

水玻璃型殼熔模鑄造制殼工藝的環保化改進
格式:pdf
大小:133KB
頁數:4P
人氣 :98
 4.7
4.7
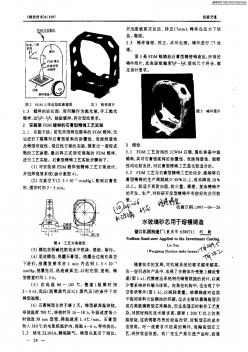
介紹了水玻璃型殼熔模鑄造制殼工藝的工藝流程,分析了NH_3濃度大的原因:采用NH4Cl做硬化劑產生了刺激性NH_3氣體;同時在制殼過程中風干時以及在制殼完畢后的停放風干這段時間里,因型殼內還有大量水分,所以也會不斷產生NH_3。通過合理選用加固層硬化材料,加強結晶AlCl_3·6H_2O硬化劑工藝參數的控制和檢測,調整加固層其他制殼參數,降低型殼厚度等措施,消除了近80%的NH_3味,改善了車間環境;同時在保證型殼強度的基礎上,減少了制殼層數,節省材料和人工費用,降低了生產成本。



水玻璃型殼熔模鑄造制殼工藝過程控制
格式:pdf
大小:113KB
頁數:1P
本文論述了熔模鑄造水玻璃型殼的質量控制要求及生產管理的要點。實踐證明,通過加強型殼工藝中關鍵過程控制和質量影響因素的綜合控制,使產品質量及成品率有了明顯的提高。

熔模鑄造水玻璃型殼Na2O行為的研究
格式:pdf
大小:1.6MB
頁數:6P
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
編輯推薦下載

水玻璃工藝制殼
格式:pdf
大小:69KB
頁數:5P
4.5
水玻璃工藝制殼 精密鑄造2009-09-1809:24:24閱讀66評論0字號:大中小 制殼 1范圍 本標準規定了制造型殼(以下簡稱制殼)的工藝要求、操作程序、注意事項和檢查項目。 本標準適用于水玻璃、石英砂、鋁礬土砂、高嶺石系列砂等材料的型殼制造。 2工藝要求 2.1室溫:15~32度,濕度40%~60%. 2.2工藝材料主要技術參數 2.2.1水玻璃涂料應符合標準cicba/b02.07。 2.2.2撤砂 2.2.2.1石英砂 sio2(%)fe2o3(%)含粉(泥)量(%)含水量(%)粒度 表面層加固層 >97≤0.2≤0.2≤0.370#(0.0212)20#(0.85) 2.2.2.2鋁礬土砂(適用于加固層) al2o3(%)sio2(%)fe2o3(%)含粉量(%)粒度 >80≤1.5≤0.3≤0.320#

水玻璃型殼
格式:pdf
大小:261KB
頁數:34P
4.7
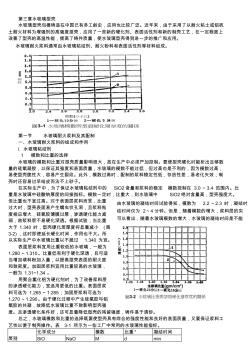
第三章水玻璃型殼 水玻璃型殼包模鑄造在中國已有多工齡史,應用也比較廣泛。近年來,由于采用了以耐火粘土或鋁礬 土耐火材料為增強劑的高強度型殼,應用了一些新的硬化劑、表面活性劑和新的制殼工藝,在一定程度上 改善了型殼的高溫性能,提高了鑄件質量,使水玻璃型殼得到進一步的推廣和應用。 第一節水玻璃耐火漿料及其配制 一、水玻璃耐火漿料的組成和作用 l.水玻璃粘結劑 1模數和比重的選擇 水玻璃的模數和比重對型殼質量影響很大,故在生產中必須嚴加控制。要使型殼硬化時能析出足夠數 量的硅氧凝膠,以保證其強度和表面質量,水玻璃的模數不能過低,但過高也是不利的,因為模數過高, 易使型殼脆性大,容易產生裂紋。此外,模數過高時,配制的漿料穩定性低,存放性差,易老化失效,制 殼時還容易過早結皮而沾不上砂子。 在實際生產中,為了保證水玻璃粘結劑中的sio2含量和漿料的穩定模數控制在3.0~3.4范圍
水玻璃型殼熔模鑄造制殼工藝的環保化改進熱門文檔

熔模鑄造水玻璃工藝
格式:pdf
大小:268KB
頁數:50P
4.6
技術管理文件 水玻璃鑄造工藝守則 文件編號:rmzz/qg-js-01 版本:a 修改狀態:o 受控狀態: 編制:日期:2004-3-1 蠟料制備 1.工藝要求: 1.1蠟液溫度:70-90℃,嚴禁超過90℃。 1.2稀蠟溫度:65-80℃。 1.3蠟膏保溫缸水溫:48-50℃。 1.4蠟膏應攪拌均勻呈糊狀,溫度控制在45-48℃,其中不允許有顆 粒狀蠟料。 1.5蠟料配方 蠟料種類 材料名稱 重量配比 12345 石蠟5025105 硬脂酸50251055 回收蠟50809095 1.5.1正常生產采用3、4兩種配方,配方5用于壓制澆口棒。 1.5.2在生產過程中必須根據蠟模質量分析結果,適量增加或減少硬 脂酸量,冬季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1啟動設備,檢查運轉是否正常,是否漏水、
 硅溶膠-水玻璃復合制殼工藝實踐
硅溶膠-水玻璃復合制殼工藝實踐 硅溶膠-水玻璃復合制殼工藝實踐
格式:pdf
大小:344KB
頁數:3P
4.7
近年來,國內發展了不少以硅溶膠為粘結劑,以鋯英、鋁硅系列耐火材料制殼,以不銹鋼為主要鋼種的精鑄企業。該工藝穩定性好,能生產出表面光潔、尺寸精度較高的不銹鋼及其他合金鋼精密鑄件,但由于該工藝的一次性投資和生產成本較高,且工藝流程長,不適應生產較大鑄件的局限性,因此,許多企業在摸索一個質量、重量與成本能兼顧的方法,
水玻璃型殼熔模鑄造制殼工藝的環保化改進精華文檔
水玻璃砂芯用于熔模鑄造
格式:pdf
大小:1.3MB
頁數:3P
4.7
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
水玻璃熔模鑄造缺陷控制
格式:pdf
大小:14KB
頁數:2P
4.5
榮模鑄造缺陷控制 砂眼、夾渣、氣孔、縮孔和夾雜物缺陷對策 目前b10089方板出現砂眼、夾渣、氣孔、縮孔和夾雜物缺陷比較多,針對 以上缺陷采取如下對策: 一、蠟型組合時排氣條一定要按工藝卡要求焊接,在制殼過程中要保證排 氣條的完好。排氣條的作用主要是澆注時排氣,同時也便于脫蠟時蠟液及皂化 物的排出。排氣條組焊不允許有縫,以免產生砂眼或夾雜物缺陷。此項蠟型車 間要全檢。質檢部要有專人進行抽檢確認(不良率不得超過3%)。 二、脫蠟時必須要把蠟液及皂化物倒凈并用不低于80℃的熱水沖洗干凈, 以免澆注后形成密集型夾雜物缺陷。此項制殼車間要全數自檢,熔煉澆注車間 以抽檢的方式進行互檢。 三、熔煉澆注工序: 1、裝殼時清理澆口杯邊沿浮砂,澆口杯必須朝下或朝向背對燃燒室的方向, 盡量避免粉塵等異物進入型腔,以免產生砂眼和夾雜物缺陷; 2、模殼焙燒必須充分,杜絕涼殼澆注以免出現氣孔和表面質量欠佳;

水玻璃工藝制殼(20200924102951)
格式:pdf
大小:69KB
頁數:5P
4.6
水玻璃工藝制殼 精密鑄造2009-09-1809:24:24閱讀66評論0字號:大中小 制殼 1范圍 本標準規定了制造型殼(以下簡稱制殼)的工藝要求、操作程序、注意事項和檢查項目。 本標準適用于水玻璃、石英砂、鋁礬土砂、高嶺石系列砂等材料的型殼制造。 2工藝要求 2.1室溫:15~32度,濕度40%~60%. 2.2工藝材料主要技術參數 2.2.1水玻璃涂料應符合標準cicba/b02.07。 2.2.2撤砂 2.2.2.1石英砂 sio2(%)fe2o3(%)含粉(泥)量(%)含水量(%)粒度 表面層加固層 >97≤0.2≤0.2≤0.370#(0.0212)20#(0.85) 2.2.2.2鋁礬土砂(適用于加固層) al2o3(%)sio2(%)fe2o3(%)含粉量(%)粒度 >80≤1.5≤0.3≤0.320#
水玻璃型殼熔模鑄造制殼工藝的環保化改進最新文檔

熔模鑄造水玻璃面層涂料的配制與管理
格式:pdf
大小:1.2MB
頁數:10P
4.8
涂料是型殼的重要組成部分。面層涂料的質量直接影響型殼的面層質量、透氣性,以及鑄件的表面質量。由于涂料中硅膠的自發凝聚,粉料的重力下沉,水分的蒸發,以及加入活性劑等因素,使涂料成為一種不均勻、不穩定的多成份體系,其中任何一項發生變化都會直接影響到涂料的質量。文中敘述了對影響面層涂料質量的各種因素,進行了大量的實驗;指出了影響面層涂料質量的三項關鍵因素:配比、溫度和粘度,并提出了在生產中檢測面層涂料質量的方法,以及配制面層涂料的有效方法及管理途徑。
水玻璃鑄造工藝
格式:pdf
大小:235KB
頁數:31P
4.5
水玻璃鑄造工藝 文件編號:hr-01 版本:a 修改狀態:o 受控狀態: 編制:王軍日期:2012-3-1 蠟料制備 1.工藝要求: 1.1蠟液溫度:70-90℃,嚴禁超過90℃。 1.2稀蠟溫度:65-80℃。 1.3蠟膏保溫缸水溫:48-50℃。 1.4蠟膏應攪拌均勻呈糊狀,溫度控制在45-48℃,其中不允許有顆粒狀蠟料。 1.5蠟料配方 蠟料種類 材料名稱 重量配比 12345 石蠟5025105 硬脂酸50251055 回收蠟50809095 1.5.1正常生產采用3、4兩種配方,配方5用于壓制澆口棒。 1.5.2在生產過程中必須根據蠟模質量分析結果,適量增加或減少硬脂酸量,冬 季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1啟動設備,檢查運轉是否正常,是否漏水、漏氣、漏蠟
水玻璃型殼(20200924104414)
格式:pdf
大小:261KB
頁數:34P
4.7
第三章水玻璃型殼 水玻璃型殼包模鑄造在中國已有多工齡史,應用也比較廣泛。近年來,由于采用了以耐火粘土或鋁礬 土耐火材料為增強劑的高強度型殼,應用了一些新的硬化劑、表面活性劑和新的制殼工藝,在一定程度上 改善了型殼的高溫性能,提高了鑄件質量,使水玻璃型殼得到進一步的推廣和應用。 第一節水玻璃耐火漿料及其配制 一、水玻璃耐火漿料的組成和作用 l.水玻璃粘結劑 1模數和比重的選擇 水玻璃的模數和比重對型殼質量影響很大,故在生產中必須嚴加控制。要使型殼硬化時能析出足夠數 量的硅氧凝膠,以保證其強度和表面質量,水玻璃的模數不能過低,但過高也是不利的,因為模數過高, 易使型殼脆性大,容易產生裂紋。此外,模數過高時,配制的漿料穩定性低,存放性差,易老化失效,制 殼時還容易過早結皮而沾不上砂子。 在實際生產中,為了保證水玻璃粘結劑中的sio2含量和漿料的穩定模數控制在3.0~3.4范圍
環保節能U型玻璃
格式:pdf
大小:79KB
頁數:6P
4.5
環保節能u型玻璃 摘要 u型玻璃亦稱槽形玻璃,是一種新型建筑節能墻體型材玻璃,.它由碎玻璃和石英 砂等原料制成因截面呈u型,使之比普通平板玻璃具有采光性好、隔熱保溫、隔音防噪、 機械強度高、防老化、耐光照等特點。造型為條幅型,具有挺拔、清秀、線條流暢的時代氣 息,并有獨特的裝飾效果。而且安裝方便,綜合造價低,能節省大量金屬材料、以及施工簡 便等優點,適用于建筑的內外墻、隔斷、屋面及窗等. 關鍵字u型玻璃;建筑材料;節能環保 引言 玻璃科學與生產技術經過幾個世紀的研究,已經日臻完美,但是玻璃應用技 術的研究,特別是玻璃在建筑領域中的應用研究卻相對滯后。不同種類的玻璃都 具有其特殊的性質,會在一定程度上影響到建筑能耗,特別是空調能耗的大小, 一般建筑用玻璃為平板構型,給人帶來的審美和節能價值也接近窮盡,而u型玻 璃作為一種新型的建筑材料帶來了全新的經濟和藝術
精密鑄造水玻璃人造石墨砂制殼工藝 精密鑄造水玻璃人造石墨砂制殼工藝
格式:pdf
大小:53KB
頁數:2P
4.5
隨著精密鑄造技術的不斷發展,目前我國對于精密制殼的要求也是愈來愈高,傳統的水玻璃型殼雖然制作成本較低,但是該類型殼的強度得不到保證,同時由于水玻璃人造型殼大多還使用手工生產技術,因而制殼質量不均勻,這些都限制了水玻璃型殼的發展。近年來隨著新材料技術的不斷發展,將新型材料運用到水玻璃制殼過程中可以有效緩解此類問題,人造石墨砂便是其中之一,其在水玻璃制殼中的應用也取得了一定的成果。
藝術鑄造硅溶膠水玻璃復合制殼工藝 藝術鑄造硅溶膠水玻璃復合制殼工藝
格式:pdf
大小:152KB
頁數:2P
4.4
采用硅溶膠或水玻璃制殼是一種精密鑄造工藝,在藝術鑄造行領域用獲得了廣泛的應用。在生產實踐中,這兩種制殼工藝可以確保藝術鑄件的表面質量,提高藝術鑄件的成品率,有效降低生產成本。結合多年的制殼工藝實踐,簡要介紹了藝術鑄造中采用硅溶膠和水玻璃復合制殼的工藝方法。
精密鑄造水玻璃人造石墨砂制殼工藝 精密鑄造水玻璃人造石墨砂制殼工藝
格式:pdf
大小:181KB
頁數:2P
4.6
隨著精密鑄造技術的不斷發展,目前我國對于精密制殼的要求也是愈來愈高,傳統的水玻璃型殼雖然制作成本較低,但是該類型殼的強度得不到保證,同時由于水玻璃人造型殼大多還使用手工生產技術,因而制殼質量不均勻,這些都限制了水玻璃型殼的發展。近年來隨著新材料技術的不斷發展,將新型材料運用到水玻璃制殼過程中可以有效緩解此類問題,人造石墨砂便是其中之一,其在水玻璃制殼中的應用也取得了一定的成果。

硅溶膠_水玻璃砂復合型殼工藝的研究
格式:pdf
大小:37KB
頁數:2P
4.5
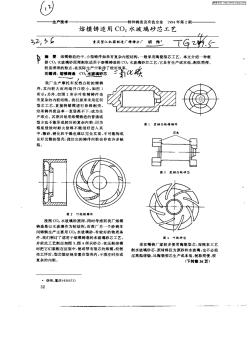
硅溶膠)))水玻璃砂復合型殼工藝的研究 崔海茹 (張家港市飛浪泵閥有限公司,江蘇張家港215600) 摘要:研究不銹鋼中、小鑄件的硅溶膠)))水玻璃砂復合型殼工藝,分析第1層、第2層及第3層過渡層的涂料配比及性能控 制,確定在試驗條件下工藝參數的最佳值,其產品與硅溶膠型殼同等品質的鑄件相同。 關鍵詞:硅溶膠)))水玻璃砂;復合型殼;工藝參數 中圖分類號:tg249.5文獻標識碼:a文章編號:1000-8365(2003)02-0141-02 studyontechniqueofmultiplelamellausingcolloidalsilicaandsodiumsilicatebondedsand cuihairu (zhangjiagangfeilang
水玻璃型殼熔模鑄造制殼工藝的環保化改進相關
文輯推薦
知識推薦
百科推薦


職位:工程勞務員(預算員)
擅長專業:土建 安裝 裝飾 市政 園林


