

hb手工鎢極氬弧焊接工藝指導書可行方案-精品文檔
格式:pdf
大小:15KB
頁數:6P
人氣 :53
 4.7
4.7
手工鎢極氬弧焊接工藝指導書 手工鎢極氬弧焊接工藝指導書 氬弧焊是用氬氣作保護氣體的氣體保護電弧焊 , 焊接時從 焊槍噴嘴連續噴出保護氣體氬氣 ,以排除焊接區的空氣 ,保護電極和溶池不受大氣有害氣體 的危害 ? ㈠手工鎢極氬弧焊工藝參數 鎢極氬弧焊是以高熔點鎢棒做為電極 ,利用氬氣層流保護下的鎢極與工件間放電 的電弧加熱焊絲及母材進行焊接 ?由于電弧具有良好的穩定性 ,即使在 20~30A的 低電流下電弧還可穩定地燃燒 ? 手工鎢極氬弧焊工藝參數主要有焊接電流 ?電弧電壓 ?鎢極直徑 ?氬氣流量 ?焊絲 直徑?噴嘴直徑 ?鎢極伸出長度 ?焊接速度等 ? 1.焊接電流 電流過大容易產生燒穿或焊縫下陷 ?咬邊等缺陷 ,還會引起鎢極燒損 或產生夾鎢缺陷 ;電流過小 ,電弧燃燒不穩定甚至發生偏吹 ? 2. 電弧電壓 鎢極端部越尖 ,電壓越高 ?過高影響氣體保護效果 ,也會使焊縫氧化 或產生焊透不勻等



2019年手工鎢極氬弧焊接工藝指導書可行方案
格式:pdf
大小:15KB
頁數:6P
手工鎢極氬弧焊接工藝指導書 手工鎢極氬弧焊接工藝指導書氬弧焊是用氬氣作保護氣體的氣體保護電弧焊,焊接時從 焊槍噴嘴連續噴出保護氣體氬氣,以排除焊接區的空氣,保護電極和溶池不受大氣有害氣體 的危害? ㈠手工鎢極氬弧焊工藝參數 鎢極氬弧焊是以高熔點鎢棒做為電極,利用氬氣層流保護下的鎢極與工件間放電 的電弧加熱焊絲及母材進行焊接?由于電弧具有良好的穩定性,即使在20~30a的 低電流下電弧還可穩定地燃燒? 手工鎢極氬弧焊工藝參數主要有焊接電流?電弧電壓?鎢極直徑?氬氣流量?焊絲 直徑?噴嘴直徑?鎢極伸出長度?焊接速度等? 1.焊接電流電流過大容易產生燒穿或焊縫下陷?咬邊等缺陷,還會引起鎢極燒損 或產生夾鎢缺陷;電流過小,電弧燃燒不穩定甚至發生偏吹? 2.電弧電壓鎢極端部越尖,電壓越高?過高影響氣體保護效果,也會使焊縫氧化 或產生焊透不勻等
手工鎢極氬弧焊焊接作業指導書
格式:pdf
大小:41KB
頁數:5P
1/5 手工鎢極氬弧焊焊接作業指導書 一、焊接接頭及坡口形式 焊接接頭主要有對接接頭、角接接頭兩種型式。 為保證對接接頭的焊件能夠焊透,常將焊件接頭邊緣加工成v型坡口。坡 口除保證焊透外,還能起到調節母材金屬和填充金屬比例的作用,由此可以調 整焊縫的性能。 二、管道焊前準備 1、焊接工藝評定及焊工考試 焊接工藝評定試驗時制定合理工藝的基礎,是指導生產的依據,壓力管道 焊接前必須進行焊接工藝評定。從事壓力管道氬弧焊的焊工,必須按《特種設 備焊接操作人員考核細則》進行考試,取得焊工合格證后,方能在有效期內擔 任合格項目范圍內的壓力管道焊接工作。 2、壓力管道的焊接全過程,均在焊接責任工程師的指導下進行,焊接責任 工程師和其他焊接技術人員,應承擔管道工程的總體計劃、管理和技術指導 3、坡口制備及焊前清理:對于對接接頭的管道,坡口形式如圖1所示;管 道組對時,對坡口及其內表面進行清理,將表
編輯推薦下載
手工鎢極氬弧焊
格式:pdf
大小:486KB
頁數:14P
4.6
. . 焊工工藝學 第五章手工鎢極氬弧焊 作者:潘秀梅 單位:遼寧省鞍山市臺安縣職教中心 焊接教研室 . . 第五章手工鎢極氬弧焊 手工鎢極氬弧焊是使用鎢極作為電極,利用從焊槍噴嘴中噴出的氬氣流,在 電弧區和焊接熔池周圍形成嚴密封閉的氣流,保護鎢極、焊絲和焊接熔池不被氧 化的一種手工操作的氣體保護電弧焊。如圖 5-1所示。 手工鎢極氬弧焊,可分為添加焊絲和不添 加焊絲兩種方法。添加焊絲的方法是右手握焊 槍,左手持焊絲,順著焊接方向自右向左移動, 面罩一般采用頭盔式。不添加焊絲的操作方法 比較簡單,只要右手握住焊槍即可。 圖5-1手工鎢極氬弧焊示意圖 作業一手工鎢極氬弧焊的基本知識 (一)手工鎢極氬弧焊設備 手工鎢極氬弧焊設備包括主電路系統、焊槍、供氣系統、冷卻系統和控制系 統等部分,如圖5-2所示。 圖5-2手工鎢極氬弧焊設備系統圖 (1)主電路系
 淺談鈦管的手工鎢極氬弧焊焊接工藝
淺談鈦管的手工鎢極氬弧焊焊接工藝 淺談鈦管的手工鎢極氬弧焊焊接工藝
格式:pdf
大小:229KB
頁數:未知
4.3
本文在闡述分析工業純鈦焊接性的基礎上,針對工業純鈦高溫下易發生化學反應,進而使焊接接頭塑性和韌性降低的問題,從焊前準備、工藝要求、焊后檢驗及返修等方面予以論述,總結出一套采用手工鎢極氬弧焊施焊方法,保證了鈦管的焊接質量。
手工鎢極氬弧焊接工藝指導書可行方案熱門文檔
不銹鋼管鎢極氬弧焊接作業指導書
格式:pdf
大小:76KB
頁數:6P
4.4
佛坪縣cng儲配站及cng加氣站工程 焊接作業指導書 編制: 審核: 審批: 2017年5月6日 1、工程概況 佛坪縣cng儲配站及cng加氣站工程。由車載天然氣經卸氣柱進入壓縮機增 壓或直充進入加氣機。增壓后依次進入儲氣井儲氣,或進入加氣機通過加氣機 向cng汽車加氣。主物料管線系統設計壓力為27.5mpa,輔助物料管道(包括 排污、放空管道)設計壓力為1.6mpa,設計溫度為-30℃~50℃。工藝區高 壓不銹鋼管道焊接采用手工烏極氬弧焊接。 管材規格長度見下表: 名稱規格型號單位數量備注 不銹鋼管d38*6m米1406cr19ni10 不銹鋼管d32*4mm米6506cr19ni10 不銹鋼管
異質紫銅的手工鎢極氬弧焊
格式:pdf
大小:47KB
頁數:1P
3
異質紫銅的手工鎢極氬弧焊——介紹一種特殊接地裝置的相關施工技術一紫銅管與紫銅排的手工鎢極氬弧焊工藝,包括焊接性分析、坡口選擇、x-藝參數、測試結果等。

手工鎢極氬弧焊打底工藝在中壓鍋爐集箱焊接中的應用
格式:pdf
大小:100KB
頁數:2P
3
手工鎢極氬弧焊打底工藝在中壓鍋爐集箱焊接中的應用——szl6—2.5一aⅱ型i業鍋妒是根據國家關于國產工業蒸汽鍋爐規格系列的規定而采用的工業鍋妒產品,是市場通用的工業鍋爐品種之一,本文就該產品在生產過程中手i鎢極氳弧焊打底在集葙焊接中的應用作一介紹...
薄鋁板平對接手工鎢極氬弧焊 薄鋁板平對接手工鎢極氬弧焊
格式:pdf
大小:144KB
頁數:未知
4.4
雷達產品的生產中,遇有大量的厚度在0.5~2毫米的lf_(21)、lf_2等防銹鋁合金的焊接。除盡量把焊縫設置成變形小而易修銼的角焊縫結構外,仍不可避免在各結構上出現平對接的焊縫。雷達產品的零件,如錐形天線、大型拋物面天線、反射體、輻射體、骨架、框架、機殼等,它們的精度要求很高——焊疤經修銼后和母材一樣平整;變形小;便于修形達到設計要求。為此對焊接工序提出了較高的
手工鎢極氬弧焊接工藝指導書可行方案精華文檔
管道焊接中手工鎢極氬弧焊(TIG)單面焊雙面成形技術
格式:pdf
大小:101KB
頁數:2P
3
管道焊接中手工鎢極氬弧焊(tig)單面焊雙面成形技術——壓力管道手工電弧焊接中焊道背面易出現缺陷,且管道中的焊渣無法及時清理干凈,用手工 tig焊的方法成功的解決了這一問題。
以空氣為艙內加壓氣體的鎢極氬弧焊接
格式:pdf
大小:595KB
頁數:4P
3
以空氣為艙內加壓氣體的鎢極氬弧焊接——研究了1~700kpa空氣作用下的鎢極氬弧焊接。氣體爆炸試驗表明,壓縮空氣雖然不爆炸但是顯著助燃,高壓焊接試驗艙艙內設備需要采取防燃措施。采用較大的氬氣流量,可以實現高壓空氣之下良好的電弧和熔池保護。自動焊機用...
淺談電站推廣手工鎢極氬弧焊打底焊接技術
格式:pdf
大小:157KB
頁數:2P
3
淺談電站推廣手工鎢極氬弧焊打底焊接技術——電站中承壓部件及管道焊接質量的優劣是影響發電設備安全運行的關鍵之一。介紹了電站焊接技術的發展現狀,闡述了采用手工鎢極氬弧焊打底技術的優點、鎢極氬弧焊的囂具及焊接工藝,在工程的應用中收到滿意效果,鴿極氬...
手工鎢極氬弧焊在水套爐內置小盤管焊接中的應用 手工鎢極氬弧焊在水套爐內置小盤管焊接中的應用
格式:pdf
大小:433KB
頁數:未知
4.8
目前在采油站油井安裝的加熱裝置———水套爐的修復過程中,經常會遇到一些小管徑管道的焊接工作,如果采用手工鎢極氬弧焊打底,手工電弧焊填充蓋面的工藝方法,可以得到優質的焊接質量,能夠提高焊口的合格率。
手工鎢極氬弧焊接工藝指導書可行方案最新文檔
鎢極氬弧焊焊接電弧數值分析
格式:pdf
大小:198KB
頁數:4P
3
鎢極氬弧焊焊接電弧數值分析——以鎢極氬弧焊(tig)電弧為研究對象,根據磁流體動力學理論構建了電弧數學模型,并對 tig焊接電弧進行了數值分析.數值模擬所得電弧等離子體溫度分布與試驗值相當吻合.在此基礎上對電弧壓力和電流密度進行了分析,并通過試驗...
紫銅銅排軟連接頭鎢極氬弧焊的焊接工藝
格式:pdf
大小:138KB
頁數:2P
3
紫銅銅排軟連接頭鎢極氬弧焊的焊接工藝——紫銅銅排軟連接頭是由兩塊大厚度銅板和中間多層銅皮焊接而成。主要用于銅排(母線)與發電機組、變壓器及其它大型導電器設備之間的軟性連接,其焊接質量的優劣,將直接影響導電系統的正常運行及其安全性能和使用壽命。
磁極線圈銅排鎢極氬弧焊焊接工藝改進 磁極線圈銅排鎢極氬弧焊焊接工藝改進
格式:pdf
大小:126KB
頁數:3P
4.4
通過對t2純銅進行焊接性分析,對厚截面磁極線圈t2銅排的tig焊接工藝進行合理的改進。通過改進,實現了厚截面t2銅排不需高溫預熱就可進行tig焊接,并經外觀檢查、滲透探傷及力學性能檢驗,各項指標均合格,達到標準要求。
碳素鋼管手工鎢極氬弧焊打底電弧焊
格式:pdf
大小:1.0MB
頁數:12P
4.7
zh-0.02-2005 1 碳素鋼管道手工鎢極氬弧焊打底電弧焊蓋面工藝 1范圍 本工藝適用于石油、化工、電力、冶金、機械等行業的直徑≥50mm的碳素鋼(q235,15,20,20r,20g 等)管道的手工鎢極氬弧焊打底、電弧焊蓋面焊接。其它行業的碳素鋼管道的手工鎢極氬弧焊打底、 電弧焊蓋面焊接,可參照本工藝執行。 2規范性引用文件 下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨后所 有文件的修改單(不包括勘誤的內容)或修訂版均不適用于本標準,然而,鼓勵根據本標準達成協 議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標 準。 gb5306-85特種作業人員安全技術考核管理規則 gb3323-87鋼熔化焊對接接頭射線照相和質量分級 gb11345-89鋼焊縫手工超聲波探傷方法和探傷結果分級 gb48
PE管焊接工藝指導書
格式:pdf
大小:575KB
頁數:12P
4.7
全自動電熱熔焊機pe管焊接工藝指導書 編制: 審核: 批準: 西安塑龍熔接設備有限公司 2007年1月22日 (一)對操作人員的要求 全自動電熱熔焊機操作人員必須經過培訓合格且持有《全自動電熱熔焊機操作證書》 和《pe焊接上崗證》方可進行聚乙烯管道施工(培訓和發證授權單位為:西安塑龍熔接 設備有限公司)。證書有效期為1年,在有效期滿3個月前,繼續從事聚乙烯管道施工的 操作人員,應當向發證授權單位提出申請,由授權單位安排重新進行復證。 (二)聚乙烯管材、管件的檢驗 用戶對材料的檢驗,應做到如下幾點: 1)合格證與檢驗報告。應檢查有無產品出廠合格證,并索要出廠檢驗報告。 2)外觀檢查。進行外觀及幾何尺寸檢查。檢查管子內外表面是否清潔光滑,是否 有溝槽、劃傷、凹陷、雜質和顏色不均等。 3)長度檢查。定尺管的長度應均勻一致,誤差不應超過20mm。注意檢查管口端 面是否與管子的
焊接工藝指導書(全)
格式:pdf
大小:60KB
頁數:2P
4.6
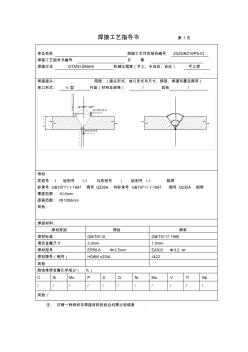
焊接工藝指導書第1頁 單位名稱焊接工藝評定報告編號zxzgrz-wps-01 焊接工藝指導書編號日期 焊接方法gtaw+smaw機械化程度(手工、半自動、自動)手工焊 焊接接頭:簡圖:(接頭形式、坡口形式與尺寸、焊層、焊道布置及順序) 坡口形式:v型襯墊(材料及規格)/其他/ w=0.5~2.0 α=55°~65° b=2.0-4.0 p = 1 . 0 - 2 . 0 δ = 1 0 . 0 母材: 類別號i組別號i-1與類別號i組別號i-1相焊 標準號gb19711.1-1997鋼號q235a與標準號gb19711.1-1997鋼號q235a相焊 厚度范圍:10.0mm 直徑范圍:ф1000mm 其他: 焊接材料: 焊材類別焊絲焊條 焊材標準gb/t8110gb/t5117-1995 填充金屬尺寸3
手工鎢極氬弧焊接工藝指導書可行方案相關
文輯推薦
知識推薦
百科推薦


職位:結構工程師
擅長專業:土建 安裝 裝飾 市政 園林


