

如何防止不銹鋼拉手硬件損壞呢?教學內容
格式:pdf
大小:14KB
頁數:3P
人氣 :67
 4.4
4.4
如何防止不銹鋼拉手 硬件損壞呢? 精品文檔 收集于網絡,如有侵權請聯系管理員刪除 不銹鋼拉手在五金配件中是最常見的一種,不銹鋼不管是在深圳 居家方面,還是在工業方面,用的是非常的多, 20世紀 80年代我 國不銹鋼研制和生產技術取得的成績,初步建立起了接近世界先進 水平的我國不銹鋼標準體系。 1985年以后隨著中國經濟的不斷發 展,一套先進的不銹鋼標準體系逐漸完成。如何防止不銹鋼拉手硬 件損壞呢?下面我們來看看以下六大點: 第一、在選用五金配件的型號,規格和性能應符合現行國家拉手標 準及相關法規的規定,并與選用塑鋼門窗相匹配的窗口。 第二、滑撐鉸鏈不得采用鋁合金材料,應采用不銹鋼材料。 第三、滑動窗口的寬度超過 1米,或安裝雙層玻璃窗戶,適當設置 雙滑輪,或選擇滾動滑輪。 第四、拉手五金配件應最后安裝,門鎖,拉手應該在窗口中成箱裝 配后,確保該地方是正確的,開關速度快。 第五、使用緊固螺釘



不銹鋼拉手的質量檢查及功能
格式:pdf
大小:170KB
頁數:2P
大多數不銹鋼拉手是由國家標準冷軋鋼制成。不銹鋼拉手外觀光滑平整,緊固不容易彈出面 板。內置彈簧設計,可以通過技術自動返回。 不銹鋼拉手可以在強烈振動下起到緩沖的作用。不銹鋼拉手易于在機柜或機器中使用,并且 以快速安裝。 從不銹鋼拉手的厚度觀察:不銹鋼拉手質厚,力強,使用次數長,壽命長。相反,劣質產品 材料在受力作用下較弱,因此變形容易損壞,使用次數少而短。 從不銹鋼拉手的邊緣和內部觀察:通過毛刺處理可以生產出好的不銹鋼拉手,如果不進加工 處理,工作在組裝過程中容易劃傷工作人員,同樣產品也會變成劣質產品。所以必須加工, 表面處理過后表面光滑。 不銹鋼拉手在生產過程中的任何細節都不容忽視,好的產品會使客戶更加的信賴。

工程部不銹鋼拉手鹽霧報告2010年3月11日
格式:pdf
大小:1.1MB
頁數:4P
initiator 首檢人 歐陽勇江 itemnumber 貨號 item deseription 產品名稱 finish 表面顏色 本色 customername 客戶名稱 customerid 客戶訂單號 時間時間 0 小 時 2 4 小 時 2 4 小 時 approveby:testby: 確認人:趙剛檢測人:歐陽勇江 wanzunmetalproductscompanyltd saltspraytestreport鹽霧測試date:2010-3-11 不銹鋼拉手 0 小 時 2 4 小 時 2 4 小 時 testrecord: 檢測報告: 圖片圖片 renarks: 測試數量: 2套 testresultdescription 測試結果: pass/notpass 通過/不通過 經過24小
編輯推薦下載


《不銹鋼拉索》
格式:pdf
大小:29KB
頁數:10P
4.3
1 黑色冶金行業標準 《不銹鋼拉索》編制說明 1工作概況 1.1任務來源 根據工業和信息化部工信廳科[2010]74號文(鋼標委[2010]10號)(其中第3項)要求,黑色冶金行業標準《不銹鋼拉索》由全國鋼標準化技術委 員會歸口管理,由廣東堅朗五金制品有限公司(原名稱為東莞市堅朗五金制品有限公司)負責編制。 1.2工作過程 廣東堅朗五金制品有限公司是國內最大的不銹鋼拉索生產廠家之一,可生產國內最大直徑120mm 的不銹鋼拉索。堅朗在不銹鋼拉索設計和制造方面有著豐富的經驗,其產品在國內外許多重大工程項目 中使用。2010年8月在廣東東莞成立了《不銹鋼拉索》標準起草編制組,確立了編制組成員名單,將 標準編制工作分工到了每個成員。 表1起草單位承擔任務表 承擔任務承擔單位 文字起草廣
如何防止不銹鋼拉手硬件損壞呢熱門文檔
不銹鋼拉絲標準
格式:pdf
大小:308KB
頁數:5P
4.6
不銹鋼拉絲與拋光的區別! 從工藝上來說,拉絲工藝是將工件表面做出有規律的均勻的表面紋路,一般的拉絲紋有: 細條紋狀、圓圈狀。而拋光工藝是將工件表面完全做成平整的,沒有任何瑕疪的,看起來光 滑透亮,程鏡面。 從運動上講,拉絲工藝在設備上所做的是來往反復的運動,而拋光工藝是在平面拋光機上 所做的運動軌跡。兩者在原理上是不一樣的,實際方式也不一樣。 在生產上,拉絲采用專業拉絲工藝設備,拋光根據形狀的不一有很多種拋光工藝設備分 別適應不同拋光要求。 如果一個工件既需要拉絲又要拋光,那哪一道工序在前那一道在后呢? 從這種情況,應從拉絲和拋光各自對表面處理的效果,以及工藝原理,我們不難得出: 拋光在前,拉絲在后。只有先將工件表面拋光平整,后才能進行拉絲,因為只有這樣拉絲出 來的效果才好,拉絲紋路才會均勻。拋光是為了拉絲定基礎的。總之,如果先拉絲在拋光, 那么不僅拉絲效果很差,拉絲好
不銹鋼拉絲油
格式:pdf
大小:18KB
頁數:2P
4.3
不銹鋼拉絲油 不銹鋼拉絲油:專用于不銹鋼、碳鋼、合金鋼材質的棒材、線材的引拔加工。還可以用 于各種鋼材管材、毛細管的高難度拉拔潤滑;為光亮拉拔、無煙清潔拉拔、耐溫拉拔的最佳 配套潤滑產品;可有效取代傳統的拉拔油,解決光澤度差、煙霧大、潤滑性差的問題! 一、不銹鋼拉絲油參數: 產品名稱不銹鋼拉絲油 品牌美科潤滑油 運動粘度(40℃)mm2/s100-150(可根據客戶需要調整) ph值7.5-8.5 閃點(開口)℃無 硫,氯,石蠟,礦物油含量無 包裝18l,200l 二、不銹鋼拉絲油相關推薦: sae15w/40發 電機油 sae15w/40發電機油高性能通用型內燃發電機油,極佳的抗磨損、抗 腐蝕和清潔分散性能,具良好抗氧化性、低溫啟動性能,適合任何氣候 下使用。可滿足所以高級汽油機、柴油發電機使用。 d-3030多功能 壓板油 d-3030多功能

不銹鋼拉絲型號
格式:pdf
大小:33KB
頁數:3P
4.7
stainlesssteel brushedstainlesssteelcomesinvariousfinishes.no.3andno.4aretypical.these finishesarehardtorepairwhenscratchesappears.anotherbrushfinishisthehairline finish.theadvantageofthisfinishisthatthegrainiscontinuousandrunsthelengthofthe sheet.theimportanceofcontinuouslonggrainhairlinefinishistoallowforrepairof minorscratches.on
不銹鋼拉伸油
格式:pdf
大小:103KB
頁數:1P
4.7
不銹鋼拉伸油 【性能和用途】 不銹鋼拉伸油是一款高強度拉伸成型油,由多種極壓、潤滑、防銹添加劑組成,粘度適 中,附著性好,極壓性強,用于中高強度鋼、不銹鋼等沖壓拉伸加工。 【適用工藝及材質】 高碳鋼、不銹鋼等材質的拉伸、沖壓成型加工。 【優點】 潤滑性:粘度適中,附著性好,抗極壓強,適于高碳鋼、不銹鋼等高強度拉伸沖壓成型 加工。 防腐蝕性:采用中性配方,對金屬提供有效保護,不會腐蝕變色。 【主要技術參數】 項目技術指標參照標準 外觀黃色透明目測 氣味低氣味- 密度,(20℃)0.82~0.87比重計 粘度(40℃,mm2/s)70~75gb/t265 閃點(coc)>180℃gb/t267 機械雜質合格gb/t511 【使用說明】 本品為純油性加工液,不需加水,直接使用即可。 【包裝及儲存】 規格:18l/桶、200l/桶 本品應貯存在干燥
不銹鋼拉絲工藝作業細則
格式:pdf
大小:6KB
頁數:2P
4.7
不銹鋼拉絲工藝作業細則 1說明 1.1本操作規程適用于不銹鋼的打磨、拉絲操作。 1.2在圖樣、工藝指導卡無要求的情況下,可執行本工藝守則的規定。 1.3新工人在上崗操作前,必須經過培訓,合格后方可操作。 2準備工作 2.1操作者應熟悉設備結構、工作原理,并經過實際操作訓練。 2.2清楚拉絲件圖樣中的技術要求,熟悉相關拉絲工藝指導卡。 2.3檢查電源線有無破損。 2.4正確選擇砂輪、千葉片和拉絲帶的種類和目數。 2.5拉絲件在翻轉和搬運過程要輕拿、輕放,避免將裝飾面劃傷。 2.6認真檢查轉序件的外裝飾面是否有磕碰、麻點、凹坑,其 缺陷深度是否通過打磨的方法可以去除,發現問題及時反 饋給質檢員。 2.7開機前應保證設備處于良好狀態,檢查拉絲帶的種類和目數是否 正確。 2.8設備:拋光機、拋管機、拋板機、手提砂輪機、角磨機、直磨機。 2.9輔料:金剛砂(白剛玉、棕剛玉
如何防止不銹鋼拉手硬件損壞呢精華文檔
不銹鋼拉絲電鍍
格式:pdf
大小:8KB
頁數:3P
4.5
不銹鋼可以上顏色,但是必須要在相對的條件下:1.將不銹鋼拉絲后(用2000目的砂紙), 因為不銹鋼表面光滑,必須將其光滑面破壞再進行水鍍上色。2.將不銹鋼進行真空鍍上色(單 價較高)。我司很多的客戶就是用真空鍍的不銹鋼部件。 六、什么是靜電噴粉? ·靜電噴粉又稱固體噴塑,采用的是樹脂基材料(固體粉末狀),經靜電噴涂吸附在鋁材表面,再經高 溫烘烤后溶化固定在鋁材表面的一種工藝。它具有無毒、無臭、無污染的優點,表面色澤艷麗,客戶選擇 性強。目前很多產品如冰箱、微波爐、洗衣機等的表面都采用這種工藝。 七、金色、銀色淋浴房的顏色是電鍍的嗎? ·金色、銀色、砂銀、啞銀、拉絲銀等淋浴房的顏色不是電鍍工藝形成的,而是一種適用于鋁型材的表 面處理技術。稱作陽極氧化著色的。在氧化著色前,如果先行拋光使鋁材表面達到一定的光亮度,則出來 的材料近似于不銹鋼,我們稱之為銀色,如果將材料表面打砂處理后

不銹鋼拉伸模具
格式:pdf
大小:61KB
頁數:2P
4.6
不銹鋼拉伸 常用的不銹鋼板材國內牌號為0cr18ni9.日本牌號是 sus304 這個材料的抗拉強度為520兆帕,屈服強度為205兆帕。因為材 料中含有較大的鉻鎳錳成分,使得不銹鋼板材在拉伸成形過程中 加工硬化現象特別嚴重,這就是不銹鋼板材拉伸最突出的特性。 在加工生產中如果拉伸系數給的較低時,零件拉伸完成時內部儲 存了很大的內應力.在存放的幾個小時后就會產生爆裂,切記在 選擇拉伸系數時要考慮此因素。一般一次拉伸后采取的措施是 1150度光亮退火,目的是一.要消除材料內部的內應力。二.是造 就零件的再塑性。從以上所敘述的不銹鋼特性,本文將從以下幾 個方面加以分析,可以看出不銹鋼材料的拉伸成形難度之大。 不銹鋼拉伸模具制作,在冷沖模具材料的選擇中,一般凸凹 模多選用cr12mov冷作模具鋼,此模具材料制作的凸凹模在拉 伸過程中經常會出現刮花
不銹鋼拉索
格式:pdf
大小:29KB
頁數:10P
4.7
1 黑色冶金行業標準 《不銹鋼拉索》編制說明 1工作概況 1.1任務來源 根據工業和信息化部工信廳科[2010]74號文(鋼標委[2010]10號)(其中第3項)要求,黑色冶金行業標準《不銹鋼拉索》由全國鋼標準化技術委 員會歸口管理,由廣東堅朗五金制品有限公司(原名稱為東莞市堅朗五金制品有限公司)負責編制。 1.2工作過程 廣東堅朗五金制品有限公司是國內最大的不銹鋼拉索生產廠家之一,可生產國內最大直徑120mm 的不銹鋼拉索。堅朗在不銹鋼拉索設計和制造方面有著豐富的經驗,其產品在國內外許多重大工程項目 中使用。2010年8月在廣東東莞成立了《不銹鋼拉索》標準起草編制組,確立了編制組成員名單,將 標準編制工作分工到了每個成員。 表1起草單位承擔任務表 承擔任務承擔單位 文字起草
不銹鋼防止污染
格式:pdf
大小:17KB
頁數:2P
4.7
co py 南京化學工業有限公司化工機械廠標準 通用工藝規程q/nh04/j0601.20-1999 第20部分不銹鋼防止污染 南京化學工業有限公司化工機械廠1999-12-30批準2000-01-01實施 75 1范圍 本標準規定了不銹鋼壓力容器防止污染的基本要求 本標準適用于不銹鋼壓力容器防止污染其他不銹鋼容器和不銹鋼復合鋼板制容器亦可參照使用 2引用標準 下列標準所包含的條文通過在本標準中引用而構成為本標準的條文在標準出版時所示版本均 為有效所有標準都會被修訂使用本標準的各方應探討使用下列標準最新版本的可能性 q/nh04/j0601.24-1999酸洗鈍化處理 3材料的標記和存放 3.1不銹鋼材料上應有清晰的入庫標記該標記應采用無氯無硫記號筆書寫不得打鋼印不得使用油 漆等有
如何防止不銹鋼拉手硬件損壞呢最新文檔
不銹鋼拉閘門窗 (2)
格式:pdf
大小:20KB
頁數:2P
4.5
精選文檔序施窗工程不銹鋼拉閘門序施工程一、 行步驟進施工程序按以下 第四步二步第三步第第一步 電、氣動扁管框料公母框、邊框、切 割下料鉚槍鉚軌道組裝 接。焊接 八步步步第六步第七第第五第九 步 及時上鎖及五金風板竣工提 供交付驗收資料使用配件安安裝裝 流紹三產品介及制作程帶給你隨心如意拉閘窗,內置安裝解除普通固式護欄給 您帶來的居室禁錮感覺,,伸縮式開啟.所有冷軋鋼產品是經過酸符合防護安全要 求。沖撞強度高的生活產品完全采用鉚接和焊接,,最重要的是不易銹,觸感光 滑,,沒有任何異味洗、磷化、靜電噴塑、高溫烤漆處理。漆色亮麗由該型材.,,, 蝕經久耐用。所有不銹鋼產品采用的是優質型材該型材色澤溫軟質地均勻光滑 制作的產品豪華美觀,是你高檔品位的象征制作:方法窗閘鋼一、不銹拉門的的 偏安門差、窗裝寸口窗、尺洞門定計據
不銹鋼拉伸油的規格型號大全
格式:pdf
大小:28KB
頁數:2P
4.7
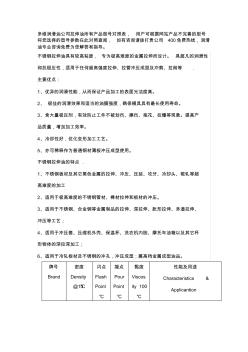
多維潤滑油公司拉伸油所有產品型號對照表,用戶可根據網站產品不完善的型號 將您選擇的型號參數在此對照查閱,如有咨詢請撥打貴公司400免費熱線,潤滑 油專業咨詢免費為您解答和指導。 不銹鋼拉伸油具有較高粘度,專為極高難度的金屬拉伸而設計。具超凡的潤滑性 和抗極壓性,適用于任何超高強度拉伸、拉管沖壓成型及沖剪、拉削等. 主要優點: 1、優異的潤滑性能,從而保證產品加工的表面光潔度高。 2、極佳的潤滑效果和適當的油膜強度,確保模具具有最長使用壽命。 3、含大量極壓劑,有效防止工件不被劃傷、擦傷、拖花、拉爆等現象。提高產 品質量,增加加工效率。 4、冷卻性好,優化變形加工工藝。 5、亦可稀釋作為普通鋼材薄板沖壓成型使用。 不銹鋼拉伸油的特點. 1、不銹鋼板材及其它黑色金屬的拉伸、沖壓、壓延、攻牙、冷卻頭、輥軋等超 高難度的加工 2、適用于極高難度的不銹鋼管材、棒材拉伸和板材的沖壓
不銹鋼拉索參數及安裝
格式:pdf
大小:117KB
頁數:3P
4.7
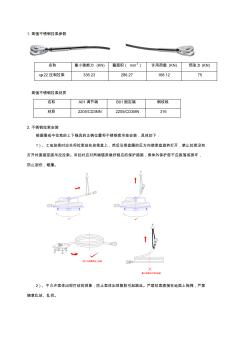
1.高強不銹鋼拉索參數 名稱最小破斷力(kn)截面積(mm2)許用荷載(kn)預張力(kn) φ22壓制拉索336.23286.27168.1275 高強不銹鋼拉索材質 名稱a01調節端b01固定端鋼絞線 材質2205/cd3mn2205/cd3mn316 2.不銹鋼拉索安裝 根據圖紙中拉索的上下錨具的正確位置將不銹鋼索吊掛安裝,具體如下: 1)、工地放索時應先將拉索放在放索盤上,然后沿索盤圈的反方向使索盤旋轉打開,禁止拉索沒有 打開時直接豎直吊拉拉索。吊拉時應對兩端錨具做好相應的保護措施,索體外保護層不應脫落或損壞, 防止刮傷,碰撞。 2)、不允許索體出現打結的現象,防止索體出現散股引起跳絲。嚴禁拉索直接在地面上拖拽,嚴禁 隨意亂放、亂扔。 1 3)、應避免拉索與其它堅硬的物質碰撞,摩擦,以免劃傷索體的表面。當發現拉索兩端錨具出現變 形、扭曲
不銹鋼拉絲產品檢驗規范
格式:pdf
大小:286KB
頁數:6P
4.6
精品 可編輯 三:不銹鋼拉絲產品檢驗規范 1.目的 本標準規定了產品的表面分區、拋光后的表面質量要求、降級接收要求和檢驗方 法。 2.范圍 本標準適用于點支事業部不銹鋼鏡光、拉絲產品表面質量的檢驗。 3.職責 3.1、品管部:負責根據客戶的要求、相關國家標準及拋光能力科學合理制訂統一 的拋光品質標準并依此進行檢驗。 3.2、生產部:負責根據品質標準進行生產作業。 4.表面分區 產品在安裝之后,按照觀察產品的習慣,是否容易觀察到產品的表面來區分產品 的主要外露面、次要外露面和不易看見的面。見表1 表1拋光產品表面的分區 5.不銹鋼拋光產品 5.1不銹鋼鏡光產品 表面分區特點描述重要度 主要外露面a產品安裝后最容易看到的表面。極重要控制面 次要外露面b 向下的面、側面、邊位、角位、接合位、 內彎曲位。 重要控制面 不易看到的面c產品安裝后的隱藏位、遮蓋位。

 不銹鋼拉閘窗如何安裝
不銹鋼拉閘窗如何安裝 不銹鋼拉閘窗如何安裝
格式:doc
大小:31KB
頁數:3P
4.7
本文將詳細介紹在建設工程領域中如何安裝不銹鋼拉閘窗。從準備工作到具體的安裝步驟,每一點都會有詳細的說明,幫助您順利完成安裝。
不銹鋼拉絲機作業指導
格式:pdf
大小:29KB
頁數:2P
4.4
文件編號版本版次a0批準:審核:制定: 文件名稱日期:日期:日期: nof1 1目的 確保生產效率的達成及品質控制的有效,讓作業員熟悉了解拉絲作業的步驟方式方法 及安全事項。 2范圍 適用于拉絲機作業員之使用 3 作業內容: 3.1生產指令 根據生產指令與工藝單及作業標準所述之品質要求作為品質控制依據,明確生產目的。 3.2生產前準備 檢查所需工具,如尖嘴鉗、接線機、剪刀、千分尺,開口板,內六角板是否齊全。 3.3母線檢驗 檢查母線有無標識、登記好相應料號。 3.4放線架 放線架上滾筒轉動靈活、放線順暢,防亂線開關是否完好。 3.5伸線 3.5.1眼模選用 3.5.1.1根據工藝卡上的要求,參見作業標準從眼模管理員處領取相應規格的眼模。 3.5.1.2從出口眼模開始,從小到大,依次裝入眼模座內。 3.5.1.3在制程中需要
不銹鋼拉伸過程中常見問題一
格式:pdf
大小:13KB
頁數:8P
4.3
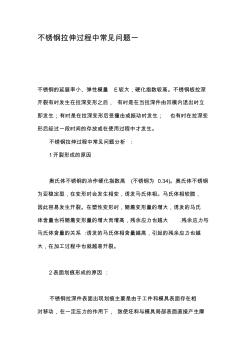
不銹鋼拉伸過程中常見問題一 不銹鋼的延展率小、彈性模量e較大,硬化指數較高。不銹鋼板拉深 開裂有時發生在拉深變形之后,有時是在當拉深件由凹模內退出時立 即發生;有時是在拉深變形后受撞擊或振動時發生;也有時在拉深變 形后經過一段時間的存放或在使用過程中才發生。 不銹鋼拉伸過程中常見問題分析: 1開裂形成的原因 奧氏體不銹鋼的冷作硬化指數高(不銹鋼為0.34)。奧氏體不銹鋼 為亞穩定型,在變形時會發生相變,誘發馬氏體相。馬氏體相較脆, 因此容易發生開裂。在塑性變形時,隨著變形量的增大,誘發的馬氏 體含量也將隨著變形量的增大而增高,殘余應力也越大.殘余應力與 馬氏體含量的關系:誘發的馬氏體相含量越高,引起的殘余應力也越 大,在加工過程中也就越易開裂。 2表面劃痕形成的原因: 不銹鋼拉深件表面出現劃痕主要是由于工件和模具表面存在相 對移動,在一定壓力的作用下,致使坯料與模具
如何防止不銹鋼拉手硬件損壞呢相關
文輯推薦
知識推薦
百科推薦


職位:交通造價主任工程師
擅長專業:土建 安裝 裝飾 市政 園林


