

專用夾具+上下雙刀——剎車盤工藝設計
格式:pdf
大小:3.4MB
頁數:12P
人氣 :56
 4.5
4.5
專用夾具 +上下雙刀——剎車盤工藝設計 汽車剎車盤,簡單說就是一個圓的盤子, 車子行進時它也是轉動的, 卻在制 動系統中起到了十分重要的作用。好的剎車盤制動穩定,沒有噪音,不抖動,但 是對于機械加工的技術要求較高, 本文講述了剎車盤夾具及相關工序加工設計方 案 ,供大家學習。 剎車盤結構 汽車剎車有盤剎和鼓剎兩種結構。 與鼓式制動器比較, 盤式剎車具有以下優 點: ①盤式剎車散熱性好,在連續踩踏剎車時不易造成剎車熱衰退。 ②剎車盤在受熱之后的尺寸變化,不會使踩剎車踏板的行程增加。 ③盤式剎車系統反應快速, 可做髙頻率的剎車動作。 ④盤式剎車的構造簡單, 且容易維修。 ⑤剎車盤的排水性較佳。 因此,現在很多中、髙級轎車采用全盤剎,普通轎車則采用前盤后鼓;而相 對低速且需要制動力大的卡車、巴士,仍采用鼓剎。剎車制動原理如圖1所示。 圖 1 剎車制動原理 剎車盤的類型 剎車盤分為實心盤(單片盤)



剎車片及剎車盤更換流程
格式:pdf
大小:1.8MB
頁數:6P
重慶良友汽車維修責任有限公司 剎車片及剎車盤更換流程 1.更換前準備設備 1.1新剎車片、剎車盤 1.2博世剎車養護包 1.3專業工具:剎車泵活塞復位工具、扭力扳手 1.4制動鉗固定支架及制動鉗拆裝工具 2.更換流程 2.1間隙檢查:舉升車輛,讓輪胎離地約50cm,來回晃動輪胎,檢查車輪軸 承及轉向裝置,是否有異常松動;如發現異常松,記錄并拍照或視頻上 報。 2.2拆卸輪胎: 2.2.1拍照 2.2.2讓輪胎著地受力 2.2.3用力矩扳手對角逆時針擰松車輪螺母力矩 2.2.4舉升車輛,讓輪胎離地約15cm 2.2.5拆卸輪胎螺母,將螺母放置至盒子里面,取下并擺好輪胎(不影響 后續操作的地方) 2.3制動器相關件檢查 2.3.1拍照(遠照、過度照、近照) 2.3.2清理制動盤及制動器灰塵 2.3.3檢查與制動器連接部位的,傳動軸防塵罩、橫拉桿球頭防塵罩
 灰鑄鐵剎車盤鑄造成型工藝的數值模擬
灰鑄鐵剎車盤鑄造成型工藝的數值模擬 灰鑄鐵剎車盤鑄造成型工藝的數值模擬
格式:pdf
大小:1.1MB
頁數:4P
在對早期失效剎車盤原始成型工藝和組織進行分析的基礎上,利用流體動力學軟件flow-3d對所設計的改進澆注系統進行充型缺陷和溫度場分布的數值模擬,并根據模擬結果分析了各澆注方案的優缺點,確定了該產品較合理的鑄造工藝方案。分析結果表明,采用單內澆道澆注系統時,金屬液流動平穩、飛濺少、溫度分布均勻,夾雜物缺陷主要集中在冒口及鑄件非工作表面,因此是較佳的工藝方案。
編輯推薦下載
飛機用粉末冶金剎車盤骨架鈦材改鋼材的研究 飛機用粉末冶金剎車盤骨架鈦材改鋼材的研究
格式:pdf
大小:640KB
頁數:6P
4.6
為了減少稀有戰略資源鈦合金在粉末冶金飛機剎車盤中的應用,降低剎車盤的制造成本,避免受國際進口渠道變化的影響,提出采用30crmnsia鋼材料替代鈦合金設計加工某進口飛機剎車盤骨架,對采用鋼材料后的剎車盤骨架進行結構再設計和方案分析,并采用地面慣性臺對鋼骨架進行模擬和結構扭矩試驗。通過設計、分析和試驗驗證認為,新的剎車盤結構設計,妥善解決了鈦材改鋼材后的增重問題,使新、老剎車盤總質量、總厚度以及使用和維修條件保持不變,且力學性能和耐熱性能完全滿足甚至超過原結構設計要求,也說明該飛機剎車盤骨架鈦材料改為鋼材料是安全可靠的,完全可行的。
潞城盛源鑄造廠年產500t鑄鐵剎車盤毛坯新建項目竣工環境
格式:pdf
大小:5.7MB
頁數:29P
4.4
潞城市盛源鑄造廠年產500t鑄鐵剎車盤毛坯 新建項目竣工環境保護驗收報告 潞城市盛源鑄造廠 2018年1月 目錄 一、前言....................................................................................................2 二、工程概況............................................................................................3 1、自然環境簡況......................................................................................3 2、項目生產設施建設情況.................
剎車盤工藝設計熱門文檔
汽車剎車片鋼背落料凹模結構及制造工藝設計 汽車剎車片鋼背落料凹模結構及制造工藝設計
格式:pdf
大小:465KB
頁數:3P
4.4
汽車剎車片是易損件,壽命一般在3×104~5×104km。提高剎車片模具的使用壽命,降低制造成本,是汽車剎車片制造企業面臨的一個重要課題。本文針對汽車剎車片鋼背落料凹模使用壽命低的問題,對模具的結構和制造工藝進行了改進。在模具結構方面,采用了預應力套圈結構,改善了模具的受力狀態;在制造工藝方面,改一次線切割工藝為兩次線切割工藝,同時降低了熱處理的硬度,提高了模具的抗沖擊性。這些措施使模具壽命由數千次提高到2×105次以上,取得了很好的效果。
制動盤鑄造工藝設計
格式:pdf
大小:2.5MB
頁數:23P
4.6
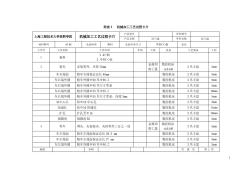
1.結合所學知識,查找相應資料,對所給零件或鑄件原鑄 造工藝進行分析(工藝圖設計,參數選取,砂芯設計, 冒口設計,模板設計等)談談你的體會,及對教材、課 堂教學的建議。 2.查資料,完成所指定鍛件的生產過程,鍛件圖設計、相 應的計算過程、下料、加熱、鍛造及熱處理工藝進行分 析。 3.結合汽車零件生產。闡述埋弧焊原理、工藝特點、質量 保證措施。 1.結合所學知識,查找相應資料,對所給零件或鑄件原鑄造 工藝進行分析(工藝圖設計,參數選取,砂芯設計,冒口設 計,模板設計等)。 1.1制動盤鑄造要求及現狀 一、生產技術狀況:制動盤種類繁多,特點是壁薄,盤片及中心處由砂芯 形成。不同種類制動盤,在盤徑、盤片厚度及兩片間隙尺寸上存在差異,盤轂的 厚度和高度也各不相同。單層盤片的制動盤結構比較簡單。鑄件重量多為 6-18kg。 二、技術要求:鑄件外輪廓全部加工,精加工后不得有任何縮松、

配電箱盤施工工藝設計標準
格式:pdf
大小:106KB
頁數:9P
4.8
.. word資料 目錄 1、適用圍????????????????????????1 2、施工準備????????????????????????1 3、操作工藝????????????????????????2 4、成品保護????????????????????????5 5、應注意的質量問題????????????????????5 .. word資料 配電箱安裝施工方案 本工程為陽信縣濱北新材料高層生活區6#、10#、11#住宅樓,地下2層.地上28 層,層高2.9米,結構類型為框架剪力墻結構。 1、適用圍 本標準適用于民用建筑電氣配電箱(盤)安裝工程。 2施工準備 .. word資料 2.1材料: 2.1.1配電箱(盤)應符合國家或部頒發的現行技術標準和設計要求, 并有產品出廠合格證、生產許可證、試驗紀錄、c

法蘭盤的加工工藝設計
格式:pdf
大小:544KB
頁數:27P
4.5
前言 本設計起源于裝配制造業法蘭盤工藝設計與數控技術,通過此次畢業設計, 可以初步掌握對中等復雜零件進行數控加工工藝規程的編制,學會查閱有關資 料,能合理編制數控加工過程卡片、數控加工工序卡片、數控加工刀具卡片、 數控編程等工藝文件,能合理的確定加工工序的定位與夾緊方案。能使用 autocad正確繪制機械零件的二維圖形,能通過使用軟件對零件進行三維圖的 繪制,可以提高結構設計能力及建模能力。編寫符合要求的設計說明書,并正 確繪制有關圖表。在畢業設計工作中,學會綜合運用多學科的理論知識與實際 操作技能,分析與解決設計任務書中的相關問題。在畢業設計中,綜合運用數 控加工刀具和數控工藝、工裝夾具的設計等專業知識來分析與解決畢業設計中 的相關問題。依據技術課題任務,進行資料的調研、收集、加工與整理和正 確使用工具書;掌握有關工程設計的程序、方法與技術規范;掌握實驗、測試 等科學研究的基本方法
剎車盤工藝設計精華文檔
法蘭盤的加工工藝設計
格式:pdf
大小:534KB
頁數:24P
4.6
前言 本設計起源于裝配制造業法蘭盤工藝設計與數控技術,通過此次畢業設計, 可以初步掌握對中等復雜零件進行數控加工工藝規程的編制,學會查閱有關資 料,能合理編制數控加工過程卡片、數控加工工序卡片、數控加工刀具卡片、 數控編程等工藝文件,能合理的確定加工工序的定位與夾緊方案。能使用 autocad正確繪制機械零件的二維圖形,能通過使用軟件對零件進行三維圖的 繪制,可以提高結構設計能力及建模能力。編寫符合要求的設計說明書,并正 確繪制有關圖表。在畢業設計工作中,學會綜合運用多學科的理論知識與實際 操作技能,分析與解決設計任務書中的相關問題。在畢業設計中,綜合運用數 控加工刀具和數控工藝、工裝夾具的設計等專業知識來分析與解決畢業設計中 的相關問題。依據技術課題任務,進行資料的調研、收集、加工與整理和正 確使用工具書;掌握有關工程設計的程序、方法與技術規范;掌握實驗、測試 等科學研究的基本
車盤辦消防安全網格化管理工作實施方案
格式:pdf
大小:35KB
頁數:6P
4.5
深化消防安全網格化管理工作 實施方案 為深入貫徹落實《運城市鹽湖區人民政府辦公室關于印 發的 通知》(運鹽政辦發[2012]79號)文件精神,深入推進消防 網格精細化管理,全面夯實我辦火災防控基礎,狠抓各項火 災防控措施的落實,全力確保消防安全形勢的穩定,特制定 如下實施方案: 一、指導思想 以科學發展觀為統領,以落實消防安全責任制為核心, 認真貫徹《國務院關于加強和改進消防工作的意見》,堅持 “重心、下移、關口前移”的工作方針,實行消防安全責任 制,不斷加強和創新社會消防管理,充分整合資源,實施群 防群治,全面推行消防安全網格化管理,不斷提升社會火災 防控水平,有效預防火災和減少火災危害,確保全辦消防安 全形勢平穩。 二、工作目標 建立消防安全網格化管理組織和工作機制,推動各村、 站所實現消防組織機構健全、消防專職人員明確、消
數控車零件工藝設計
格式:pdf
大小:1.3MB
頁數:33P
4.6
畢 業 設 計 題目:數控車零件工藝設計及程序編制 姓名:金鑫懿 學院:機電與軌道交通學院 專業:數控 班級:15數控(3+2)1班 學號:2015050627 指導教師:唐磊 2016年12月20日 -iii- 摘要:本次設計主要是對數控加工工藝進行分析與具體零件圖的加工,首先對數控加 工技術進行了簡單的介紹,然后根據零件圖進行數控加工分析。第一,根據本零件材 料的加工工序、切削用量以及其他相關因素選用刀具及刀柄和零件的輪廓特點確定需 要7把刀具分別為外圓粗車刀、外圓精車刀、外切槽刀、外螺紋刀、內鏜孔刀、內切 槽刀。第二,針對零件圖圖形進行編制程序,此零件為軸類零件,外輪廓由直線、圓 弧和螺紋組成,零件的里面要鏜出一個錐孔,在加工過程中,工件需要調頭鉆孔再鏜 孔,第三,早鉆孔對刀時要先回參考點,要以孔中心作為對
剎車片檢測標準
格式:pdf
大小:14KB
頁數:7P
4.5
gb5763-2008《汽車用制動器襯片》 gb/t17469-1998《汽車制動器襯片摩擦性能評價小樣臺架試驗方法》 gb/t5766-2006《摩擦材料洛氏硬度試驗方法》 jc/t472-92《汽車盤式制動塊總成和鼓式制動蹄總成剪切強度試驗方法》 jc/t527-93《摩擦材料燒矢量試驗方法》 jc/t528-93《摩擦材料丙酮可溶物試驗方法》 jc/t685-1998《摩擦材料密度試驗方法》 qc/t472-1999《汽車制動器襯片耐水、鹽水、油和制動液性能試驗方法》 qc/t473-1999《汽車制動器襯片材料內抗剪強度試驗方法》 qc/t583-1999《汽車制動器襯片顯氣孔率試驗方法》 qc/t42-1992《汽車盤式制動器摩擦塊試驗后表面和材料缺陷的評價》 三、制動器襯片行業國際標準體系: 國外制動、傳動襯片(塊)及總成標準主要有歐洲系列、美國系列、日本
剎車盤工藝設計最新文檔
一篇對剎車片工藝有幫助的論文
格式:pdf
大小:93KB
頁數:6P
4.5
一種新型無石棉汽車盤式制動襯片的研制 王亮魏興海張金喜李貴生 (中國科學院山西煤炭化學研究所山西太原030001) 摘要用縮合多環多核芳香烴結構的熱固性瀝青系copna樹脂為粘合劑短切瀝青炭纖維等混 雜纖維為增強劑研制桑2000型汽車盤式制動襯片在混料過程中克服了炭纖維的結團問題熱壓成型 的工藝參數為比壓25~30mpa成型溫度170~180成型時間1min/mm后處理升溫制度為110 140170200各恒溫1h230恒溫2h用上述工藝研制的產品試樣其性能完全符合 gb5763-1998標準,基本滿足德國大眾公司制定的pv3212標準要求經裝車路試司機認為該制動襯 片在剎車過程中舒適平穩在一般公路和都市路面上行駛平均使用壽命在3萬公里以上 關鍵詞瀝青樹脂瀝青炭纖維汽車盤式制動襯片工藝及性能 1
剎車片原材料和制作工藝
格式:pdf
大小:46KB
頁數:6P
4.6
一般分為粘結劑、增強纖維、摩擦性能調節劑、填料四大部份: 粘結劑:汽車摩擦材料中一般采用的是熱固化型粘結劑,具體應用的有酚醛樹脂(主要 組成酚醛樹脂一丁腈。質量標準q/hsy048—94,外觀淺黃色至淺棕色黏稠液體250℃ ≥7,剪切強度/mpa300℃≥4,室溫≥25320℃≥3,特點及用途適用于汽車等機械的 制動器、剎車片的粘接。施工工藝粘接面除油,打磨或噴砂后,用丙酮或乙酸乙酯擦凈, 涂兩遍膠,晾20min;80℃烘20~40min后合攏,160~170℃固化3h)、三聚氰胺樹脂、環 氧樹脂、硅樹脂、聚酰胺樹脂等。應用最廣泛的是酚醛樹脂及其改性樹脂。改性的目的是改 善樹脂的高溫性能。 增強纖維是摩擦材料也是主要的摩擦組元起增強基的作用,傳統材料用的是石棉等礦物 纖維,半金屬汽車摩擦材料中使用的是鋼纖維,同時加入少量銅纖維及其
汽車車架的焊接工藝設計
格式:pdf
大小:187KB
頁數:6P
4.7
汽車車架的焊接工藝制定 一:汽車車架的結構特點 汽車各總成都直接或間接地安裝在車架上,車架是承受載荷的基 礎件,它既承受汽車的靜載荷,還要承受汽車行駛中的動載 荷,因此車架是影響汽車使用壽命的關鍵總成之一。 目前,國內載貨汽車一般使用邊梁式焊接車架。北汽福田作為國 內輕型載貨汽車行業的主要生產企業之一,本文以其主導產 品——時代輕卡來介紹車架的結構特點。車架總成該車架由 兩根槽形縱梁和七根橫梁焊合而成的閉合式構架。為增加車架 的強度,縱梁內部焊接加強縱梁,車架總長約6500mm, 外寬760mm,車架上平面的平面度要求不得大于2m m,左右縱梁對角線長度最大偏差不超過3mm,板簧支架 對角線最大偏差不超過2mm。車架上的發動機支架、駕駛 室支架、板簧支架等焊接在相應的位置。焊接接頭共有幾百
車架車間工藝設計規劃 (2)
格式:pdf
大小:116KB
頁數:11P
4.7
. . 車架聯合廠房工藝規劃 本公司車架聯合廠房由三跨組成,每跨分別為一個獨立的生產車間,它們分 別是下料沖壓車間、車架鉚接車間、車架涂裝車間。它們的關系為:下料沖壓車 間(下料、生產縱梁、橫梁、支架)——車架鉚接車間(縱梁、橫梁、支架間的 鉚接和螺栓聯接)——車架涂裝車間(車架整體電泳涂裝)。 一、下料沖壓車間 1.車間任務 車間面積4500m2(=187.5m×24m) 下料沖壓車間承擔本公司系列卡車車型的車架縱梁、橫梁、支架等的沖壓件 制造,同時承擔鋼板存放、毛坯存放、縱橫梁等下料的生產任務,并對模具進行 存放和保養。 2.規劃設計原則 1)本次工藝設計在確保產品質量的前提下,采用了國內目前比較成熟的生產工 藝,相較傳統工藝有一定的先進性。設計中我們盡可能做到精確和細致,力爭在 設備投入、人員配置、工序連接、物流運轉等方面保持經濟和高效; 2)下料沖壓車
車架車間工藝設計規劃
格式:pdf
大小:116KB
頁數:11P
4.7
. . 車架聯合廠房工藝規劃 本公司車架聯合廠房由三跨組成,每跨分別為一個獨立的生產車間,它們分 別是下料沖壓車間、車架鉚接車間、車架涂裝車間。它們的關系為:下料沖壓車 間(下料、生產縱梁、橫梁、支架)——車架鉚接車間(縱梁、橫梁、支架間的 鉚接和螺栓聯接)——車架涂裝車間(車架整體電泳涂裝)。 一、下料沖壓車間 1.車間任務 車間面積4500m2(=187.5m×24m) 下料沖壓車間承擔本公司系列卡車車型的車架縱梁、橫梁、支架等的沖壓件 制造,同時承擔鋼板存放、毛坯存放、縱橫梁等下料的生產任務,并對模具進行 存放和保養。 2.規劃設計原則 1)本次工藝設計在確保產品質量的前提下,采用了國內目前比較成熟的生產工 藝,相較傳統工藝有一定的先進性。設計中我們盡可能做到精確和細致,力爭在 設備投入、人員配置、工序連接、物流運轉等方面保持經濟和高效; 2)下料沖壓車
剎車盤中A型石墨鑄鐵的生產工藝分析 剎車盤中A型石墨鑄鐵的生產工藝分析
格式:pdf
大小:256KB
頁數:未知
4.5
介紹了ht250材質剎車盤的成分特點及金相組織要求,詳細分析了在原材料控制、五大元素調整、實際熔煉操作、鑄件材質檢測等方面應注意的問題。技術、生產、材料、設備在最佳現場管理下運行,是生產出合格并滿足客戶要求產品的保證。
機車轉車盤毛石混凝土基礎的施工 機車轉車盤毛石混凝土基礎的施工
格式:pdf
大小:250KB
頁數:未知
4.5
在大型基礎混凝土結構中填充適量毛石可以節省水泥,提高結構強度。文章結合機車轉車盤基礎實例,介紹降低混凝土溫度和控制混凝土質量的技術措施
請為汽車設計剎車冷卻水箱 請為汽車設計剎車冷卻水箱
格式:pdf
大小:170KB
頁數:1P
4.6
編輯同志: 大中型汽車在山區公路上或長途行駛時,因為需要頻繁地使用剎車控制車速,從而導致剎車過熱甚至冒煙,如不采取停車、澆水等有效的冷卻措施,極易使制動器壽命縮短,嚴重的時候在行駛途中燒壞制動器,釀成車毀人亡的事故.
剎車盤工藝設計相關
文輯推薦
知識推薦
百科推薦


職位:工程資料員
擅長專業:土建 安裝 裝飾 市政 園林


