

試論雙電極石墨型堆焊焊條及單弧焊工藝研究
格式:pdf
大小:241KB
頁數:3P
人氣 :54
 3
3
試論雙電極石墨型堆焊焊條及單弧焊工藝研究——介紹雙電極焊條單弧焊工藝。由于石墨型焊條藥皮具有導電性,在對石墨型雙電極焊條施加電壓時,焊條易被擊穿。因此,重點研究了雙電極之間電阻及焊芯間距對雙電極焊條電弧形態、電弧電壓及對焊縫成形的影響.試驗采...



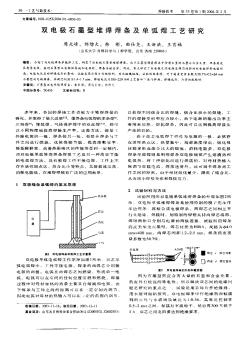
雙電極石墨型堆焊焊條及單弧焊工藝研究
格式:pdf
大小:166KB
頁數:3P
雙電極石墨型堆焊焊條及單弧焊工藝研究——介紹了雙電極焊條單弧焊工藝,研究了雙電極石墨型堆焊焊條。由于石墨型焊條藥皮中合有大量的石墨與合金元素,焊條藥皮具有導電性,在對石墨型雙電極焊條施加電壓時,焊每易被擊穿。因此,重點研究了雙電極之間電阻及焊...

雙電極焊條單弧焊工藝
格式:pdf
大小:239KB
頁數:4P
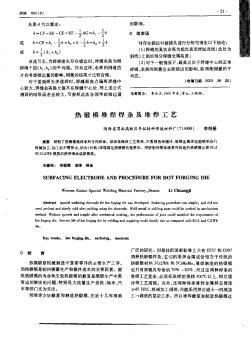
雙電極焊條單弧焊工藝——介紹了雙電極焊條單弧焊t藝。該t藝t件不接電源,電弧在雙電極焊條相互絕緣的兩個焊芯之端部形成,電弧可在離t件不同距離的空間進行引弧和燃燒,兩極性斑點分別在兩焊芯上,主要利用熔滴攜帶熱量和弧柱熱量熔化母材。雙電極焊條兩芯間距...
編輯推薦下載
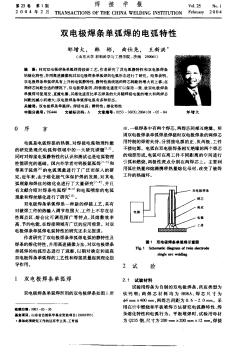
雙電極焊條單弧焊的電弧特性
格式:pdf
大小:240KB
頁數:4P
3
雙電極焊條單弧焊的電弧特性——針對雙電極焊條單弧焊焊接新工藝,作者研究了其電弧靜特性和雙電極焊條的熔化特性,并用高速攝像機對雙電極焊條單弧焊的電弧形態進行了研究。結果表明。雙電極焊條單弧焊具有上升的電弧靜特性,靜特性曲線隨兩焊芯間距的增大而上...

雙電極石墨型堆焊焊條及單弧焊工藝研究熱門文檔
 雙電極焊條單弧焊飛濺的研究
雙電極焊條單弧焊飛濺的研究 雙電極焊條單弧焊飛濺的研究
格式:pdf
大小:854KB
頁數:4P
4.3
利用高速攝影等實驗手段,研究了雙電極焊條單弧焊熔滴過渡形態、熔滴受力、雙芯間隙、焊條套筒形式、雙電極焊條焊接時運條方式等對飛濺的影響。
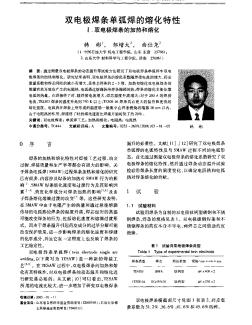
雙電極焊條單弧焊的熔化特性Ⅰ.雙電極焊條的加熱和熔化
格式:pdf
大小:402KB
頁數:5P
3
雙電極焊條單弧焊的熔化特性ⅰ.雙電極焊條的加熱和熔化——通過測量雙電極焊條的動態溫升等試驗方法研究r雙電極焊條單弧焊中雙電極焊條的加熱和熔化。研究結果表明,雙電極焊條的熔化系數隨焊接電流的增大、藥皮重量系數和焊芯間距的減小而增大,是單芯焊條的...
雙電極焊條單弧焊焊縫組織與性能研究 雙電極焊條單弧焊焊縫組織與性能研究
格式:pdf
大小:846KB
頁數:4P
4.4
首先分析了雙電極焊條單弧焊焊接電流對焊縫成形的影響,利用掃描電鏡對接頭微觀組織進行了觀察。其次對熔敷金屬的化學成分及力學性能進行了測定。最后對斷口形貌以及夾雜物成分進行了分析。結果表明,焊接電流在180~220a之間焊縫成形最佳,接頭從焊縫到母材由珠光體和鐵素體組成的粗大柱狀晶組織、過熱粗晶區魏氏組織、細晶區鐵素體和珠光體組織、母材組織等一系列梯狀組織組成,熔敷金屬的化學成分和力學性能均在標準要求的范圍內,焊接接頭的強度高于母材,呈韌窩斷裂。
雙電極奧氏體不銹鋼焊條單弧焊工藝研究 雙電極奧氏體不銹鋼焊條單弧焊工藝研究
格式:pdf
大小:897KB
頁數:4P
4.8
本文研究了雙電極奧氏體不銹鋼焊條單弧焊電弧的靜特性、焊接電流、電弧電壓、焊芯間隙對雙電極焊條單弧焊的工藝性能和焊縫成形的影響;通過熱電偶測試技術,對雙電極焊條單弧焊焊接過程中不同部位焊芯表面溫升進行了測定.研究結果表明焊芯直徑為4.0mm的雙電極a102焊條,其合適焊接工藝參數為:焊接電流140~160a,電弧電壓45v左右,焊條兩芯間隙1.2~1.5mm,焊接板厚8mm的1cr18ni9ti材料,焊縫成形良好.
雙電極石墨型堆焊焊條及單弧焊工藝研究精華文檔
奧氏體不銹鋼雙電極焊條單弧焊工藝分析 奧氏體不銹鋼雙電極焊條單弧焊工藝分析
格式:pdf
大小:302KB
頁數:2P
4.4
研究了板厚8mm的1cr18ni9ti奧氏體不銹鋼雙電極單弧焊工藝參數,比較了單、雙電極電弧焊工藝特點。試驗結果表明,奧氏體不銹鋼雙電極焊條單弧焊工藝具有高效節能、焊縫成形好、熱影響區窄的特點。
奧氏體不銹鋼雙電極焊條單弧焊工藝分析
格式:pdf
大小:132KB
頁數:2P
3
奧氏體不銹鋼雙電極焊條單弧焊工藝分析——研究了板厚8inm的1crl8ni9ti奧氏體不銹鋼雙電極單孤焊工藝參數,比較了單、雙電極電孤焊工藝特點。試驗結果表明,奧氏體不銹鋼雙電極焊條單孤焊工藝具有高效節能、焊縫成形好、熱影響區窄的特點。

45Cr4NiMoV軋輥堆焊焊條堆焊工藝及性能研究
格式:pdf
大小:196KB
頁數:3P
3
45cr4nimov軋輥堆焊焊條堆焊工藝及性能研究——研究了一種用于45cr4nimov鋼軋輥修復的耐磨堆焊焊條。工藝試驗表明,采用打底焊過渡 層的方法可有效防止堆焊時出現裂紋.金相顯微分析表明,研制的軋輥堆焊焊條的堆焊合金組織是馬氏體基體和少量碳化物.性能...
雙電極石墨型堆焊焊條及單弧焊工藝研究最新文檔

無礦石粉堆焊焊條的工藝性能
格式:pdf
大小:381KB
頁數:4P
3
無礦石粉堆焊焊條的工藝性能——自行研制了一種特殊的堆焊焊條,其藥皮中沒有加入任何用于穩弧、造渣和造氣等作用的礦石粉,焊芯電阻大,焊接時極易出現焊芯和藥皮發紅、藥皮開裂等現象,說明了該焊條的工藝性能復雜。系統闡述了該類焊條的工藝性能,以更好地推...
雙電極焊條兩芯間距和焊接電流對單弧焊工藝的影響
格式:pdf
大小:206KB
頁數:4P
3
雙電極焊條兩芯間距和焊接電流對單弧焊工藝的影響——研究了鈦鈣型雙電極焊條的兩芯間距和焊接電流對單弧焊工藝的影響.研究結果表明,鈦鈣型雙電極焊條的兩芯間距是控制焊接電壓的最重要因素,焊接時調節雙電極焊條與工件間距離對電弧電壓影響很小,隨雙電極焊...

新型冷沖模鑲塊堆焊焊條的研制
格式:pdf
大小:279KB
頁數:5P
3
新型冷沖模鑲塊堆焊焊條的研制——介紹一種新研制的適合于大型冷沖模鑲塊刃口堆焊的專用堆焊焊條,通過試驗確定了焊條的合金成分并給出了比較合理的焊芯和焊條藥皮化學成分。測試結果表明。新焊條堆焊層金屬的化學成分、硬度、硬度梯度、金相組織均滿足在鑄鐵基...
燒結型耐磨耐熱堆焊焊條的研制
格式:pdf
大小:171KB
頁數:3P
3
燒結型耐磨耐熱堆焊焊條的研制——采用冷粘結擠壓法,研制了一種工藝性能良好的燒結型耐磨耐熱堆焊焊條。并對其堆焊層顯微組織、抗熱腐蝕和抗高溫氧化性等性能進行了試驗。結果表明堆焊合金的平均洛氏硬度為55.7,相對耐磨性為1.28,具有良好的工藝性能,高溫...
新型耐磨抗裂堆焊焊條的優化設計
格式:pdf
大小:239KB
頁數:4P
3
新型耐磨抗裂堆焊焊條的優化設計——采用wmcad法研制出一種綜合性能優良的堆焊焊條。該焊條耐磨性能好,焊前不預熱,可用于軋輥的堆焊。
高硬度馬氏體時效堆焊焊條的研究
格式:pdf
大小:179KB
頁數:3P
3
高硬度馬氏體時效堆焊焊條的研究——研制成功的co、mn、w、v馬氏體時效鋼堆焊焊條,解決了堆焊高硬度焊接材料時,硬度均勻性差及機械加工困難的問題,提高了耐磨工件的使用壽命及其修復時的生產效率,能給國民經濟帶來了極大經濟效益和社會效益。

雙電極鈦鈣型碳鋼焊條焊芯間距對焊接工藝及電弧形態的影響
格式:pdf
大小:192KB
頁數:3P
3
雙電極鈦鈣型碳鋼焊條焊芯間距對焊接工藝及電弧形態的影響——采用平板堆焊的方法及高速攝像系統,研究了雙電極鈦鈣型碳鋼焊條的焊芯間距對焊接工藝和電弧形態的影響。結果表明,雙電極鈦鈣型碳鋼焊條的焊芯間距是影響電弧電壓的最重要因素。在焊接過程中,調節...
雙電極鈦鈣型碳鋼焊條焊芯間距對焊接工藝及電弧形態的影響 雙電極鈦鈣型碳鋼焊條焊芯間距對焊接工藝及電弧形態的影響
格式:pdf
大小:393KB
頁數:3P
4.4
采用平板堆焊的方法及高速攝像系統,研究了雙電極鈦鈣型碳鋼焊條的焊芯間距對焊接工藝和電弧形態的影響。結果表明,雙電極鈦鈣型碳鋼焊條的焊芯間距是影響電弧電壓的最重要因素。在焊接過程中,調節雙電極焊條與工件間距對電弧電壓的影響很小;隨著焊芯間距的增大,電弧電壓升高,焊條套筒形狀由兩邊尖、中間凹逐漸變為兩邊凹、中間凸的形狀,焊接電弧由小而集中變為大而分散。對于藥皮質量系數為45.6%、直徑為4mm的雙電極鈦鈣型碳鋼焊條(雙焊芯),在電流為200a的條件下,當焊芯間距為1.2~1.7mm時焊縫成形較好。
雙電極石墨型堆焊焊條及單弧焊工藝研究相關
文輯推薦
知識推薦
百科推薦


職位:船舶結構工程師
擅長專業:土建 安裝 裝飾 市政 園林


