

對于熱熔連接和電熔連接你了解多少
格式:pdf
大小:42KB
頁數:7P
人氣 :71
 4.7
4.7
對于熱熔連接和電熔連接你了解多少 How much do you know about hot melt connection and fused connection 電熔銜接(適用管徑 dn630mm):將 PE管材完整插入電熔管件內; 將專用電熔機兩導線分別接通電熔管件正負兩級; 接通電源加熱電熱 絲使內部接觸處 FE熔融;冷卻終了;施工終了后需經試壓驗收合格 后,方可封管投入運用。法蘭銜接,鋼塑銜接,鞍型對接裝置,這對 處理主管道分流特別有效。 Fused cohesion (suitable diameter dn630mm) : insert the PE pipe full fused fittings; Will special fused machine respectively connected the two wires fused fittings of



熱熔連接、電熔連接操作規程
格式:pdf
大小:8KB
頁數:4P
熱熔對接連接操作規程 1、目的 為規范熱熔連接操作程序,提高pe管道連接的可靠性,保證焊接質量,特制 定本規程。 2、焊接準備 焊接準備是焊接前必須進行的步驟,操作人員必須予以充分的重視。 2.1設備應置于平整、干燥、并有足夠操作空間的場地,否則,應采取相應的 措施。 2.2檢查整個機具各個部位的緊固件有無脫落或松動,并予以必要處理。 2.3檢查整機電器線路有無損壞,并予以必要處理。 2.4檢查液壓箱內液壓油是否充足。 2.5確認電源與機具輸入要求相匹配。 2.6將與管材規格一致的卡瓦裝入機架。 2.7準備足夠的支撐物,以保證待焊接管材可與機架中心線處于同一高度,并 能方便移動。 2.8將焊機各部件按照要求插裝連接好并檢查無誤。 2.9設定加熱板溫度至220±10℃。 2.10接通焊機電源,打開加熱板、銑刀和油泵開關并試運行,檢查各自工作是
PE管材的熱熔連接與電熔連接技術
格式:pdf
大小:23KB
頁數:2P
山東亞馬遜塑業有限公司 pe管材的熱熔連接與電熔連接技術 聚乙烯管道系統的熱熔連接方式有熱熔對接(包括鞍形連接) 和熱熔承插連接。 熱熔連接 熱熔承插連接適合于直徑比較小的pe管材管件(一般直徑在 dn63毫米以下),因為直徑小的管材管件管壁較薄,截面較小,采 用對接不易保證質量。熱熔對接適合于直徑比較大的pe管材管件, 比承插連接用料省,易制造,并且因為在熔接前切去氧化表面層, 熔接壓力可以控制,質量較易保證。從發展動向看,采用熱熔對接 是主流。 試驗證明采用不同牌號的聚乙烯管材專用料(符合標{hottag} 準的,熔體流動速率mfr相差不大的)制造的管材管件之間是可以 熱熔連接的。但因為國內生產的pe管材管件常常采用的材料并不是 完全符合標準的管材專用料,所以在需要用不同管材品牌和批號的 pe管材管件熱熔連接時,建議要先經過試驗和檢測。 pe管道系統的熱熔連接的工藝和設備(工
編輯推薦下載
熱熔連接和電熔連接的比較(20201029175805)
格式:pdf
大小:14KB
頁數:2P
4.6
熱熔連接和電熔連接的比較 名稱要求 熱熔對接 ①專用的熱熔對接工具。 ②一般適用于dn>90mm管。 ③適用與同種牌號、材質的管材與管材,管材與管件連接, 性能相似,不同牌號,材質的管材與管材,管材與管件連 接,需試驗驗證。 ④易受環境,人為因素影響。 ⑤不得使用明火。 ⑥在寒冷氣候(-5℃以下)和大風環境下進行連接操作時, 應采取保護措施,或調整連接工藝。 電熱熔連接 ①專用的電熔連接工具。 ②適用于所有規格尺寸管。 ③適用于同種牌號,材質的管材與管材,管材與管件連接, 適用于不同牌號,材質的管材與管材,管材與管件連接(如: 中、高密度,不同熔流指數)。 ④不易受環境,人為因素影響。 ⑤不得使用明火。 ⑥在寒冷氣候(-5℃以下)和大風環境下進行連接操作時, 應采取保護措施,或調整連接工藝。 ⑦設備投資低,維修費用低。 ⑧連接操作簡單易掌握。 全面
聚乙烯管熱熔連接與電熔連接施工方案
格式:pdf
大小:1.3MB
頁數:7P
4.5
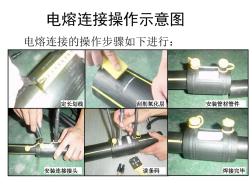
聚乙烯管熱熔連接與電熔連接施工方案 聚乙烯管熱熔連接與電熔連接施工方案 本工程聚乙烯燃氣管管徑d?110采用電熔連接;d,110采用電熔連接或熱熔連 接。 施工工藝流程 熱熔連接 斷管清理插接 冷卻調直熱熔連接 電熔連接 安全生產、應急救援 項目總工領導小組 安個機安臨安安文項目副經理全水全人械全全明防臨防勞設培巡施護電護保 備熱熔施工方法及步驟訓視工設設用用維熱熔器連接步驟:教檢管施施品品護搭 搭育查理序號安裝步驟安裝說明施工技術部安全環境管理部材料設備管理部發 發保建建放放養1切管用專用切割器切割管件; 2清潔用抹布擦拭管子與管件連接面,保證清潔,無油漬;3標記用尺子和 記號筆在管端測量并標出熱熔深度; 安4更換熱熔頭給熱熔器換上相應規格熱熔頭;全 5預熱接通電源,待工作指示燈亮后,方可開始工作;技 術 交加熱時,無旋
熱熔連接和電熔連接熱門文檔
熱熔連接
格式:pdf
大小:57KB
頁數:11P
4.5
熱熔連接 熱熔連接技術適用于聚烯烴類熱塑性塑料管道系統的連接。熱熔連接是一個物理過程: 加熱到一定時間后,將材料原來緊密排列的分子鏈融化,然后在穩定的壓力作用下將兩個部 件連接并固定,在熔合區建立接縫壓力。由于接縫壓力的作用,熔化的分鏈隨材料冷卻,溫 度下降并重新連接,使兩個部件閉合成一個整體。因此,溫度、加熱時間和接縫壓力是熱熔 連接的三個重要因素。 興榮pp-r管道推薦采用熱熔承插方式連接。 對于管道外徑小于63mm的管材,采用手持式熔接器進行連接;對于外徑大于63mm 的管材,則采用大功率熔接器進行連接。 熱熔連接時間及熔接深度 pp-r管材熱熔承插連接的深度及加熱、冷卻時間規定如下: 熱熔連接工藝參數管材外徑熔接深度加熱時間連接時間冷卻時間 毫米毫米秒秒分 2014.0542 251
HDPE管電熔連接
格式:pdf
大小:330KB
頁數:8P
4.3
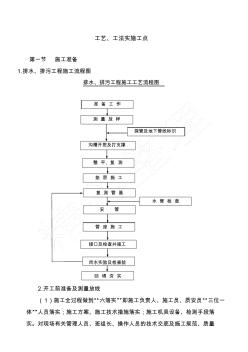
工藝、工法實施工點 第一節施工準備 1.排水、排污工程施工流程圖 排水、排污工程施工工藝流程圖 2.開工前準備及測量放線 (1)施工全過程做到“六落實”即施工負責人、施工員、質安員“三位一 體”人員落實;施工方案、施工技術措施落實;施工機具設備、檢測手段落 實。對現場有關管理人員、班組長、操作人員的技術交底及施工規范、質量 準備工作 測量放樣 探管及地下管線標識 溝槽開挖及打支撐 整平、復測 墊層施工 復測管基 水管檢查 安管 管座施工 接口及檢查井施工 閉水實驗及檢查驗 回填夯實 驗收標準交底落實,各級人員的崗位職責落實,安全質量獎懲制度落實。 (2)在開工之前,我們將查明施工區域內原有地下管線的埋設情況, 并以書面報告的形式提出具體的解決辦法,報請監理工程師批準后方可開 工。 (3)施測前測量人員先校核施工圖紙,按圖紙確定排水工程的位置
PE管電熔連接原則
格式:pdf
大小:13KB
頁數:1P
4.5
pe管電熔連接原則 pe管是以聚乙烯為主要原料,加入抗氧化劑、炭黑及著色料等制造 而成.其特點是密度小、比強度高,耐低溫性能和韌性好,脆化溫度可達 -80℃. pe管塑料可以采用多種方法加工成型,制成薄膜、薄板、管材、異 型材等各種產品;并且便于切割、粘結和“焊接”加工.塑料易于著色, 可制成各種鮮艷的顏色;也可以進行印刷、電鍍、印花和壓花等加工, 使得塑料具有豐富的裝飾效果. 大多數塑料對酸、堿、鹽等的耐腐蝕性比金屬材料和部分無機材料 強,特別適合做化工廠的門窗、地面、墻壁等;熱塑性塑料可被某些有 機溶劑所溶解,熱固性塑料則不能被溶解,僅可能出現一定的溶脹.塑 料對環境水也有很好的抵抗腐蝕能力,吸水率較低,可廣泛用于防水和 防潮工程. 由于其具有優良的低溫性能和韌性,能抵抗車輛和機械振動、凍融作用 及操作

pe管熱熔連接要點
格式:pdf
大小:9KB
頁數:1P
4.4
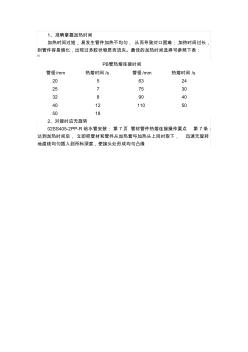
1、準確掌握加熱時間 加熱時間過短,易發生管件加熱不均勻,從而導致對口困難;加熱時間過長, 則管件容易熔化,出現過多膠狀物質而流失。最佳的加熱時間選擇可參照下表: [1] pb管熱熔連接時間 管徑/mm熱熔時間/s管徑/mm熱熔時間/s 2056324 2577530 3289040 401211050 5018 2、對接時應無旋轉 02ss405-2pp-r給水管安裝:第7頁管材管件熱熔連接操作要點第7條: 達到加熱時間后,立即把管材和管件從加熱套與加熱頭上同時取下,迅速無旋轉 地直線均勻插入到所標深度,使接頭處形成均勻凸緣
熱熔連接和電熔連接精華文檔
PPR熱熔連接標準
格式:pdf
大小:10KB
頁數:6P
4.7
1/6 首先要注意熔接部位的清潔,不可以有雜物或水跡;另外,插入方向要 正,并且是慢慢插入。 熔接時間的長短一般是安裝工根據經驗控制,跟兩個因素有關: 1、"管材及配件的規格,規格越大,熔接時間越長; 2、"環境溫度,冬季時間長,夏季時間短。 以20度溫度為例(熔接器溫度260), 大概時間是如下: 分別是 規格/加熱時間/插入時間/冷卻時間20/5s/4s/2s 25/7s/4s/2s 32/8s/6s/4s 40/12s/6s/4s 50/18s/6s/4s 63/24s/8s/6s 5/30s/8s/6s 90/40s/8s/6s 110/50s/10s/8s 塑料管道的熔接連接 熔接適用于pe(聚乙烯)管、ppr(聚丙烯)管的連接,按接口形式和加 熱方式可分為: 1、電熔連接: 2/6 電熔承插連接、電
PE-RT系列大孔徑管材承插熱熔連接與電熔連接的安裝成本對比
格式:pdf
大小:1.9MB
頁數:4P
4.7
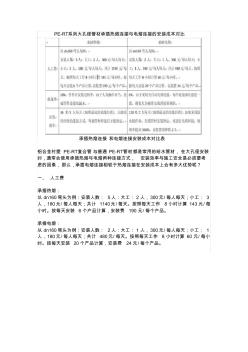
pe-rt系列大孔徑管材承插熱熔連接與電熔連接的安裝成本對比 承插熱熔連接和電熔連接安裝成本對比表 鋁合金襯塑pe-rt復合管與普通pe-rt管材都是常用的給水管材,在大孔徑安裝 時,通常會使用承插熱熔與電熔兩種連接方式,安裝效率與施工安全是必須要考 慮的因素,那么,承插電熔連接相較于熱熔連接在安裝成本上會有多大優勢呢? 一、人工費 承插熱熔: 以dn160彎頭為例:安裝人數:5人:大工:2人,300元/每人每天;小工:3 人,180元/每人每天;共計1140元/每天。按照每天工作8小時計算143元/每 小時。按每天安裝6個產品計算,安裝費190元/每個產品。 承插電熔: 以dn160彎頭為例:安裝人數:2人:大工:1人,300元/每人每天;小工:1 人,180元/每人每天;共計480元/每天。按照每天工作8小時計算60元/每小 時。按每天安裝
PE燃氣管電熔連接規定
格式:pdf
大小:20KB
頁數:2P
4.4
山東亞馬遜塑業有限公司 pe燃氣管電熔連接規定 燃氣管顧名思義就是用來運輸燃氣的一種管道,這種管道在很多 行業中均有應用,而且性價比高,性能優越.其中pe燃氣管是燃氣管 中比較受寵的一種管道,應用范圍非常的廣泛,燃氣管在國內占據著 巨大的市場,那么這種燃氣管到底具有哪些顯著的特點呢?為什么會 受到大家的喜歡呢? 1、pe燃氣管具有良好的衛生性能,也就是說這種pe燃氣管具有 極強的穩定性,而且材質沒有獨行,不會結垢,也不易滋生細菌. 2、pe燃氣管的抗腐蝕性較強,除了少數的強氧化劑之外,還具有 耐多種化學侵蝕的性能. 3、pe燃氣管具有很長的使用壽命,所以應用范圍廣,而且成本也 較低,深得消費者的喜愛和支持. 4、pe燃氣管的耐沖擊性也較強,耐沖擊強度較高,而且重物能夠 直接壓過管道. 5、pe燃
PE給水管之電熔連接技術
格式:pdf
大小:304KB
頁數:2P
4.8
pe給水管之電熔連接技術 聚乙烯(pe)給水管施工作為一項新型的施工技術,其連接方法在實際施工中不斷總結和提高,已取得了良好的效果。電熔連接是將電熔 管件套在管材、管件上,通過電熔焊機將預進士在電熔管件內表面的電阻絲通電加熱,便產生的熱能加熱、熔化電熔管件的內表面和與之 承插的管材外表面,使之融為一體,達到連接的目的。電熔連接可用于與不同類型和不同熔體流動速率的聚乙烯管材或插口管件連接。電 熔連接分為電熔承插連接和電熔鞍型連接。 1、準備工作: 對接管段均應材質一致,同時應盡量采用同一廠配套材料;對接管段外徑、壁厚應一致,誤差在許可范圍內;待焊管材和管件的內外表面 應光滑平整,無異狀;對接管段均應具有與焊機匹配的良好的加工與焊接性能。在寒冷氣候、大風環境下焊接時,應采取保護措施;需焊 接的表面,臨焊接前必須刮除氧化皮、潔凈;電熔管件不用時不拆包裝,嚴格按焊機說明書和管件條碼規定的時間值

HDPE管電熔連接施工方案
格式:pdf
大小:1.6MB
頁數:8P
4.4
共享知識分享快樂 頁眉內容 共享知識分享快樂 頁眉內容 共享知識分享快樂 頁眉內容 共享知識分享快樂 頁眉內容 共享知識分享快樂 頁眉內容 共享知識分享快樂 頁眉內容 共享知識分享快樂 頁眉內容 共享知識分享快樂 頁眉內容
熱熔連接和電熔連接最新文檔

電熔連接操作規范
格式:pdf
大小:626KB
頁數:3P
4.7
共享知識分享快樂 aaaaaaaa 電熔連接操作規范 一、電熔焊機 (1)、電熔焊機 1.中財電熔焊機2.北方電氣電熔焊機 圖1部分電熔焊機外觀圖 (2)、輔助機具 在聚乙烯管道系統的施工過程中,一般還用到平板刮刀、旋轉刮刀、旋轉切刀、記號筆、平板尺、輥 輪支架、鞍形三通鑰匙、固定夾具、夾扁工具等配套工具,這些配套工具的使用保證了pe管道的施工質 量。 1、平板刮刀2、旋轉切刀3、輥輪支架 圖2施工輔助機具 (1)、平板刮刀(如圖2):一般用于刮除管材(管件)外表面的氧化層。 (2)、旋轉切刀(如圖2):用于快速切斷管材。 (3)、輥輪支架(如圖2):用于支撐移動管材,減少拖動阻力,減少管材表面的劃傷。 二、操作過程 1.基本要求 電熔管件應保護好包裝,直到使用時方可拿出。在開始焊接前,管

電熔連接操作規范精編版
格式:pdf
大小:672KB
頁數:3P
4.6
???????????????????????最新資料推薦??????????????????? 1 電熔連接操作規范 一、電熔焊機 (1)、電熔焊機 1.中財電熔焊機2.北方電氣電熔焊機 圖1部分電熔焊機外觀圖 (2)、輔助機具 在聚乙烯管道系統的施工過程中,一般還用到平板刮刀、旋轉刮刀、旋轉切刀、記號筆、平板尺、輥 輪支架、鞍形三通鑰匙、固定夾具、夾扁工具等配套工具,這些配套工具的使用保證了pe管道的施工質 量。 1、平板刮刀2、旋轉切刀3、輥輪支架 圖2施工輔助機具 (1)、平板刮刀(如圖2):一般用于刮除管材(管件)外表面的氧化層。 (2)、旋轉切刀(如圖2):用于快速切斷管材。 (3)、輥輪支架(如圖2):用于支撐移動管材,減少拖動阻力,減少管材表面的劃傷。 二、操作過程 1.基本

管材熱熔連接操作步驟
格式:pdf
大小:622KB
頁數:3P
4.7
pe-rt熱熔連接操作步驟 1、焊接溫度設定:ⅰ型pe-rt設定240±5℃,ⅱ型pe-rt設定為 260℃±5℃的范圍內。溫度過高,容易造成過焊,管材通徑變小,影 響使用;溫度過低,容易造成虛焊,打壓滲水。 2、剪管:用偉星公司提供的專用剪管刀切斷pp-r管材,切面應平齊 垂直于管材軸線(整個根管材建議兩端各剪去4-5cm)。 3、標記:熱熔前必須用尺子在管材的熔合面畫對應管徑的插入深度 做標記(注:不得用油筆)該標記應在加熱時和連接后仍可隱約可見。 4、熱熔加熱:將清潔過的管材和管件同時插入加熱器的焊頭上,不 要旋轉,在要求的加熱時間管材和管件插入到位(具體參考附錄表)。 5、熱熔承插:管材和管件從加熱器上取下后,應在3秒之內完成承 插,不可移動和轉動。 6、冷卻把持:在把持時間內管件與管材不得發生轉動,冷卻時間未 完之前不得進行下一步的組裝工作。 ⅰ型pe-

PE管施工方案熱熔連接法
格式:pdf
大小:14KB
頁數:9P
4.4
四、pe管施工方案 1、概述 pe給水管作為一種新型管材,具有耐腐蝕、無毒性、內壁光滑阻力 小、抗老化使用壽命長(50年)、重量輕(密度只有鋼管的1/8)、安 裝勞動強度低、施工費用少、抗震性能強、材質柔韌性好等特點。而 hdpe管高密度通常情況下,pe管要求埋地敷設,覆土深度大于0.7m ,若確需局部地面敷設時,須使用抗紫外線的黑色pe管并采取保護 措施。 2、材料的進場和檢驗 為保證工程質量,每批材料進場前都要求施工單位填報進 場申報表,監理根據規范(gb50242--2002)對進場材料的品種、規 格、外觀等進行驗收,包裝應完好,表面無劃痕及外力沖擊破 損,整根管的外觀應光滑,無色澤不均現象,檢查管道的壁厚和圓 度。查驗生產廠商出具的產品合格證、質量驗收報告及政府主管部門 頒發的使用許可證等質量證明文件符合要求后予以簽認。材料進場 后,按
PE管道熱熔連接操作規程
格式:pdf
大小:32KB
頁數:3P
4.6
v1.0可編輯可修改 1 pe管道熱熔連接操作規程 1、目的 為規范熱熔連接操作程序,提高管道操作的可靠性,保證焊接質量,特指定本規程。 2、焊接準備 焊接準備是焊接前必須進行的步驟,操作人員必須予以充分的重視。 設備應置于平整、干燥、并有足夠操作空間的場地,否則,應采取相應的措施。 檢查整個機具各個部位的緊固件有無脫落或松動,并予以必要的處理。 檢查整機電器線路有無損壞,并予以必要的處理。 檢查液壓箱內液壓油是否充足。 確認電源與機具輸入要求是否匹配。 將與規格一致的卡瓦裝入機架。 準備足夠的支撐物,以保證待焊接管材可與機架中心線處于同一高度,并能方便移 動。 將焊機各部件按照要求插裝連接好并檢查無誤。 設定加熱板溫度在200~220℃。 接通焊機電源,打開加熱板、銑刀和油泵開關并試運行,檢查各自工作是否正常。 3、焊接 在焊接過程中,操作人員一般應參照焊接工藝卡各項參數進行操作。
PPR管熱熔連接操作要點
格式:pdf
大小:11KB
頁數:1P
4.7
ppr管熱熔連接操作要點 1、在安裝ppr水管之前,首先應該嚴格的檢查水管的內外壁是 否存在有裂口、凹陷、氣泡等問題,其次是材料的好壞直接影響水管 的質量以及后期的隱患。 2、用卷尺量出水管所需要的管材的長度,在用專用的剪刀或者 是切割器切管材,管材的切口應該平整,沒有飛邊,切完之后要記得 去掉管材的毛刺。 3、熱熔的時候要把水管的端頭導語加熱的模頭套里面,放入到 適當的深度,同時吧管件推到在加熱模頭上,達到一樣的深度即可。 4、待到加熱的時間之后,要立即的把管材和管件從加熱模具上 取下來,再迅速的放到已經熱熔好了的深度內,讓接頭處形成一個均 勻的凸形狀,并且還需要控制住放進去之后的管材和管件沒有反彈的 現象。
 熱熔連接管道施工要點
熱熔連接管道施工要點 熱熔連接管道施工要點
格式:pdf
大小:324KB
頁數:未知
4.7
熔連接廣泛應用于pb管、pert管等新型管材的連接。它具有連接簡便、使用年限久、不易腐蝕等優點.施工操作時要注意以下兩點。
 pert復合管電熱熔連接怎么看
pert復合管電熱熔連接怎么看 pert復合管電熱熔連接怎么看
格式:doc
大小:54KB
頁數:4P
4.6
本文將詳細介紹pert復合管電熱熔連接的相關知識,包括熔接原理、操作步驟、注意事項以及在建設工程領域的應用等內容。
熱熔連接和電熔連接相關
文輯推薦
知識推薦
百科推薦


職位:化工業務經理
擅長專業:土建 安裝 裝飾 市政 園林


