




棒材軋鋼知識
格式:pdf
大小:8KB
頁數:4P
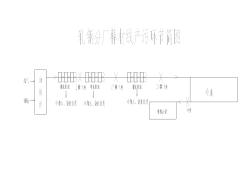
棒材軋鋼調整知識 一、生產工藝流程: 連鑄坯(冷或熱)→上料→剔廢→入爐→加熱→粗軋軋制 →1#飛剪切頭、切尾(碎斷)→中軋軋制→2#飛剪切頭、切尾(碎 斷)→精軋軋制→3#飛剪倍尺分段→冷床上料→冷床冷卻 →冷床下料→冷飛剪定尺剪切→橫移檢查→(短尺剔除)→打 捆→稱重→掛牌→入庫 軋機共18架,呈平、立軋機交替布置(其中14架、16架、18 架為平立可轉換軋機),并分為粗軋、中軋、精軋三個機組,每個機 組由6架軋機組成。精軋機組設6個立式活套。軋件在粗中軋機組 中為微張力軋制,在精軋機組中為無張力活套軋制,以提高產品的尺 寸精度。φ12、φ14、φ16、φ18小規格螺紋鋼采用切分軋制工藝, 其中φ12、φ14螺紋鋼采用三切分法生產(φ12預留四切分軋制); φ16、φ18以二切分法生產,其它規格螺紋

軋鋼棒材堆鋼
格式:pdf
大小:12KB
頁數:1P
線材在粗、中軋時會出現堆鋼現象,分為軋件頭部、中部和尾部堆鋼,具體原因及解決方法 如下: 1軋件頭部堆鋼 1)換輥、換槽后軋槽的摩擦力過小,致使軋件頭部打滑; 2)軋件頭部出機架后翹頭導致不能順利咬入下游機架或頭部頂導位; 3)軋槽或導槽有異物; 4)坯料嚴重脫方,無法進入軋機或將出口管子帶出; 5)坯料劈頭頂出導衛或纏輥。 解決辦法: 1)換輥、換槽時增加軋槽摩擦力,用砂輪機打磨軋槽或采用點焊方法,并且關閉軋輥的冷 卻水直至完全咬入; 2)及時檢查導衛底座是否松動,軋制線是否對中,及時更換舊的導衛。 3)軋制過程,及時清理氧化鐵皮; 4)軋制過程,及時清除不合格坯料,出現劈頭,應盡快拍急停,減少廢鋼處理時間。 2軋件中部和尾部堆鋼 1)由于輥縫設定不當引起軋件尺寸不當造成堆鋼; 2)坯料的缺陷,如夾雜、氣泡等,在軋制過程中斷裂造成堆鋼; 3)軋機轉速設計不當,處于堆鋼軋制狀態,當
編輯推薦下載
首鋼精品棒材軋鋼MES技術總體熱門文檔

某棒材軋鋼廠給排水方案
格式:pdf
大小:46KB
頁數:6P
 4.6
4.6
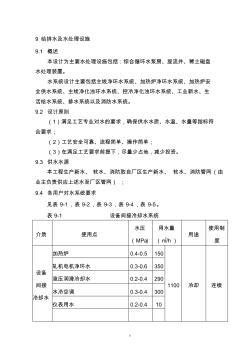
1 9給排水及水處理設施 9.1概述 本設計為主要水處理設施包括:綜合循環水泵房、旋流井、稀土磁盤 水處理裝置。 水系統設計主要包括主線凈環水系統、加熱爐凈環水系統、加熱爐安 全供水系統、主線凈化濁環水系統、控冷凈化濁環水系統、工業新水、生 活給水系統、排水系統以及消防水系統。 9.2設計原則 (1)滿足工藝專業對水的要求,確保供水水質、水溫、水量等指標符 合要求; (2)工藝安全可靠、流程簡單、操作簡單; (3)在滿足工藝要求前提下,盡量少占地,減少投資。 9.3供水水源 本工程生產新水、軟水、消防取自廠區生產新水、軟水、消防管網(由 業主負責供應上述水至廠區管網); 9.4各用戶對水系統要求 見表9-1,表9-2,表9-3,表9-4,表9-5。 表9-1設備間接冷卻水系統 介質使用點 水壓 (mpa) 用水量 (m3/h)
首鋼精品棒材軋鋼MES技術總體精華文檔


軋鋼精整工(高級)
格式:pdf
大小:90KB
頁數:51P
4.5
1、(高級工,判斷題,較難,基礎知識,核心要素) 試題:fes是低熔點化合物,熱軋時它聚于晶界,產生熱脆,故s作為雜質存在。 () 答案:√ 2、(高級工,判斷題,較難,基礎知識,核心要素) 試題:變形速度不影響產品的性能。() 答案:× 3、(高級工,判斷題,較難,基礎知識,核心要素) 試題:超聲波探傷會破壞被檢鋼件的內部組織。() 答案:× 4、(高級工,判斷題,較難,基礎知識,核心要素) 試題:帶鋼在冷軋過程中會產生不同程度的加工硬化。() 答案:√ 5、(高級工,判斷題,較難,基礎知識,核心要素) 試題:短應力軋機的最重要特點是變形大、彈跳大。() 答案:× 6、(高級工,判斷題,較難,基礎知識,核心要素)
 棒材第二軋鋼車間精軋機組運行穩定性研究
棒材第二軋鋼車間精軋機組運行穩定性研究 棒材第二軋鋼車間精軋機組運行穩定性研究
格式:pdf
大小:178KB
頁數:未知
4.6
本文從棒材軋制設備方面入手,分析了影響軋機機組運行穩性性的原因,并對各個原因提出了相應的解決方案,經過實施后機組運行穩定性大大提高。
邯鋼老區軋鋼棒材工程施工組織設計
格式:pdf
大小:1.8MB
頁數:189P
4.8
邯鋼老區軋鋼棒材工程施工組織設計 1編制依據 1.1邯鋼老區鋼軋改造項目小棒工程施工合同(合同編號:gz-bc-ja-01); 1.2國家現行的技術標準、規程、規范; 1.3本公司執行的gb/t19001-2000、gb/t24001-2004、gb/t28001-2001 整合型管理體系文件; 1.4建設部頒發的《建筑工程施工現場管理規定》及地方政府的有關規定; 1.5建設部頒布的《工程建設標準強制性條文》; 1.6業主對質量、安全、文明施工的有關規定; 1.7我公司所具備的施工技術力量和管理能力及長期施工生產中總結、驗證 的施工方法; 1.8施工現場情況及我公司對本工程的了解; 1.9已建成類似工程的經驗。 2工程概況及施工范圍 2.1建設項目概況 2.1.1工程名稱:邯鋼老區軋鋼棒材工程 2.1.2建設地點:原邯鄲縣西小屯村內 2.1.3
首鋼精品棒材軋鋼MES技術總體最新文檔
韶鋼全連續小型棒材軋鋼廠優秀工程設計綜述
格式:pdf
大小:66KB
頁數:2P
4.8
韶鋼全連續小型棒材軋鋼廠優秀工程設計綜述 1日u百 韶關鋼鐵有限公司全連續小型棒材軋鋼 廠由馬鞍山鋼鐵設計研究院進行總體設計和 ii!一設計,1995年4月開始前期準備及編制 可行性研究報告,1995年10月著手編制工 程擴大初步設計并開展旋工圖設計,1996年 11月29日熱負荷試車一次成功該工程 一 流的建設速度和質量、一流的設計、一流的 技術、一流的調試創造了同類軋機建設的歷 史紀錄 2設計規模和主要產品 韶鋼全連續小型捧材軋鋼廠設計年生產 垂12~4omm光面圓鋼和螺紋鋼筋50萬噸, 主要鋼種有碳素結構鋼、優質碳素結構鋼、鉚 螺鋼、低合金鋼和少量一般合金結構鋼 3原料 軋鋼廠原料由韶關鋼鐵公司煉鋼廠提供 (少部分外購).規格為: 15o)<150×10000mm連鑄坯(或軋坯) 200)<200×10000mm連鑄坯(
沙鋼煉鋼軋鋼集成MES系統的特點及實現 沙鋼煉鋼軋鋼集成MES系統的特點及實現
格式:pdf
大小:453KB
頁數:3P
4.7
針對煉鋼、軋鋼這兩大鋼鐵生產流程中的關鍵工序之間存在物流、資源、能量和時間平衡的問題,考慮到沙鋼鋼鐵實際生產情況及鋼鐵生產組織、調度的特點,沙鋼煉鋼、軋鋼集成mes系統采用了計劃一體化編制、物料實時跟蹤、質量動態控制等一系列新的生產信息化新技術來支持鋼鐵生產流程的有序、高效運轉,從而提升企業的經濟效益。

棒材產品,圓鋼
格式:pdf
大小:38KB
頁數:2P
4.5
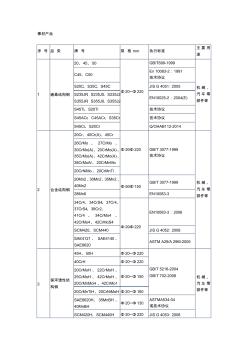
棒材產品 序號品類牌號規格mm執行標準 主要用 途 1碳素結構鋼 20、45、50 φ20~φ220 gb/t699-1999 機械、 汽車零 部件等 c45、c50 en10083-2:1991 技術協議 s20c、s35c、s45cjisg4051:2005 s235jr、s235j0、s235j2 s355jr、s355j0、s355j2 en10025-2:2004(e) s45ti、s20ti技術協議 s45acr、c45acr、s35cr技術協議 s45cr、s20crq/ohab112-2014 2合金結構鋼 20cr、40cr(a)、45cr φ20-φ220gb/t3077-1999 技術協議 機械、 汽車零 部件等 26crmo、27crmo、 30crmo(a)、20crmo(a)
昆鋼棒材
格式:pdf
大小:13KB
頁數:2P
4.6
昆鋼棒材冷飛剪剪切控制功能的改進和完善 內容摘要:本文介紹了冷飛剪的控制原理,主要敘述了昆鋼棒材冷飛剪剪切控制功能的改進和完善。通過 對冷飛剪控制功能的改進和完善,使冷飛剪剪切倍尺的精度大大的提高,直接提高了產品的成材率,為生 產企業帶來了巨大 內容摘要:本文介紹了冷飛剪的控制原理,主要敘述了昆鋼棒材冷飛剪剪切控制功能的改 進和完善。通過對冷飛剪控制功能的改進和完善,使冷飛剪剪切倍尺的精度大大的提高,直 接提高了產品的成材率,為生產企業帶來了巨大的經濟效益。 關鍵詞:倍尺剪lpp輥徑優先測量優先 前言 昆鋼棒材生產線始建于2004年,該條生產線由12套plc組成,完成各區域控制,其中 主軋線控制系統配備兩級自動化系統,通過三類通訊網絡連接,組成資源共享的分布式計算 機控制系統。該控制系統是以美國ge公司90-70、90-30系列可編程控制器(plc
南鋼棒材廠全連軋線改造實踐
格式:pdf
大小:281KB
頁數:2P
4.6
為適應優特品種鋼的生產和提高產品質量的控制能力而進行了技術改造,通過對設備的改造及合理配置,降低了設備故障,產量大幅提高,并可進行φ14mm、φ12mm圓鋼的生產。
 杭鋼小型連軋棒材生產工藝及設備
杭鋼小型連軋棒材生產工藝及設備 杭鋼小型連軋棒材生產工藝及設備
格式:pdf
大小:354KB
頁數:3P
4.7
杭鋼小型連軋棒材生產線設計年產量為25萬t,最高速度18m/s。為介紹該生產線的工藝技術特點和主要設備的技術性能等。
棒材軋鋼工程機械設備設計改造
格式:pdf
大小:1.2MB
頁數:2P
4.3
棒材軋鋼是我國眾多軋鋼項目中一種特別的類型.其一般以棒材為主要的原料進行軋鋼產品的生產.而本文主要以某新建的棒材軋鋼廠為例,就主機列參數的確定、棒材軋鋼工程機械設備設計改造進行論述.
首鋼精品棒材軋鋼MES技術總體相關
文輯推薦
知識推薦
百科推薦


職位:土建工程預算員
擅長專業:土建 安裝 裝飾 市政 園林


