了熱熔焊接原理,綜述了常用的對接焊接頭性能評價方法及其應(yīng)用,其中包括破壞性評價方法、非破壞性評價方法及長期性能評價方法等,還介紹了目前國內(nèi)常用的對接焊接頭的評價方法。
 塑料壓力管道熱熔對接自動焊機的控制系統(tǒng)
塑料壓力管道熱熔對接自動焊機的控制系統(tǒng) 塑料壓力管道熱熔對接自動焊機的控制系統(tǒng)
格式:pdf
大小:315KB
頁數(shù):未知
4.7
塑料壓力管道熱熔對接焊的工藝參數(shù)隨管道尺寸和環(huán)境條件的不同而不同,同時還受人為因素的影響。因此利用液壓系統(tǒng)來完成焊接的四個階段及提供各階段所需的不同壓力;利用80c196單片機控制焊接溫度、時間及液壓缸的動作,以及根據(jù)管道參數(shù)和環(huán)境條件自動選擇和校正焊接參數(shù),消除人為因素的影響,提高焊接質(zhì)量
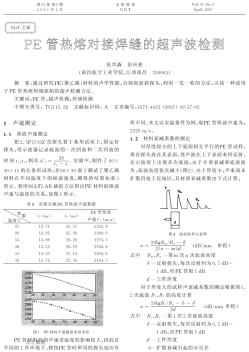
PE管熱熔對接焊縫的超聲波檢測探討 PE管熱熔對接焊縫的超聲波檢測探討
格式:pdf
大小:81KB
頁數(shù):2P
4.7
簡要介紹了pe管熱熔對接焊縫主要缺陷的類型及產(chǎn)生原因.分析了超聲波檢測技術(shù)在pe管熱熔對接焊縫檢測中的應(yīng)用,提出了提升pe管熱熔對接焊縫質(zhì)量的措施。
熱絲TIG管管對接焊機在電站鍋爐上的應(yīng)用 熱絲TIG管管對接焊機在電站鍋爐上的應(yīng)用
格式:pdf
大小:275KB
頁數(shù):未知
4.5
對熱絲tig管管對接焊機的工作原理及焊接特點進行了闡述分析,通過確定合適的機械規(guī)范參數(shù)和焊接工藝規(guī)范參數(shù)、制定詳細的焊接技術(shù)要點,有效減小了焊接缺陷出現(xiàn)幾率。熱絲tig管管對接焊機已成功用于百萬千瓦等級大容量超超臨界鍋爐機組的生產(chǎn)制造,焊縫成型美觀,熔敷金屬效率高,產(chǎn)品質(zhì)量穩(wěn)定可靠。

PE管熱熔對接施工實施方案
格式:pdf
大小:1.7MB
頁數(shù):10P
4.4
1/10 pe管熱熔對接施工實施方案 2/10 ————————————————————————————————作者: ————————————————————————————————日期: 個人收集整理,勿做商業(yè)用途 3/10 pe管熱熔對接施工方案 金寨縣燕子河鎮(zhèn)自來水廠供水工程,共需埋設(shè)pe輸水、配水管道4 300米,管徑dn315。本工程把對pe管的熱熔對接作為特殊施工 過程,為保證pe管道施工質(zhì)量和進度特指定本施工方案。 一、熱熔對接機設(shè)備簡介: 本工程pe管熱熔對接設(shè)備采用drj—315熱熔焊機,drj—3 15熱熔焊機由夾具、銑刀、加熱板、電動控制部分和液壓系統(tǒng)組成。 其采用電動銑削,液壓驅(qū)動,整體結(jié)構(gòu)為“分體”式,加熱板由溫度表 直接顯示溫度,加熱板表面有不粘涂層,電動機帶動液壓泵,系統(tǒng)的 各種壓力直接由調(diào)壓閥手動調(diào)節(jié)
PE管熱熔對接施工技術(shù) PE管熱熔對接施工技術(shù)
格式:pdf
大小:410KB
頁數(shù):3P
4.4
論述了pe管熱熔對接施工技術(shù)的特點和難點;介紹了pe管熱熔對接施工技術(shù)工藝流程、工藝參數(shù)和焊接的關(guān)鍵階段,供同類pe管熱熔對接施工技術(shù)施工時參考。
塑料壓力管道熱熔對接焊機的研制與開發(fā)相關(guān)
文輯推薦
知識推薦
百科推薦


職位:造價預(yù)算工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


