

在數(shù)控車(chē)床上調(diào)用子程序加工盤(pán)形螺紋的方法
格式:pdf
大小:407KB
頁(yè)數(shù):3P
人氣 :76
 4.7
4.7
盤(pán)型螺紋特點(diǎn)是其徑向尺寸遠(yuǎn)遠(yuǎn)大于軸向尺寸,并在端面上加工出方牙螺紋,由于螺紋的旋向由外向里,其螺旋線(xiàn)由大變小。因此將它用在自定心鎖緊方面。用數(shù)控車(chē)床調(diào)用子程序加工盤(pán)型螺紋能充分發(fā)揮數(shù)控車(chē)床優(yōu)勢(shì)。



 在數(shù)控車(chē)床上加工球面三角螺紋的有效方法
在數(shù)控車(chē)床上加工球面三角螺紋的有效方法 在數(shù)控車(chē)床上加工球面三角螺紋的有效方法
格式:pdf
大小:2.7MB
頁(yè)數(shù):2P
隨著數(shù)控加工技術(shù)的廣泛應(yīng)用,對(duì)數(shù)控專(zhuān)業(yè)人才的需求也越來(lái)越高。為了加強(qiáng)對(duì)數(shù)控專(zhuān)業(yè)人才的培養(yǎng),提高數(shù)控專(zhuān)業(yè)人才素質(zhì),教學(xué)中,大家都尋求在數(shù)控車(chē)床上加工各種零件的有效方法。經(jīng)過(guò)多年的不斷探索和研究,我們研究出多種加工方法,特別研究了在數(shù)控車(chē)床上加工球面三角螺紋、非圓曲線(xiàn)異形螺紋的方法,對(duì)在數(shù)控車(chē)床上拓展機(jī)械零部件的加工有一定的指導(dǎo)意義。
淺淡在數(shù)控車(chē)床上車(chē)削大螺距螺紋的方法 淺淡在數(shù)控車(chē)床上車(chē)削大螺距螺紋的方法
格式:pdf
大小:324KB
頁(yè)數(shù):4P
通過(guò)對(duì)螺紋加工指令的研究,準(zhǔn)確計(jì)算螺紋車(chē)削過(guò)程的相關(guān)參數(shù),運(yùn)用車(chē)螺紋指令g76、g92與子程序相結(jié)合的方法正確編程,合理選擇刀具并按要求刃磨刀具,采用正確的對(duì)刀方法實(shí)現(xiàn)在數(shù)控車(chē)床上進(jìn)行大螺距螺紋的車(chē)削。
編輯推薦下載
在數(shù)控車(chē)床上車(chē)三角直螺紋的方法 在數(shù)控車(chē)床上車(chē)三角直螺紋的方法
格式:pdf
大小:178KB
頁(yè)數(shù):2P
4.5
介紹了在數(shù)控車(chē)床上車(chē)三角螺紋的兩種方法:直進(jìn)法和斜進(jìn)法,比較了兩種車(chē)螺紋方法的優(yōu)缺點(diǎn),舉例說(shuō)明了車(chē)螺紋程序的編寫(xiě)和車(chē)削工藝。
數(shù)控車(chē)床加工變節(jié)距螺紋 數(shù)控車(chē)床加工變節(jié)距螺紋
格式:pdf
大小:861KB
頁(yè)數(shù):1P
4.7
在2010年第四屆全國(guó)數(shù)控競(jìng)賽江蘇省南通地區(qū)選拔賽上,對(duì)數(shù)控車(chē)有變節(jié)距螺紋的加工,很多選手感到無(wú)從下手,就這道題目我們分步分析零件(圖1)。
數(shù)控車(chē)床上調(diào)用子程序加工盤(pán)形螺紋的方法熱門(mén)文檔
數(shù)控車(chē)床中橢圓輪廓上球形螺紋加工的宏程序 數(shù)控車(chē)床中橢圓輪廓上球形螺紋加工的宏程序
格式:pdf
大小:525KB
頁(yè)數(shù):3P
4.3
介紹宏程序的概念、數(shù)學(xué)模型的選擇、球形螺紋實(shí)現(xiàn)方法和在橢圓輪廓上加工球形螺紋。舉例編制了橢圓輪廓上球形螺紋的宏加工程序,此方法適用于所有二次曲線(xiàn)的球形螺紋加工。
基于鉆桿螺紋加工的數(shù)控車(chē)床改造研究
格式:pdf
大小:196KB
頁(yè)數(shù):2P
4.6
在cak6150普通數(shù)控車(chē)床的基礎(chǔ)上進(jìn)行相應(yīng)的技術(shù)改造本,即cak6150p數(shù)控車(chē)床。并由此對(duì)其加工繩索取心鉆桿接頭螺紋時(shí)遇到瓶頸和困難進(jìn)行闡述,同時(shí)對(duì)技術(shù)改造的相應(yīng)參數(shù)與改造前進(jìn)行相應(yīng)對(duì)比分析,并對(duì)其可行性進(jìn)行分析,提出技術(shù)改造的具體方案,以及機(jī)械和電氣參數(shù)、接口問(wèn)題等進(jìn)行闡釋,試驗(yàn)證明其可靠性強(qiáng),經(jīng)濟(jì)效益顯著。
宏程序在數(shù)控車(chē)床加工閥桿梯形螺紋中的應(yīng)用 宏程序在數(shù)控車(chē)床加工閥桿梯形螺紋中的應(yīng)用
格式:pdf
大小:102KB
頁(yè)數(shù):2P
4.6
介紹了宏程序在閥桿梯形螺紋加工中節(jié)約編程調(diào)試時(shí)間,改善切削條件,提高加工精度等方面的廣泛適用性和應(yīng)用過(guò)程。給出了閥桿梯形螺紋運(yùn)用宏程序在數(shù)控機(jī)床上的加工工藝。
宏程序在數(shù)控車(chē)床加工大螺距螺紋中的應(yīng)用
格式:pdf
大小:6.5MB
頁(yè)數(shù):6P
4.6
宏程序在數(shù)控車(chē)床加工大螺距螺紋中的應(yīng)用
用數(shù)控車(chē)床加工液壓閥體上的圓錐內(nèi)螺紋 用數(shù)控車(chē)床加工液壓閥體上的圓錐內(nèi)螺紋
格式:pdf
大小:64KB
頁(yè)數(shù):3P
4.6
該文在分析圓錐內(nèi)螺紋特點(diǎn)的基礎(chǔ)上,介紹了在數(shù)控車(chē)床上,用絲錐和螺紋車(chē)刀加工圓錐內(nèi)螺紋的方法,提供了兩種加工程序,對(duì)液壓閥的加工具有一定的指導(dǎo)意義。
數(shù)控車(chē)床上調(diào)用子程序加工盤(pán)形螺紋的方法精華文檔

UGNX8.5數(shù)控車(chē)床車(chē)削加工編程教程螺紋加工
格式:pdf
大小:3.9MB
頁(yè)數(shù):25P
4.8
車(chē)削加工 某軸類(lèi)零件的模型及二維圖如圖1所示,對(duì)其輪廓進(jìn)行加工。 圖1 一、創(chuàng)建車(chē)削加工幾何體 1.進(jìn)入車(chē)削加工環(huán)境 打開(kāi)零件模型,選擇“開(kāi)始”|“加工”命令或使用快捷鍵[ctrl+alt+m]進(jìn)入加工 模塊。系統(tǒng)彈出如圖2所示的“加工環(huán)境”對(duì)話(huà)框,在“要?jiǎng)?chuàng)建的cam設(shè)置”列表 框中選擇“turning”模板,單擊按鈕,完成加工環(huán)境的初始化。 圖2 2、創(chuàng)建加工坐標(biāo)系 在資源欄中顯示“工序?qū)Ш狡鳌保瑢⒐鈽?biāo)置于“工序?qū)Ш狡鳌笨瞻撞糠钟益I單擊 彈出級(jí)聯(lián)菜單。級(jí)聯(lián)菜單中有“程序順序視圖”、“機(jī)床視圖”、“幾何視圖”、 “加工方法視圖”等,如圖3所示。在級(jí)聯(lián)菜單中可以切換視圖,單擊“幾何視圖” 切換到幾何視圖。依次單擊前的“+”符號(hào),將workpiece及 turning_workpiece展開(kāi)。如圖4所示 圖3
應(yīng)用宏程序在數(shù)控車(chē)床上高速車(chē)削多頭蝸桿 應(yīng)用宏程序在數(shù)控車(chē)床上高速車(chē)削多頭蝸桿
格式:pdf
大小:687KB
頁(yè)數(shù):4P
4.7
介紹了多頭蝸桿的加工方法。對(duì)在數(shù)控車(chē)床上加工蝸桿,如何選用蝸桿車(chē)刀和編制蝸桿加工宏程制進(jìn)行了闡述,并給出了應(yīng)用實(shí)例。實(shí)踐證明,應(yīng)用宏程序在數(shù)控車(chē)床上高速車(chē)削多頭蝸桿值得推廣。
經(jīng)濟(jì)型數(shù)控車(chē)床自動(dòng)化加工系統(tǒng)的改造
格式:pdf
大小:326KB
頁(yè)數(shù):5P
4.4
普通經(jīng)濟(jì)型數(shù)控車(chē)床在加工批量棒料類(lèi)零件過(guò)程中刀架需根據(jù)工藝要求更換不同刀具,一個(gè)改造工件加工完畢后需人工手動(dòng)裝夾工件。在人力成本空前增長(zhǎng)的今天這類(lèi)費(fèi)時(shí)費(fèi)力的加工方法已難以滿(mǎn)足發(fā)展需求。為此,通過(guò)對(duì)經(jīng)濟(jì)型數(shù)控車(chē)床自動(dòng)化改造,增設(shè)液壓動(dòng)力卡盤(pán)-組合刀排-氣動(dòng)取料裝置(機(jī)械手)-連鎖裝置,實(shí)現(xiàn)自動(dòng)化生產(chǎn),無(wú)需逐個(gè)裝夾工件,在保證零件質(zhì)量條件下,從原來(lái)1人操作單臺(tái)數(shù)控車(chē)床提高到單人同時(shí)操作2~4臺(tái)數(shù)控車(chē)床,從而降低操作者的勞動(dòng)強(qiáng)度并提高生產(chǎn)效率,具有很好的實(shí)用性和推廣應(yīng)用價(jià)值。
淺談數(shù)控車(chē)床車(chē)削普通螺紋的幾個(gè)要點(diǎn) 淺談數(shù)控車(chē)床車(chē)削普通螺紋的幾個(gè)要點(diǎn)
格式:pdf
大小:142KB
頁(yè)數(shù):2P
4.7
本文闡述了在數(shù)控車(chē)床上車(chē)削螺紋時(shí)對(duì)工件裝夾、刀具及安裝、切削用量、程序編制等各方面的要求,條理清晰,實(shí)踐性強(qiáng)。
數(shù)控車(chē)床實(shí)習(xí)報(bào)告
格式:pdf
大小:77KB
頁(yè)數(shù):7P
4.7
數(shù)控車(chē)床實(shí)習(xí)報(bào)告 前言 機(jī)床是人類(lèi)進(jìn)行生產(chǎn)勞動(dòng)的重要工具,也是社會(huì)生產(chǎn)力發(fā)展水平的重要標(biāo)志。 普通機(jī)床經(jīng)經(jīng)歷了近兩百年的歷史。隨著電子技術(shù)、計(jì)算機(jī)技術(shù)及自動(dòng)化,精密 機(jī)械與測(cè)量等技術(shù)的發(fā)展與綜合應(yīng)用,生產(chǎn)了機(jī)電一體化的新型機(jī)床一一數(shù)控機(jī) 床。數(shù)控機(jī)床一經(jīng)使用就顯示出了它獨(dú)特的優(yōu)越性和強(qiáng)大生命力,使原來(lái)不能解 決的許多問(wèn)題,找到了科學(xué)解決的途徑。 數(shù)控車(chē)床是數(shù)字程序控制車(chē)床的簡(jiǎn)稱(chēng),它集通用性好的萬(wàn)能型車(chē)床、加工精度高 的精密型車(chē)床和加工效率高的專(zhuān)用型車(chē)床的特點(diǎn)于一身,是國(guó)內(nèi)使用量最大,覆 蓋面最廣的一種數(shù)控機(jī)床,也是是一種通過(guò)數(shù)字信息,控制機(jī)床按給定的運(yùn)動(dòng)軌 跡,進(jìn)行自動(dòng)加工的機(jī)電一體化的加工裝備,經(jīng)過(guò)半個(gè)世紀(jì)的發(fā)展,數(shù)控機(jī)床已 是現(xiàn)代制造業(yè)的重要標(biāo)志之一,在我國(guó)制造業(yè)中,數(shù)控機(jī)床的應(yīng)用也越來(lái)越廣泛, 是一個(gè)企業(yè)綜合實(shí)力的體現(xiàn)。 實(shí)習(xí)報(bào)告正文 自從走進(jìn)
數(shù)控車(chē)床上調(diào)用子程序加工盤(pán)形螺紋的方法最新文檔
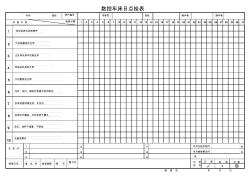
數(shù)控車(chē)床日點(diǎn)檢表
格式:pdf
大小:56KB
頁(yè)數(shù):2P
4.7
維修員:年月日 數(shù)控車(chē)床日點(diǎn)檢表 1傳動(dòng)系統(tǒng)無(wú)異常響聲 2氣動(dòng)裝置是否正常 3正反轉(zhuǎn)及剎車(chē)性能良好 4切削油位是否正常 5刀位置是否正常 6光桿、絲桿、操縱桿表面無(wú)拉傷研傷 7各導(dǎo)軌面潤(rùn)滑良好、無(wú)位傷 8各部位無(wú)漏油、冷卻系統(tǒng)不漏水 9油孔、油杯不堵塞,不缺油 10無(wú)缺損零件 車(chē)間班組 點(diǎn)檢內(nèi)容檢查日期 資產(chǎn)編號(hào) 12345678910111213141516171819202122232425262728293031 設(shè)備型班組操作者操作者 交班問(wèn) 1 2 3 檢查方法 4 5 6 看、試、聽(tīng)檢查周期每天 重大問(wèn) 7 8 9 本月點(diǎn)檢發(fā)現(xiàn)問(wèn)處 本月維修解決問(wèn)處 其 記錄 符號(hào) 正常異常已修 31 處 處
數(shù)控車(chē)床實(shí)習(xí)報(bào)告 (2)
格式:pdf
大小:661KB
頁(yè)數(shù):12P
4.6
數(shù)控車(chē)床實(shí)習(xí)報(bào)告 一、實(shí)習(xí)目的: 1、熟練掌握siemens-802c系統(tǒng)的數(shù)控車(chē)編程。 2、熟練利用斯沃軟件進(jìn)行加工模擬,尤其是掌握對(duì)刀的方法,檢驗(yàn)所編程序是否正確。 3、能夠合理安排切削加工的加工路線(xiàn)以及合理選擇切削用量等,從而提高加工質(zhì)量。 4、能夠熟練掌握數(shù)控機(jī)床的相關(guān)知識(shí),學(xué)會(huì)在機(jī)床上的對(duì)刀,制造中等難度的零件。 二、實(shí)習(xí)內(nèi)容及作業(yè)要求: (1)內(nèi)容: 根據(jù)自己所設(shè)計(jì)的零件圖,確定加工工藝,編制加工程序,在斯沃軟件上進(jìn)行仿真, 最后在數(shù)控機(jī)床上將部分零件加工出來(lái)。 (2)作業(yè)要求: 自己繪制5~6個(gè)中等復(fù)雜的零件圖,其中要求至少有兩個(gè)帶螺紋的零件,并且要求確 有加工工藝以及所編制的程序,要求有零件圖和仿真加工的零件圖。 三、實(shí)習(xí)設(shè)備、工具、材料 1、斯沃?jǐn)?shù)控仿真軟件、繪圖軟件 2、ck6140數(shù)控車(chē)床 3、直徑20mm鋁錠棒料 4、游標(biāo)卡尺,千分尺、裝夾工具 四、加
數(shù)控車(chē)床設(shè)計(jì)資料
格式:pdf
大小:2.6MB
頁(yè)數(shù):83P
4.6
一、總體方案設(shè)計(jì) 機(jī)床工業(yè)是機(jī)器制造業(yè)的重要部門(mén),肩負(fù)著為農(nóng)業(yè)、工業(yè)、科學(xué)技術(shù)和國(guó)防現(xiàn)代化提供技術(shù)裝備 的任務(wù),是使現(xiàn)代化工業(yè)生產(chǎn)具有高生產(chǎn)率和先進(jìn)的技術(shù)經(jīng)濟(jì)指標(biāo)的保證。設(shè)計(jì)機(jī)床的目標(biāo)就是選用 技術(shù)先進(jìn)。經(jīng)濟(jì)效果顯著的最佳可行方案,以獲得高的經(jīng)濟(jì)效益和社會(huì)效益。 我國(guó)是一個(gè)機(jī)床擁有量大、大部分機(jī)床役齡長(zhǎng)、數(shù)控化程度不高的發(fā)展中國(guó)家。因此,從事機(jī) 床設(shè)計(jì)的人員,應(yīng)不斷地把經(jīng)過(guò)實(shí)踐檢驗(yàn)的新理論、新技術(shù)、新方法應(yīng)用到設(shè)計(jì)中,做到既要技術(shù)先 進(jìn)、經(jīng)濟(jì)效益好、效率高。要不斷的吸收國(guó)外的成功經(jīng)驗(yàn),做到既要符合我國(guó)國(guó)情,又要趕超國(guó)際水 平。要不斷的開(kāi)拓創(chuàng)新,設(shè)計(jì)和制造出更多的生產(chǎn)率高、靜態(tài)動(dòng)態(tài)性能好、結(jié)構(gòu)簡(jiǎn)單、使用方便、維 修容易、造型美觀(guān)、耗能少、成本低的現(xiàn)代化機(jī)床。設(shè)計(jì)本著以上原則進(jìn)行,盡量向低成本、高效率、 簡(jiǎn)化操作、符合人機(jī)工程的方向考慮。 (一)、主傳動(dòng)的組成部分 主傳動(dòng)由動(dòng)力源、變

數(shù)控車(chē)床進(jìn)給系統(tǒng)設(shè)計(jì)
格式:pdf
大小:362KB
頁(yè)數(shù):33P
4.6
1 摘要 本設(shè)計(jì)是把普通數(shù)控車(chē)床改造成經(jīng)濟(jì)型數(shù)控車(chē)床。經(jīng)濟(jì)型數(shù)控車(chē)床就是指價(jià)格低廉、 操作使用方便、比較適合我國(guó)國(guó)情的,動(dòng)化的機(jī)床。采用數(shù)控機(jī)床,可以降低工人的勞動(dòng) 強(qiáng)度,節(jié)省勞動(dòng)力(一個(gè)人可以看管多臺(tái)機(jī)床),減少工裝,縮短新產(chǎn)品試制周期和生產(chǎn) 周期,可對(duì)市場(chǎng)需求作出快速反應(yīng)。在設(shè)計(jì)的時(shí)候具體進(jìn)行了詳細(xì)的各部件的選型和計(jì)算。 比如:導(dǎo)軌的設(shè)計(jì)選型、滾珠絲杠螺母副的選型與計(jì)算。還進(jìn)行了進(jìn)給傳動(dòng)系統(tǒng)的剛度計(jì) 算、進(jìn)給傳動(dòng)系統(tǒng)的誤差分析、驅(qū)動(dòng)電機(jī)的選型計(jì)算、驅(qū)動(dòng)電機(jī)與滾珠絲杠的聯(lián)接、驅(qū)動(dòng) 電機(jī)與進(jìn)給傳動(dòng)系統(tǒng)的動(dòng)態(tài)特性分析等。 關(guān)鍵詞:車(chē)床、數(shù)控、傳動(dòng)系統(tǒng) 1 abstract thisprojectistoalterthecommonlatheintotheeconomicallathe.theeconomicallathe isaadvance
數(shù)控車(chē)床編程指令大全
格式:pdf
大小:87KB
頁(yè)數(shù):22P
4.4
. .. 1.f功能 f功能指令用于控制切削進(jìn)給量。在程序中,有兩種使用 方法。 (1)每轉(zhuǎn)進(jìn)給量 編程格式g95f~ f后面的數(shù)字表示的是主軸每轉(zhuǎn)進(jìn)給量,單位為mm/r。 例:g95f0.2表示進(jìn)給量為0.2mm/r。 (2)每分鐘進(jìn)給量 編程格式g94f~ f后面的數(shù)字表示的是每分鐘進(jìn)給量,單位為mm/min。 例:g94f100表示進(jìn)給量為100mm/min。 2.s功能 s功能指令用于控制主軸轉(zhuǎn)速。 編程格式s~ s后面的數(shù)字表示主軸轉(zhuǎn)速,單位為r/min。在具有恒線(xiàn)速功能的機(jī) . .. 床上,s功能指令還有如下作用。 (1)最高轉(zhuǎn)速限制 編程格式g50s~ s后面的數(shù)字表示的是最高轉(zhuǎn)速:r/min。 例:g50s3000表示最高轉(zhuǎn)速限制為3000r/min。 (2)恒線(xiàn)速控制 編程格式
在普通數(shù)控車(chē)床上剃削螺紋半牙 在普通數(shù)控車(chē)床上剃削螺紋半牙
格式:pdf
大小:150KB
頁(yè)數(shù):未知
4.4
螺紋加工完成后,由于螺旋線(xiàn)的影響,螺紋端部有一段牙型其寬度是由零逐漸增加至螺紋牙型厚度的,因而會(huì)在螺紋的入口和出口處形成尖角,引起飛邊及毛刺,影響螺紋的裝配或劃傷手指,如圖1所示。一般在加工完后由鉗工用鏨子手工剃削,效率低,勞動(dòng)強(qiáng)度大,特別是內(nèi)螺紋,更是不易操
經(jīng)濟(jì)型數(shù)控車(chē)床加工異形螺旋槽螺紋 經(jīng)濟(jì)型數(shù)控車(chē)床加工異形螺旋槽螺紋
格式:pdf
大小:107KB
頁(yè)數(shù):未知
4.5
圖1所示實(shí)物圖是我院實(shí)習(xí)教學(xué)中給某工廠(chǎng)加工的一件外協(xié)產(chǎn)品,名稱(chēng)為輸料螺旋軸,是某機(jī)器上運(yùn)送物料的一個(gè)部件,材料為鑄造鋁合金。從整體上看為錐螺紋,且是一個(gè)左旋螺紋,并且螺旋槽的形狀比較復(fù)雜,螺旋部分長(zhǎng)度為550mm,加工時(shí)剛性較差,需要低轉(zhuǎn)速小吃刀量進(jìn)行,螺旋槽結(jié)構(gòu)由三段圓弧和一條直線(xiàn)段構(gòu)成,屬于異形螺紋類(lèi),普通機(jī)床上是無(wú)法加工的。而且數(shù)控車(chē)床上沒(méi)有可以直接引用的螺紋加工代碼,因此難點(diǎn)在于程序的編寫(xiě)和刀具的選用。
FANUC系統(tǒng)數(shù)控車(chē)床梯形螺紋的車(chē)削方法 FANUC系統(tǒng)數(shù)控車(chē)床梯形螺紋的車(chē)削方法
格式:pdf
大小:84KB
頁(yè)數(shù):1P
4.4
梯形螺紋是一種常見(jiàn)的螺紋,普通車(chē)床加工梯形螺紋是最近本的技能之一,但是在數(shù)控車(chē)床上加工梯形螺紋常常受限于加工工藝,刀具等方面的原因很少進(jìn)行加工。甚至有些加工者提出在數(shù)控車(chē)床上不能夠加工合格的梯形螺紋,顯然這種說(shuō)法是不正確的。應(yīng)用數(shù)控車(chē)床加工梯形螺紋方法多樣,選擇合理的加工工藝和參數(shù),應(yīng)用程序正確是完全可以加工出合格的梯形螺紋。
西門(mén)子系統(tǒng)數(shù)控車(chē)床螺紋加工參數(shù)化編程方法探究 西門(mén)子系統(tǒng)數(shù)控車(chē)床螺紋加工參數(shù)化編程方法探究
格式:pdf
大小:503KB
頁(yè)數(shù):2P
4.6
文章結(jié)合西門(mén)子系統(tǒng)數(shù)控車(chē)床螺紋加工參數(shù)化編程方法加工的經(jīng)驗(yàn),分析總結(jié)了螺紋加工的基本類(lèi)型及方法,提出借助參數(shù)化編程方法簡(jiǎn)化螺紋加工程序方法,有效提高螺紋加工精度,對(duì)生產(chǎn)活動(dòng)具有一定的指導(dǎo)作用。
數(shù)控車(chē)床螺紋切削三種方法分析與應(yīng)用 數(shù)控車(chē)床螺紋切削三種方法分析與應(yīng)用
格式:pdf
大小:137KB
頁(yè)數(shù):未知
4.4
華中數(shù)控車(chē)床有三種螺紋加工指令,本文對(duì)三種指令的格式,參數(shù)含義,三種螺紋加工編程舉例,精簡(jiǎn)程度進(jìn)行進(jìn)行比較,希望能與廣大數(shù)控車(chē)編程人員進(jìn)行經(jīng)驗(yàn)交流。
數(shù)控車(chē)床上調(diào)用子程序加工盤(pán)形螺紋的方法相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:隧道工程師
擅長(zhǎng)專(zhuān)業(yè):土建 安裝 裝飾 市政 園林


