

鋁合金一模多件擠壓鑄造側抽芯機構的設計與計算
格式:pdf
大小:273KB
頁數:未知
人氣 :84
 4.6
4.6
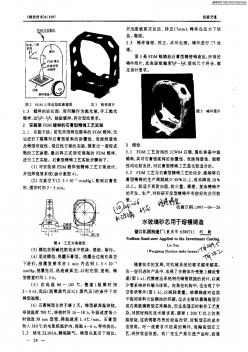
一模多件擠壓鑄造是一種高效的金屬成型工藝方法。通過對氣泵上蓋一模多件的工藝試驗研究,介紹了鋁合金 擠壓鑄造帶孔鍛件時,試驗模具側抽芯機構的設計與計算。



熔模鑄造廠房工藝設計_劉洪
格式:pdf
大小:437KB
頁數:5P
2014重慶市鑄造年會論文集 323 熔模鑄造廠房工藝設計 劉洪周恩俊楊棣華王冬方易峰 中機中聯工程有限公司(原機械工業第三設計研究院),重慶,400000 摘要:本文以某新建熔模鑄造項目為例,介紹了熔模鑄造工藝的主要流程和工藝布局,結合生產情況,提出了熔 模鑄造環境保護的相關措施。 關鍵詞:熔模鑄造;工藝設計;工藝布局 abstract:inthispaper,anewcastingprojectasanexample,introducesthemainprocessandprocesslayoutofinvestment castingprocess,combinedwiththeproductionsituation,putsforwardsomeproposedmeasuresforthe
編輯推薦下載
熔模鑄造水玻璃工藝
格式:pdf
大小:268KB
頁數:50P
4.6
技術管理文件 水玻璃鑄造工藝守則 文件編號:rmzz/qg-js-01 版本:a 修改狀態:o 受控狀態: 編制:日期:2004-3-1 蠟料制備 1.工藝要求: 1.1蠟液溫度:70-90℃,嚴禁超過90℃。 1.2稀蠟溫度:65-80℃。 1.3蠟膏保溫缸水溫:48-50℃。 1.4蠟膏應攪拌均勻呈糊狀,溫度控制在45-48℃,其中不允許有顆 粒狀蠟料。 1.5蠟料配方 蠟料種類 材料名稱 重量配比 12345 石蠟5025105 硬脂酸50251055 回收蠟50809095 1.5.1正常生產采用3、4兩種配方,配方5用于壓制澆口棒。 1.5.2在生產過程中必須根據蠟模質量分析結果,適量增加或減少硬 脂酸量,冬季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1啟動設備,檢查運轉是否正常,是否漏水、
熔模鑄造價格熱門文檔

 復雜氣動閥體熔模鑄造加工工藝研究
復雜氣動閥體熔模鑄造加工工藝研究 復雜氣動閥體熔模鑄造加工工藝研究
格式:pdf
大小:507KB
頁數:3P
4.7
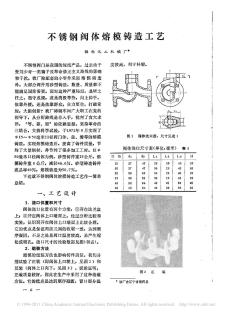
針對氣動閥體的復雜結構,提出了熔模鑄造-機加工的加工方法,并編制了合理的工藝規程,完成了閥體的鑄造加工工藝編制研究,對氣動閥的加工及氣動技術的國產化具有實際指導意義.

鑄鋼齒輪熔模鑄造工藝設計
格式:pdf
大小:309KB
頁數:17P
4.4
攀枝花學院本科課程設計(論文) 鑄鋼齒輪熔模鑄造工藝設計 學生姓名唐洪 學生學號:201011102062 院(系):材料工程學院 年級專業:10級材料成型及控制工程 指導教師:范興平博士 助理指導教師:范興平講師 二〇一三年十一月 攀枝花學院本科學生課程設計任務書 題目鑄鋼齒輪熔模鑄造工藝設計 1、課程設計的目的 使學生了解、設計鑄件熔模鑄造工藝,融會貫通相關專業課程理論知識,培養學生綜 合運用所學知識分析問題和解決問題的能力。 2、課程設計的內容和要求(包括原始數據、技術要求、工作要求等) 內容:(1)識讀圖紙;鑄件結構鑄造工藝性分析。 (2)選擇基準面。 (3)制模工部設計(制芯,壓型,澆冒口等) (4)制殼工部設計 (5)熔煉工部設計 (6)澆注工部設計 (7)落砂清理及質檢工部設計 (8)鑄件表面處理方案設計 (9)
水玻璃砂芯用于熔模鑄造
格式:pdf
大小:1.3MB
頁數:3P
4.7
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

熔模鑄造生產過程中若干工藝的研究
格式:pdf
大小:53KB
頁數:3P
4.6
提出并介紹了在熔模鑄造生產過程中,壓型型腔尺寸的計算方法,以及舊模料回用處理和水玻璃預處理的機理與方法,對于熔模鑄造生產具有一定的參考價值。
熔模鑄造價格精華文檔
水玻璃熔模鑄造缺陷控制
格式:pdf
大小:14KB
頁數:2P
4.5
榮模鑄造缺陷控制 砂眼、夾渣、氣孔、縮孔和夾雜物缺陷對策 目前b10089方板出現砂眼、夾渣、氣孔、縮孔和夾雜物缺陷比較多,針對 以上缺陷采取如下對策: 一、蠟型組合時排氣條一定要按工藝卡要求焊接,在制殼過程中要保證排 氣條的完好。排氣條的作用主要是澆注時排氣,同時也便于脫蠟時蠟液及皂化 物的排出。排氣條組焊不允許有縫,以免產生砂眼或夾雜物缺陷。此項蠟型車 間要全檢。質檢部要有專人進行抽檢確認(不良率不得超過3%)。 二、脫蠟時必須要把蠟液及皂化物倒凈并用不低于80℃的熱水沖洗干凈, 以免澆注后形成密集型夾雜物缺陷。此項制殼車間要全數自檢,熔煉澆注車間 以抽檢的方式進行互檢。 三、熔煉澆注工序: 1、裝殼時清理澆口杯邊沿浮砂,澆口杯必須朝下或朝向背對燃燒室的方向, 盡量避免粉塵等異物進入型腔,以免產生砂眼和夾雜物缺陷; 2、模殼焙燒必須充分,杜絕涼殼澆注以免出現氣孔和表面質量欠佳;


熔模鑄造的工藝過程及防止缺陷產生的方法
格式:pdf
大小:81KB
頁數:3P
4.5
熔模鑄造又稱“失蠟鑄造”,在我國具有悠久的歷史。它是一種無分型面的特種鑄造方法,是利用易熔材料制成模樣,然后涂掛耐火材料,硬化后再將模樣熔化排出型外,從而獲得無分型面鑄型的鑄造方法。由于獲得的鑄件具有較高的尺寸精度和表面光潔度,故又稱“熔模精密鑄造”。為此,就熔模鑄造的工藝過程進行了詳述,并對鑄件缺陷產生的原因和防止方法進行了分析,以利于生產者進行工藝控制和質量控制。
低溫閥體用LCB鋼的熔模鑄造工藝探討 低溫閥體用LCB鋼的熔模鑄造工藝探討
格式:pdf
大小:548KB
頁數:3P
4.8
對低溫閥體用lcb鋼的熔模精密鑄造生產實踐進行了總結。實踐表明,選擇合理的化學成分和鑄造工藝,對保證lcb鋼的低溫性能及生產合格閥體具有重要作用。
熔模鑄造價格最新文檔

熔模鑄造水玻璃型殼Na2O行為的研究
格式:pdf
大小:1.6MB
頁數:6P
4.8
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
水玻璃型殼熔模鑄造制殼工藝的環保化改進
格式:pdf
大小:133KB
頁數:4P
4.7
介紹了水玻璃型殼熔模鑄造制殼工藝的工藝流程,分析了nh_3濃度大的原因:采用nh4cl做硬化劑產生了刺激性nh_3氣體;同時在制殼過程中風干時以及在制殼完畢后的停放風干這段時間里,因型殼內還有大量水分,所以也會不斷產生nh_3。通過合理選用加固層硬化材料,加強結晶alcl_3·6h_2o硬化劑工藝參數的控制和檢測,調整加固層其他制殼參數,降低型殼厚度等措施,消除了近80%的nh_3味,改善了車間環境;同時在保證型殼強度的基礎上,減少了制殼層數,節省材料和人工費用,降低了生產成本。
真空熔模鑄造錫青銅泵體的工藝研究
格式:pdf
大小:1.1MB
頁數:4P
4.4
以彌散強化錫青銅為原料,熔模造型,采用真空澆注制備了具有高尺寸精度、耐高水壓的泵體鑄件。研究結果表明,采用雨淋式澆注系統制備的泵體其入水口端面夾砂嚴重,焊補以后進行5mpa水壓測試,泵體入水口端面與花盤處發生了冒汗現象,金相分析可知花盤與端面處產生了縮松。將內澆口數量減少為4個,尺寸增大,以便于澆注后對泵體入水口端面進行補縮以及夾雜的上浮,采用盆底澆口直徑僅為10mm的石墨澆口杯使得金屬液流穩定,防止沖砂,并在花盤模殼處添加冷鐵阻止該處縮松的產生。最終制得的鑄件基本無缺陷,水壓測試合格,能應用于耐高水壓的領域。
天然粉石英在熔模鑄造面層涂料中的應用 天然粉石英在熔模鑄造面層涂料中的應用
格式:pdf
大小:233KB
頁數:2P
4.3
粉石英sio2w為98.7%~99.3%,fe2o3w為0.03%~0.04%,價格約為人工石英粉的50%,用它和水玻璃配制的面層料標準涂片質量0.47~0.52g,鑄件表面粗糙度ra>40μm。經過對天然粉石英的淘洗工藝和顆粒組成的研究,試驗確定1種性能較好的粉料。可使標準涂片質量達0.8g以上,鑄件的表面不平度也得到改善,ra為13.9~24.65μm,可用于熔模鑄造面層涂料。
《熔模鑄造碳鋼件》標準審查會召開 《熔模鑄造碳鋼件》標準審查會召開
格式:pdf
大小:80KB
頁數:1P
4.5
全國鑄造標準化技術委員于2013年10月22日在安徽省合肥市召開了《熔模鑄造碳鋼件》國家標準審查會。來自熔模鑄造分會技術委員會委員、相關領域專家、企業技術人員,共計16個單位的22人參加了會議。起草單位東風精密鑄造有限公司首先向參加審查的委員和專家介紹了《熔模鑄造碳鋼件》國家標準的立項、制修訂過程等情況。標準審查會對《熔模鑄造碳鋼件》國家標準的編制說明、征求意見匯總處理表、標準送審稿進行了逐一審查,對標準送審稿
鋁合金U形支架熔模鑄造 鋁合金U形支架熔模鑄造
格式:pdf
大小:541KB
頁數:未知
4.5
針對u形支架熔模鑄造難點,采取了一系列措施。在底注加頂注、反向底注加頂注、反向側注加頂注、臥式頂注4種澆注系統中,臥式頂注最優,其鑄件成品率達80%,是其他3種澆注系統鑄件成品率的2倍或2倍以上。
法蘭閘閥閥體熔模鑄造工藝改進 法蘭閘閥閥體熔模鑄造工藝改進
格式:pdf
大小:860KB
頁數:4P
4.7
就法蘭閘閥閥體熔模鑄造工藝改進進行了討論,通過對其使用狀態和結構分析,指出了該殼體件工藝設計的重點,以及圍繞這個重點采取的工藝措施。模具設計中平均尺寸的確定和蠟模關鍵尺寸的控制保證了鑄件尺寸的合格。將原中口垂直向下或向上改為水平向外并輔以補貼設計,改善了制殼時模組的干燥條件和鑄件澆注后的散熱條件,縮短了澆冒口到鑄件熱節的補縮距離,使補縮通道更為暢通,消除了鑄件的縮孔缺陷。
水玻璃型殼熔模鑄造制殼工藝過程控制
格式:pdf
大小:113KB
頁數:1P
4.3
本文論述了熔模鑄造水玻璃型殼的質量控制要求及生產管理的要點。實踐證明,通過加強型殼工藝中關鍵過程控制和質量影響因素的綜合控制,使產品質量及成品率有了明顯的提高。
熔模鑄造價格相關
文輯推薦
知識推薦
百科推薦


職位:巖土勘察總工程師
擅長專業:土建 安裝 裝飾 市政 園林


