

施工工藝扭剪型高強螺栓施工 (2)
格式:pdf
大小:40KB
頁數:7P
人氣 :68
 4.7
4.7
扭剪型高強螺栓施工 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2.1 材料及主要機具: 2.1.1 螺栓、螺母、墊圈均應附有質量證明書,并應符合設計 要求和國家標準的規定。 2.1.2 高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹 蝕,應抽樣檢查緊固軸力, 滿足要求后方可使用。 螺栓等不得被泥土、 油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不 得混放、混用。 2.1.3 主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手 工扳手、鋼絲刷、工具袋等。 2.2 作業條件: 2.2.1 摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處 理,摩擦系數應符合設計要求(一般要求 Q235鋼為 0.45 以上, 16 錳鋼為 0.55 以上)。摩擦面木允許有殘留氧化鐵皮,處理后的摩擦 面可生成赤銹面后



施工工藝扭剪型高強螺栓施工
格式:pdf
大小:40KB
頁數:7P
. . 扭剪型高強螺栓施工 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計 要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹 蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、 油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不 得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手 工扳手、鋼絲刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處 理,摩擦系數應符合設計要求(一般要求q235鋼為0.45以上,16 錳鋼為0.55以上)。摩擦面木允許有殘留氧化鐵皮,處理后的摩擦 面可
扭剪型高強螺栓施工工藝
格式:pdf
大小:10KB
頁數:6P
扭剪型高強螺栓施工工藝 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和 國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、 螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應 抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、油污 粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得混 放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、 鋼絲刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩 擦系數應符合設計要求(一般要求q235鋼為0.45以上,16錳鋼為 0.55以上)。摩擦面木允許有殘留氧化鐵皮,處理后的摩擦面可生成 赤銹面后安裝螺栓(一
編輯推薦下載
扭剪型高強螺栓施工工藝 (2)
格式:pdf
大小:13KB
頁數:3P
4.5
扭剪型高強螺栓施工工藝 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 1.1材料及主要機具: 1.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標 準的規定。 1.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不 配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力, 滿足要求后方可使用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必 須按批號,同批內配套使用,不得混放、混用。 1.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲 刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數 應符合設計要求(一般要求q235鋼為0.45以上,16錳鋼為0.55以上)。摩擦面 木允許有殘留氧化鐵皮,處理后的摩擦面可生成赤銹面后安裝螺栓
施工工藝設計扭剪型高強螺栓施工
格式:pdf
大小:40KB
頁數:7P
4.8
扭剪型高強螺栓施工 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要 求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺 栓、螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕, 應抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、油 污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得 混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工 扳手、鋼絲刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理, 摩擦系數應符合設計要求(一般要求q235鋼為0.45以上,16錳鋼為 0.55以上)。摩擦面木允許有殘留氧化鐵皮,處理后的摩擦面可生成 赤銹面后安裝螺栓(一般露天存
施工工藝扭剪型高強螺栓施工熱門文檔
扭剪型高強螺栓連接施工工藝 (3)
格式:pdf
大小:100KB
頁數:13P
4.6
扭剪型高強螺栓連接施工工藝(1) 依據標準: 《建筑工程施工質量驗收統一標準》gb50300-2001 《鋼結構工程施工質量驗收規范》gb50205-2001 《鋼結構高強度螺栓連接的設計施工及驗收規程》jgj82 1、范圍本工藝適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2、施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和 國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、 螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應 抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、油污 粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得混 放、混用。 2.1.3主要機具:電動扭矩扳手及控制
扭剪型高強螺栓連接施工工藝
格式:pdf
大小:77KB
頁數:13P
4.8
扭剪型高強螺栓連接施工工藝(1) 依據標準: 《建筑工程施工質量驗收統一標準》gb50300-2001 《鋼結構工程施工質量驗收規范》gb50205-2001 《鋼結構高強度螺栓連接的設計施工及驗收規程》jgj82 1、范圍本工藝適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2、施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和 國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、 螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應 抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、油污 粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得混 放、混用。 2.1.3主要機具:電動扭矩扳手及控制
扭剪型高強螺栓連接施工工藝 (2)
格式:pdf
大小:108KB
頁數:13P
4.5
扭剪型高強螺栓施工工藝 頁腳內容1 扭剪型高強螺栓連接施工工藝(1) 依據標準: 《建筑工程施工質量驗收統一標準》gb50300-2001 《鋼結構工程施工質量驗收規范》gb50205-2001《鋼結構高強 度螺栓連接的設計施工及驗收規程》jgj82 1、范圍本工藝適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2、施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方 可使用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配 套使用,不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具 袋等。2.
扭剪型高強螺栓連接施工工藝 (4)
格式:pdf
大小:77KB
頁數:13P
4.3
扭剪型高強螺栓連接施工工藝(1) 依據標準: 《建筑工程施工質量驗收統一標準》gb50300-2001 《鋼結構工程施工質量驗收規范》gb50205-2001 《鋼結構高強度螺栓連接的設計施工及驗收規程》jgj82 1、范圍本工藝適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2、施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和 國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、 螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應 抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、油污 粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得混 放、混用。 2.1.3主要機具:電動扭矩扳手及控制
扭剪型高強螺栓連接施工工藝 (5)
格式:pdf
大小:19KB
頁數:3P
4.7
扭剪型高強螺栓連接 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用, 不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具 袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數應符合設 計要求(一般要求q235鋼為0.45以上,16錳鋼為0.55以上)。摩擦面木允許有殘留氧化鐵 皮,處理后的
施工工藝扭剪型高強螺栓施工精華文檔
普通螺栓和高強螺栓、扭剪型高強螺栓詳細介紹
格式:pdf
大小:30KB
頁數:5P
4.5
. .. 高強螺栓主要應用在鋼結構工程上,用來連接鋼結構鋼板的連接點. 高強螺栓的一個非常重要的特點就是限單次使用,一般用于永久連接, 嚴禁重復使用! 高強螺栓分類: 按受力狀態分為: 摩擦型和承壓型; 按施工工藝分為:扭剪型高強螺栓和大六角高強螺栓。 大六角高強螺栓屬于普通螺絲的高強度級,而扭剪型高強螺栓則是大 六角高強螺栓的改進型,為了更好施工. 高強螺栓的施工必須先初緊后終緊,初緊高強螺栓需用沖擊型電動扳 手或扭矩可調電動扳手;而終緊高強螺栓有嚴格的要求,終緊扭剪型 高強螺栓必須用扭剪型電動扳手,終緊扭矩型高強螺栓必須用扭矩型 電動扳手. 大六角強螺栓由一個螺栓,一個螺母,兩個墊圈組成。 扭剪型高強螺栓由一個螺栓,一個螺母,一個墊圈組成。 用高強度鋼制造的,或者需要施以較大預緊力的螺栓,皆可稱為高強 度螺栓.高強度螺栓多用于橋梁、鋼軌、
普通螺栓和高強螺栓、扭剪型高強螺栓詳細介紹
格式:pdf
大小:35KB
頁數:6P
4.5
v1.0可編輯可修改 1 高強螺栓主要應用在鋼結構工程上,用來連接鋼結構鋼板的連接點. 高強螺栓的一個非常重要的特點就是限單次使用,一般用于永久連 接,嚴禁重復使用! 高強螺栓分類: 按受力狀態分為: 摩擦型和承壓型; 按施工工藝分為:扭剪型高強螺栓和大六角高強螺栓。 大六角高強螺栓屬于普通螺絲的高強度級,而扭剪型高強螺栓則是大 六角高強螺栓的改進型,為了更好施工. 高強螺栓的施工必須先初緊后終緊,初緊高強螺栓需用沖擊型電動扳 手或扭矩可調電動扳手;而終緊高強螺栓有嚴格的要求,終緊扭剪型 高強螺栓必須用扭剪型電動扳手,終緊扭矩型高強螺栓必須用扭矩型 電動扳手. 大六角強螺栓由一個螺栓,一個螺母,兩個墊圈組成。 扭剪型高強螺栓由一個螺栓,一個螺母,一個墊圈組成。 用高強度鋼制造的,或者需要施以較大預緊力的螺栓,皆可稱為高強 度螺栓.高強度螺栓多用
普通螺栓和高強螺栓、扭剪型高強螺栓詳細介紹 (2)
格式:pdf
大小:35KB
頁數:6P
4.6
v1.0可編輯可修改 1 高強螺栓主要應用在鋼結構工程上,用來連接鋼結構鋼板的連接點. 高強螺栓的一個非常重要的特點就是限單次使用,一般用于永久連 接,嚴禁重復使用! 高強螺栓分類: 按受力狀態分為: 摩擦型和承壓型; 按施工工藝分為:扭剪型高強螺栓和大六角高強螺栓。 大六角高強螺栓屬于普通螺絲的高強度級,而扭剪型高強螺栓則是大 六角高強螺栓的改進型,為了更好施工. 高強螺栓的施工必須先初緊后終緊,初緊高強螺栓需用沖擊型電動扳 手或扭矩可調電動扳手;而終緊高強螺栓有嚴格的要求,終緊扭剪型 高強螺栓必須用扭剪型電動扳手,終緊扭矩型高強螺栓必須用扭矩型 電動扳手. 大六角強螺栓由一個螺栓,一個螺母,兩個墊圈組成。 扭剪型高強螺栓由一個螺栓,一個螺母,一個墊圈組成。 用高強度鋼制造的,或者需要施以較大預緊力的螺栓,皆可稱為高強 度螺栓.高強度螺栓多用
扭剪型高強螺栓連接工藝大全
格式:pdf
大小:49KB
頁數:7P
4.7
本文由天津五大道http://www.***.***/原創發布 本文由吳江四橋網http://www.***.***/原創發布 扭剪型高強螺栓連接工藝大全 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計 要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹 蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、 油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不 得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手 工扳手、鋼絲刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進
02扭剪型高強螺栓連接工藝
格式:pdf
大小:19KB
頁數:3P
4.6
扭剪型高強螺栓連接 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用, 不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具 袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數應符合設 計要求(一般要求q235鋼為0.45以上,16錳鋼為0.55以上)。摩擦面木允許有殘留氧化鐵 皮,處理后的摩
施工工藝扭剪型高強螺栓施工最新文檔
扭剪型高強螺栓連接工藝標準
格式:pdf
大小:8KB
頁數:1P
4.4
扭剪型高強螺栓連接工藝標準 扭剪型高強螺栓連接工藝標準具體內容是什么,下面下面為大 家解答。 范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要 求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺 栓、螺母不配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕, 應抽樣檢查緊固軸力,滿足要求后方可使用。螺栓等不得被泥土、油 污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得 混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工 扳手、鋼絲刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理, 摩擦系數應符合設計要求。摩擦面木允許有殘留氧化鐵皮,處理后的 摩擦面可生成
扭剪型高強螺栓連接工藝標準
格式:pdf
大小:19KB
頁數:3P
4.7
扭剪型高強螺栓連接工藝標準 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 22施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺紋 損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得 混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具袋 等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數應符合設計 要求(一般要求q235鋼為0.45以上,16猛鋼為0.55以上)。摩擦面不允許有殘留氧化鐵皮,
22.2扭剪型高強螺栓連接工藝
格式:pdf
大小:25KB
頁數:3P
4.3
作業指導書 第1頁共3頁 作業指導書 扭剪型高強螺栓連接工藝 1適用范圍 本作業指導書適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2材料要求 2.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.2高強螺栓入庫應按規格分類存放,并防雨、防潮,遇有螺栓、螺母不配套,螺紋 損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用,不得 混放、混用。 3主要機具設備 電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具袋等。 4作業條件 4.1磨擦面處理:磨擦面采用噴砂、砂輪打磨等方法進行處理,磨擦系數應符合要求(一 般要求q235鋼為0.45以上,16錳鋼為0.55以上)。磨擦面不允許有殘留氧
扭剪型高強螺栓連接工藝 (2)
格式:pdf
大小:82KB
頁數:3P
4.8
扭剪型高強螺栓連接 1范圍 本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2施工準備 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要求和國家標準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢查緊固軸力,滿足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持潔凈、干燥狀態。必須按批號,同批內配套使用, 不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工扳手、鋼絲刷、工具 袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理,摩擦系數應符合設 計要求(一般要求q235鋼為0.45以上,16錳鋼為0.55以上)。摩擦面木允許有殘留氧化鐵 皮,處理后的摩
扭剪型高強螺栓安裝施工
格式:pdf
大小:27KB
頁數:5P
4.8
筑 龍 網 ww w. zh ul on g. co m 高強螺栓安裝作業設計 在**鋼管公司新建管加工車間和冷軋冷拔不銹鋼車間廠房施工 中,吊車粱與制動板采用了扭剪型高強螺栓連接,因此,高強螺栓的 安裝質量對鋼結構的安裝質量有著極為重要的影響,高強螺栓連接精 度高,要求嚴,所以要求鋼結構加工尺寸必須十分精確,在安裝中必 須嚴格按照《鋼結構工程施工質量驗收規范》(gb50205-2001)及《鋼 結構高強螺栓連接設計、施工及驗收規程》(jgj82-91)施工。安裝 前,應按規定進行高強螺栓連接面抗滑移系數試驗和復驗,其結果應 符合實際和規范要求。 一、高強螺栓的儲運和保管 1.高強螺栓連接副應由制造廠家安批套供貨,并必須具 有出廠質量保證書。 2.高強螺栓連接副在運輸、包干過程中應輕裝輕卸,以 防止損傷螺紋。 3.高強螺栓連接副應按包裝箱上注明的批號、規格分類
扭剪型高強螺栓施工檢查記錄
格式:pdf
大小:23KB
頁數:1P
4.5
扭剪型高強螺栓施工檢查記錄 編號:軌道交通建安用表-037 工程名稱施工單位施工合同編號 單位(子單位) 工程名稱 分部(子分部) 工程名稱 連接構件名稱 抽查節點 連接摩 擦面質 量 螺栓穿 孔質量 連接接頭外觀質量 初擰 扭矩 (n-m) 螺栓梅花頭末在終擰中擰掉數及處理結果(6.3.3條) 部位 數 量 螺栓螺栓 穿入 方向 螺栓 露長 墊圈 方向 未擰斷 梅花頭 螺栓數 量(只) 扭矩扳手施擰扭 矩值(n-m) 終擰質量檢查初、終擰標記 扳手標定 記錄等 級 規 格 數 量 初擰終擰 小錘逐 只敲檢 松扣、回 扣檢查 初擰終擰 檢查 結論 施 工 單 位 記錄人: 技術負責人: 年月日 監 理 單 位 監理工程師: 年月日
扭剪型高強螺栓連接檢驗批
格式:pdf
大小:277KB
頁數:19P
4.7
a4監理統一用表 扭剪型高強度螺栓連接工程檢驗批報驗申請表 工程名稱:漣鋼產品結構調整技術改造軋鋼板坯庫工程(板坯庫廠房鋼結構工程)編號 致:武漢威仕工程監理有限公司(監理單位) 我單位已完成了板坯庫廠房1-a—1-b~1-b—1-c列/1-1~1-6線吊車梁下翼緣水平支撐 與吊車梁、水平支撐與柱、車檔連接高強螺栓連接檢驗批工作現報上該工程報驗申請表,請 予以審查和驗收。 附件: 1.高強螺栓連接工程檢驗批質量驗收記錄表1份020402 2.扭剪型高強度螺栓連接工程施工質量檢查表1份020402 工程實體質量經自檢合格 承包單位(章) 項目經理 日期 復查意見: 項目監理機構 總/專業監理工程師 日期 高強螺栓連接工程檢驗批質量驗收記錄表 gb50205-2001 (ⅱ) 020402 □□ 單位(子單位)工程名稱漣鋼產
扭剪型高強螺栓連接
格式:pdf
大小:26KB
頁數:12P
4.7
扭剪型高強螺栓連接 1.1本工藝標準適用于鋼結構安裝用扭剪型高強螺栓施工工藝。 2.1材料及主要機具: 2.1.1螺栓、螺母、墊圈均應附有質量證明書,并應符合設計要 求和國家標 準的規定。 2.1.2高強螺栓入庫應按規格分類存放,并防雨、防潮。遇有螺 栓、螺母不 配套,螺紋損傷時,不得使用。螺栓、螺母、墊圈有銹蝕,應抽樣檢 查緊固軸力, 滿足要求后方可使用。螺栓等不得被泥土、油污粘染,保持潔凈、干 燥狀態。必須 按批號,同批內配套使用,不得混放、混用。 2.1.3主要機具:電動扭矩扳手及控制儀、手動扭矩扳手、手工 扳手、鋼絲 刷、工具袋等。 2.2作業條件: 2.2.1摩擦面處理:摩擦面采用噴砂、砂輪打磨等方法進行處理, 摩擦系數 應符合設計要求(一般要求q235鋼為0.45以上,16錳鋼為0.55以 上)。摩擦面木允 許有殘留氧化鐵皮,處理后的摩擦面可生成赤銹面后
扭剪型高強螺栓重量
格式:pdf
大小:30KB
頁數:2P
4.5
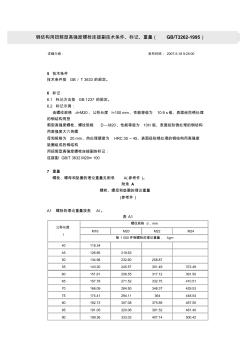
鋼結構用扭剪型高強度螺栓連接副技術條件、標記、重量(gb/t3262-1995) 詳細介紹:發布時間:2007-5-189:25:00 5技術條件 技術條件按gb/t3633的規定。 6標記 6.1標記方法按gb1237的規定。 6.2標記示例: 由螺紋規格d=m20、公稱長度l=100mm、性能等級為10.9s級、表面經防銹處理 的鋼結構用扭 剪型高強度螺栓、螺紋規格d—m20、性能等級為10h級、表面經防銹處理的鋼結構 用高強度大六角螺 母和規格為20mm、熱處理硬度為hrc35~45、表面經防銹處理的鋼結構用高強度 墊圈組成的鋼結構 用扭剪型高強度螺栓連接副的標記: 連接副gb/t3632m20×100 7重量 螺栓、螺母和墊圈的理論重量見附錄a(參考件)。 附錄a 螺栓、螺母和墊圈的理論重量 (參
施工工藝扭剪型高強螺栓施工相關
文輯推薦
知識推薦
百科推薦


職位:鋼結構預算員
擅長專業:土建 安裝 裝飾 市政 園林


